
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В третьей стадии последние обороты растворов не подкрепляли и получили при 14 оборотах и рН=3 содержание никеля 8 г/дм3, а железа 0,01 г/дм3.То есть практически были получены безжелезистые растворы. Это следует объяснить тем, что произошла нейтрализация растворов с осаждением железа в толще руды в виде гидроксидов, содержание которых в верхних слоях перколятора в пересчете на железо повысилось до 17 масс. % и более вместо 14,8 масс. % в и сходной руде. Это означает, что происходит гидролиз сульфата железа с выделением H2SO4 в раствор.
В результате получаем не только безжелезистые растворы, которые пригодны для выделения из них никеля любыми способами, но и снижается расход H2SO4 на выщелачивание руды. На последующих стадиях при исходном содержании кислоты рН=1,5 получены растворы, имеющие рН=3, содержащие железа не более 0,01 г/дм3.
По мере снижения содержания никеля в руде за счет выщелачивания постепенно уменьшается концентрация никеля в растворах.
В 9-й стадии выщелачивания сделана попытка увеличить содержание никеля в продукционных растворах за счет увеличения паузы между орошениями до 7 суток. Эффекта от этого не получено. Содержание в растворах, г/дм3: 1,66 Ni, 0,063 Со, 0,008 Fe, 14,12Mg, 1,96 Mn, 3,46 Al.
В 13-й стадии за счет повышения начальной концентрации кислоты, оборотов и более кислых продукционных растворов получили увеличение содержания никеля и других элементов. Однако содержание железа было завышенным 0,6 г/дм3.
С 17 по 30-ю стадии, несмотря, на увеличение исходных концентраций кислоты, паузы между орошениями и большого количества оборотов головных растворов значительной интенсификации процесса выщелачивания никеля не наблюдалось.
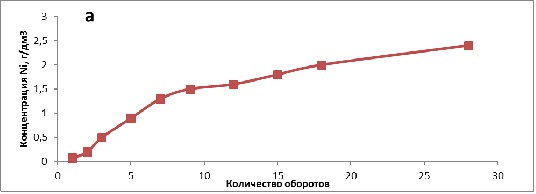
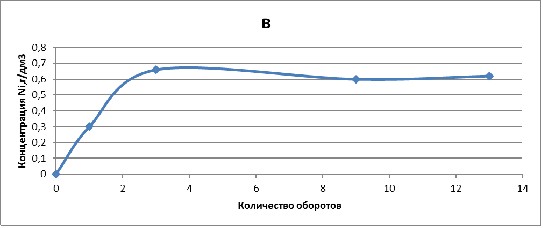
На рисунках 1(а),(б) и (в) указана зависимость концентрации никеля от оборотов выщелачивающих растворов. Из этих рисунков следует, что заметное повышение концентрации никеля от оборотов разнится в зависимости от степени обезникеливания руды. Так в диапазоне до 10%-ного извлечения никеля из руды эффективное повышение концентрации никеля в растворе происходит при 7 оборотах, до 20%-ного при 4-5 оборотах и наконец до 50%-ного при 2-3 оборотах.
Рис 1. Зависимость концентрации никеля никеля от количества оборотов: а - извлечение 10%Ni, б- извлечение >20%Ni, в –выщелачивание 50%Ni.

Результаты и их обсуждение.
Из анализа полученных данных следует, что на начальных стадиях (до 10% выщелачивания Ni) стоит применять наиболее концентрированные растворы кислоты (рН≤1) с получением при рН=3 безжелезистых растворов, не подкрепляя оборотные растворы кислотой перед выводом их из сферы выщелачивания. В дальнейшем необходимо постепенно снижать концентрацию кислоты: на стадии извлечения никеля до 20-30% использовать растворы рН~1, а на последующих стадиях выщелачивания рН=1,5.
Продукционные растворы, содержащие никеля менее 2 г/дм3, следует направлять на выщелачивание свежих порций руды для повышения содержания никеля до 2-3 г/дм3.
Из приведенных данных поисковых исследований в течение 350 суток извлечение никеля составило 62%, а расход кислоты 180, 5 кг на 1 тонну руды (рис. 2).

Рис.2. Зависимость извлечения никеля (а) и расхода кислоты (б) от продолжительности выщелачивания: 1.- рН=0,8, плотность орошения V=133см3/кг. руды., среднее количество оборотов головных растворов n= 12, пауза между орошениями 3 суток; 2.- рН=1, плотность орошения V=67см3/кг. руды, среднее количество оборотов головных растворов n= 10, пауза между орошениями 3 суток; 3-. рН=1,5, плотность орошения V=67см3/кг. руды, среднее количество оборотов головных растворов n= 16, пауза между орошениями 1 сутки;
Принимая во внимание избыточное количество оборотов головных растворов необходимо рекомендовать их уменьшение до оптимальных, указанных ранее.
В результате предполагается, что продолжительность перколяционного выщелачивания может быть уменьшена до 225 суток.
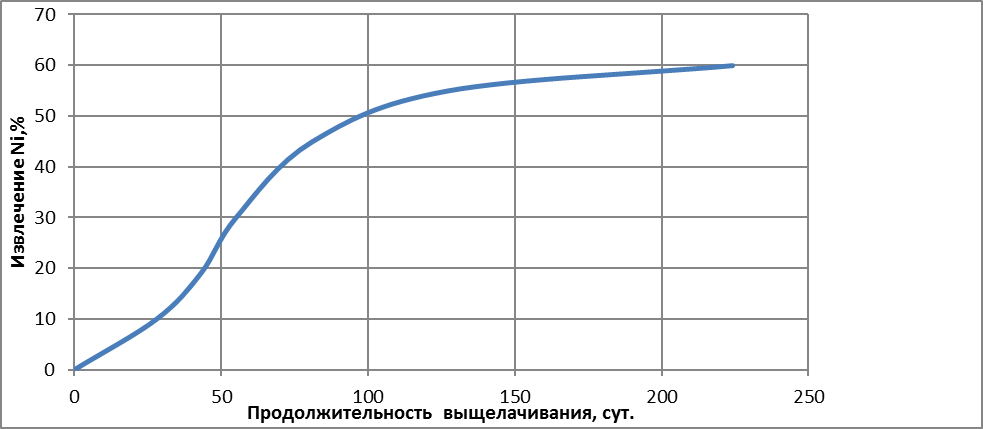
Рис.3 Зависимость извлечения никеля от продолжительности выщелачивания.
После 62% извлечения никеля изучили как химический, так и фазовый состав выщелачиваемой руды. Из таблицы 6 следует, что оставшиеся в руде содержания металлов уменьшаются: никель, магний и марганец соответствуют степени их выщелачивания. Содержание железа, практически не изменилось за счет осаждения его в виде гидроксидов.
Таблица 6-Состав выщелачиваемой ОНР при 55% извлечении, масс. %.
Ni | Fe | Mn | Mg |
0,64 | 12,8 | 0,094 | 10,87 |
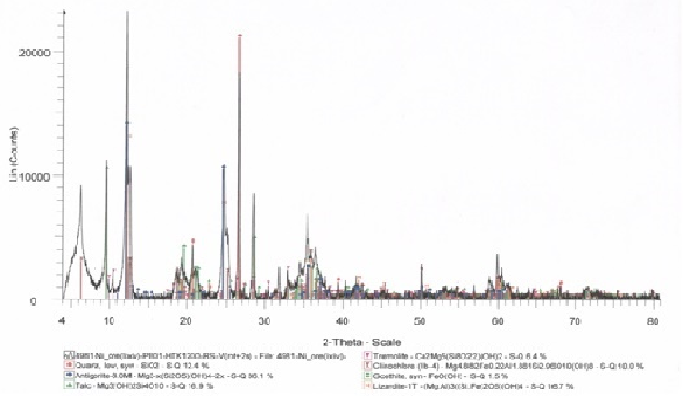
Рис. 4 – Рентгенограмма исходной руды:
Кварц, SiO2-12,4%; антигорит, Mg3x-1(Si2O5) (OH)4-2x - 36,1%; тальк, Mg3(OH)2Si4O10 – 16,9%; тремолит, Ca2Mg5(Si8O22) (OH)2 – 6,4 %; клинохлор, Mg4,882Fe0,22Al1,881Si2,96O10(OH)8-10%;гетит, FeO(OH) – 1,5%; Лизардит, (Mg, Al)3 ((Si, Fe)2O5)(OH)4-16,7%
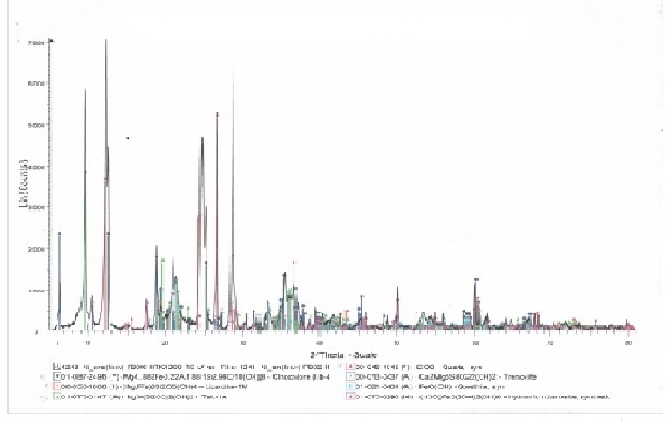
Рис.5 – Рентгенограмма выщелоченной ОНР при извлечении никеля 62%:
Клинохлор, Mg4,882Fe0,22Al1,881Si2,96O10(OH)8-10%; Лизардит, (Mg, Al)3 ((Si, Fe)2O5)(OH)4-5%; Тальк, Mg3(OH)2Si4O10 – 28%; Кварц, SiO2-10%; Тремолит, Ca2Mg5(Si8O22) (OH)2 – 6,4 %; Гетит, FeO(OH) – 1,5%;Гидроксония ярозиты, (H3O)Fe3(SO4)2(OH)6
Из рисунков 4 и 5 можно заключить, что произошло изменение фазового (минералогического) состава руды. Следует отметить наличие исходных фаз клинохлора, кварца, тремолита, лизардита, гетита и талька. Кварц и тальк, как известно не выщелачиваются в данных условиях, их наличие четко указано на рентгенограмме.
К новым минералообразованиям следует отнести ярозит гидроксония (H3O*Fe3(SO4)2*(OH)6), образованный из ионов гидроксония и других ионов, составляющих выщелачиваемые растворы.
Ярозиты натрия и карфосидериты были обнаружены нами и ранее при выщелачивании медно-цинковых руд [10].
И самое интересное состоит в том, что полностью отсутствует антигорит. Это косвенно свидетельствует о том, что основная масса никеля содержится именно в этом минерале.
Продолжение выщелачивания никеля до 80% позволит оценить степень изменения химического состава и преобразование существующих минеральных ассоциаций.
Выводы:
1.Существующая на Урале практика сульфидирующей плавки ОНР является экологически и экономически несовершенной.
2. Альтернативой следует считать кучное выщелачивание балансовых (в том числе магнезиальных) и забалансовых ОНР.
3. Представленные поисковые исследования ОНР позволяют коллективно выщелачивать все ценные составляющие - Ni, Co, Mn и Mg.
4. На промежуточном этапе выщелачивания достигнуто 62% извлечение никеля при расходе кислоты 180,5 кг/т. руды и получены безжелезистые растворы, которые могут перерабатываться любыми осадительными, сорбционными, экстракционными и другими способами с получением товарных продуктов.
Работа выполнена в рамках исполнения Проекта № 15-6-3-31 Комплексной программы УрО РАН.
Литература.
[1].Информационно - аналитический центр Минерал. Сырьевой комплекс России на 2012 год. [Электронный ресурс]- Режим доступа: http://www. mineral. ru/Facts/russia/161/537/3_10_ni. pdf
[2]. Исследования кучного выщелачивания окисленных никелевых руд Серовского месторождения./ , и др. // Материалы XVI Международной научно-технической конференции, Екатеринбург, 2011,с.53-58
[3]. Никель: в 3т. Окисленные никелевые руды. Характеристика руд. Пирометаллургия и гидрометаллургия окисленных никелевых руд./ , – М: и технологии», 2004 – 468 с. - 2 т.
[4]. Никель Урала. Пути развития: материалы круглого стола/ под общ. ред. .- Екатеринбург: УрФУ, 2013. С. 9-16.
[5].Минеральное сырьё: от недр до рынка: в 3-х томах. //Под ред. - М: Научный мир, 2011.-496 с. Т.2
[6]. Ким. процесса биовыщелачивания силикатных никелевых руд железисто-магнезиального типа: автореф. дис. канд. техн. наук.- Москва: МИСиС, 2010 – 26с.
[7]. A new method for obtaining nickel from the hyperaccumulator plant Alyssum murale. /Barbaroux R., Mercier G., Blais J. F., Morel J. L., Simonnot M. O. Separation and Purification Technology 83. 2011. P.57-65.
[8]. Исследование гидролитического способа извлечения металлов из никельсодержащих растворов./ , VIII Всероссийская молодежная научно-практическая конференция по проблемам недропользования, Екатеринбург 2014, с. 170-174.
[9].. Металлургия никеля. Учебное пособие для школ и курсов мастеров./ , . Государственное научно-техническое издательство литературы по черной и цветной металлургии. М: 1956. 355 с.
[10]. Кучное выщелачивание медных и медно-никелевых руд.//Екатеринбург: РИО УрО РАН, 2013. – 332с.
PERCOLATION LEACHING OF OXIDIZED NICKEL ORES.
Gavrilov Alexey Sergeevich1*, Khalezov Boris Dmitrievich1, Radushev Alexander Vasilievich2, Petrova Sofia Alexandrovna1, Vaulina Vera Nikolayevna2, Kharitonova Anastasia Vladimirovna2.
1Institute of Metallurgy of UB RAS, Amundsen St., 101. Ekaterinburg, 620016. Sverdlovsk oblast. Russia E-mail: *****@***ru
2.Institute of technical chemistry, Ural branch, Russian Academy of Sciences. Ul. Akademika Koroleva, 3. Perm, 614013. Perm Krai. Russia. Phone:(343)237-82-44. E-mail: *****@***ru
Key words: oxidized Nickel ore, Nickel, cobalt, heap leaching, acid consumption.
Abstract
About 70% of the world's reserves of Nickel is contained at present in oxidized nickel ores. This type of ore is relatively low compared to the sulfide copper-nickel ores, nickel content that puts their processing by the method of shaft smelting on the brink of profitability. In this regard there was a need for a method of processing oxidized nickel ore, allowing us to process oxidized nickel ores content of 1.3% nickel or less.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
