


Следует помнить, что слишком длинные каналы увеличивают путь расплава, ухудшают его течение и увеличивают количество остаточного воздуха в форме. Всё вместе это приводит к повышению риска некачественного литья (например, непроливы наиболее тонких частей восковой модели).
При непосредственном питании отливки необходимо стремиться к тому, чтобы в тепловом центре опоки находился участок расхождения литниковых канолов к объектам литья.
Для получения предсказуемого, высококачественного литья близких по параметрам объектов необходимо учитывать плотность используемого сплава. Чем меньше его удельный вес, тем больше должен быть диаметр литниковых каналов.
Для получения предсказуемого, высококачественного литья особое внимание необходимо уделять выбору геометрических размеров элементов литниковой системы: литниковых каналов, коллектора, питателей. Этот выбор определяется многими факторами: типом литниковой системы (с непосредственным питанием отливки или с использованием литейного резервуара (коллектора)), размерами объектов литья, их видом и количеством.
132. Опишите основные показатели технологичности литой детали.
Для определения технологичности литой детали на нее направляют с двух сторон пучки лучей света. Если помещенная в зти лучи отливка не будет давать теней, то она считается технологичной (рис. 4, II). В противном случае (рис. 4,I) деталь не технологична.
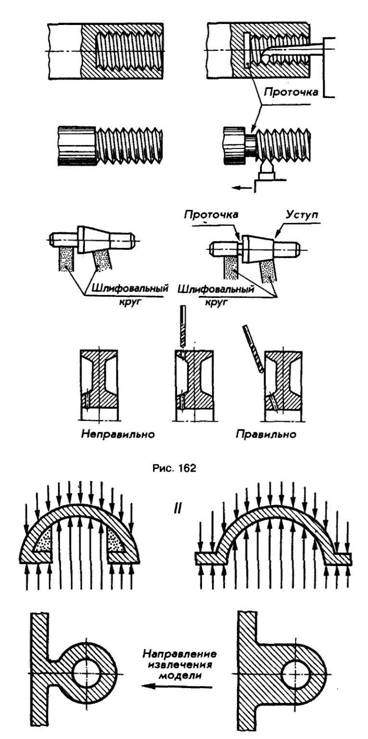
Рис. 4
Детали, изготовляемые литьем, должны проектироваться с учетом удобства извлечения модели. Для этого при формовке придают стенкам и ребрам, перпендикулярным к плоскостям разъема, необходимый литейный уклон (рис. 5). Величина уклона в зависимости от высоты поверхности детали приведена в табл. 5.

Рис. 5
Таблица 1
Величина уклона в зависимости от высоты поверхности детали

Отливка не должна иметь острых углов во избежание появления местных напряжений и трещин. Углы скругляются плавными галтелями (рис. 165). Закругления должны производиться радиусами из одного центра как для внешней стенки (радиус Я), так и для внутренней (г).
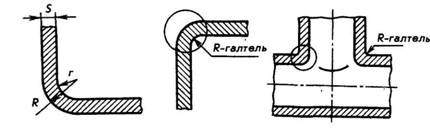
Рис.5
При сопряжении двух стенок одинаковой толщины под прямым углом обычно принимают: r = s; R = 2s, где r и R — радиусы: s — толщина литых стенок.
Толщина литых стенок должна быть по возможности одинаковой во избежание появления местных напряжений, раковин, трещин (рис. 6).
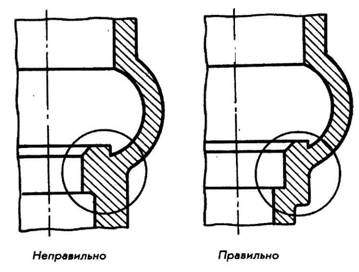
Рис.6
Опорные буртики и переходная поверхность делаются толще, чем основная часть детали (рис. 7).
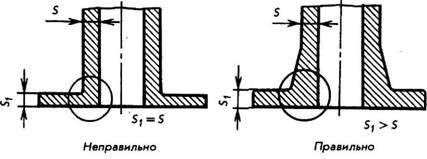
Рис. 7
Для усиления связи между элементами литых деталей, для повышения их прочности и жесткости следует предусматривать ребра (рис. 8).
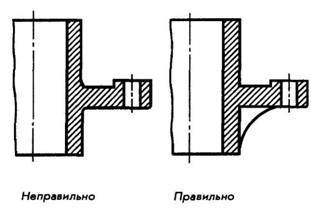
Рис. 8
На деталях, изготовляемых литьем, в местах сквозных отверстий зачастую предусматриваются бобышки или приливы. Высоту бобышки (h) обычно принимают не более 0,7 s, где s — толщина стенки, на которой находится бобышка (рис. 9). Наружный диаметр бобышки (D) рекомендуется назначать с учетом толщины стенки отливки, на которой расположена бобышка, и диаметра сквозного отверстия: D»1,2 d = (4...8)s.
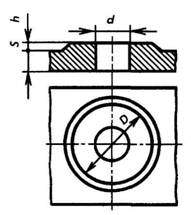
Рис. 9
158. На диаграмме состояния сплавов системы Fe-FeC укажите температурный интервал горячей обработки давлением. Определите температуру начала и конца свободной ковки заготовки из стали У8. Обоснуйте выбор температур.
Для каждой марки стали определен свой температурный интервал начала и конца ковки. Общее правило таково: чем больше в стали содержание углерода, тем меньше температурный интервал и тем ниже должны быть температуры начала и конца ковки. Цветные металлы имеют еще более короткий температурный интервал ковки. Наиболее широкий интервал ковочных температур характерен для малоуглеродистых поделочных сталей: он составляет до 500 °С (при 1100-1300 °С для начала ковки и 800-900 °С для ее конца). Если ковку начинают при температуре нагрева металла ниже температуре начала ковки, это приводит к образованию трещин. Завершают ковку при температуре на 20-30 °С выше температуры конца ковки. Поддержание температуры конца ковки на одном уровне позволяет ковать изделие более продолжительное время.
Таблица 1. Температура начала и конца ковки различных видов стали
>Марка стали | Температура начала ковки, в °С | Температура конца ковки (максимальная — минимальная), в °С | Температура пережога, в °С |
СтО, Ст1, Ст2, СтЗ | 1300 | 800-700 | 1470 |
Ст20, Ст25 | 1280 | 830-720 | 1400 |
Ст15Х, Ст20Х, Ст15ХА | 1250 | 850-760 | 1300 |
Ст10Г2, СтЗОГ2 | 1220 | 870-750 | 1300 |
У7, У8, У7А, У8А | 1125 | 850-750 | 1220 |
У9, У10, У11.У12, У13 | 1100 | 850-750 | 1180 |
Р9, Р18 | 1200 | 920-900 | 1180 |
Температурный режим ковки выбирают заранее в зависимости от стоящих перед кузнецом задач и используемых марок стали. На рис. 10 изображена диаграмма, отображающая изменения, происходящие в стали при ее нагреве и охлаждении.
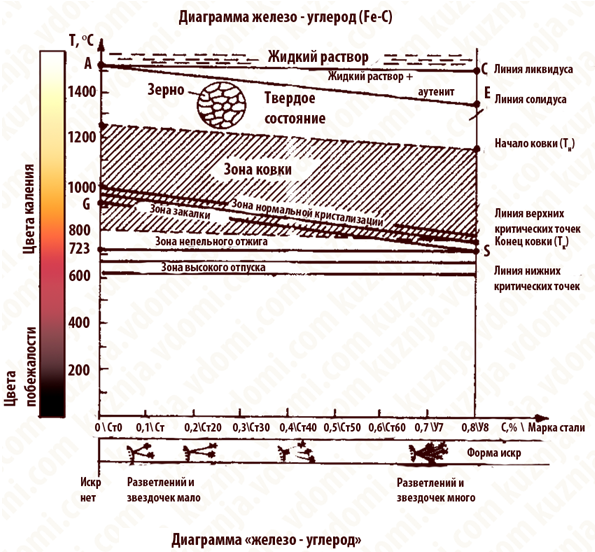 Диаграмма имеет большое значение для выбора адекватного теплового режима для каждого вида стали. По оси ординат диаграммы располагается шкала температур, а по оси абсцисс — основные виды поделочной и углеродистой стали (в зависимости от процентного содержания углерода). При температурных режимах, расположенных выше линии РS, в металле происходит переход феррита в аустенит, что сопровождается увеличением пластичности металла. Ниже линии РS, наоборот, аустенит переходит в феррит. В этом случае металл отличается большой пластичностью, вязкостью, но недостаточной прочностью и твердостью. Между линиями АЕ и GS находится зона благоприятного для ковки температурного режима.
Диаграмма имеет большое значение для выбора адекватного теплового режима для каждого вида стали. По оси ординат диаграммы располагается шкала температур, а по оси абсцисс — основные виды поделочной и углеродистой стали (в зависимости от процентного содержания углерода). При температурных режимах, расположенных выше линии РS, в металле происходит переход феррита в аустенит, что сопровождается увеличением пластичности металла. Ниже линии РS, наоборот, аустенит переходит в феррит. В этом случае металл отличается большой пластичностью, вязкостью, но недостаточной прочностью и твердостью. Между линиями АЕ и GS находится зона благоприятного для ковки температурного режима.
Для качественной обработки металла важно уметь определить не только начальную и конечную температуру ковки, но продолжительность нагревания. На время нагревания стальной заготовки в горне влияют:
— диаметр заготовки,
— характер сечения заготовки,
— вид топлива.
Заготовки с круглым сечением нагреваются быстрее, нежели заготовки с квадратным сечением.
Литература
1. Материаловедение и технология металлов. Под ред. Фетисова Г. П. – М.: Высшая школа, 2000. – 640 с.
2. Материаловедение / Под общ. ред. , – М.: Изд. МГТУ им. , 2004. – 648 с.
3. Лабораторный практикум по курсу «Материаловедение и технология материалов». Учебное пособие / , – М.: Академия ГПС МЧС России, 2005. – 76 c.
4. , , и др. Материало-ведение и технология материалов. – М.: Металлургия, 1994. – 622 с.
5. , и др. Металловедение и технология металлов. – М.: Металлургия, 1988. – 512 с.
6. , и др. Научные основы материаловедения. – М.: Изд. МГТУ им. , 1994. – 366 с.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
