

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Диаметр шатунных шеек, мм | Маркировка | |
Номинальный | 28,5-0,021 | 0 |
1-й ремонтный | 28,2-0,021 | -0,3 |
2-й ремонтный | 27,9-0,021 | -0,6 |
Одной из основных причин выбраковки коленчатых валов автотракторных двигателей, поступивших в ремонт, является наличие на шейках в поверхностном закаленном токами высокой частоты слое опасных трещин. По этой причине выбраковывают до 16% коленчатых валов, изготовленных из стали 50Г, поступивших в капитальный ремонт. Из поступивших в ремонт примерно 1,5...3 % валов имею трещины, расположенные в зоне галтелей, а оставшаяся часть выбракованных валов имеет трещины на цилиндрической части шеек.
Наиболее опасными являются трещины усталостного происхождения на галтелях, в местах их перехода в щеки.
По этим трещинам коленчатые валы не восстанавливают и выбраковывают. Что же касается трещин, расположенных на цилиндрической части шеек, то их делят на допустимые (неопасные) и недопустимые (опасные), Коленчатые валы с недопустимыми трещинами бракуют окончательно, а с допустимыми восстанавливают.
Известен способ восстановления шеек коленчатого вала с трещинами, при котором цилиндрическую часть шеек механически обрабатывают, наносят компенсирующий износ слой материала и окончательно обрабатывают.
Недостатки известного способа восстановления коленчатых валов заключаются в следующем.
Применяют одновременную выбраковку коленчатых валов по трещинам в зоне галтелей и по трещинам на цилиндрической части шеек до их механической обработки, т. е. не применяют выбраковку коленчатых валов по трещинам на цилиндрической части шеек после их механической обработки и снятия дефектного слоя металла с шеек. Применяют весьма жесткие условия выбраковки, заключающиеся в том, что бракуют коленчатые валы с трещинами на цилиндрической части шеек, если их количество более 3-х штук и длина свыше 5 мм, когда трещины в зоне выхода масляных каналов расположены под углом более 30о к образующей при длине трещин свыше 15 мм, при расположении трещин под углом к образующей более 30о при длине трещин 5 мм и др. Известный способ восстановления коленчатых валов включает необходимость обработки трещин по всей длине абразивным кругом, изготовление лысок или проведение чеканки с целью упрочнения зоны трещины. Выполнение этих операций крайне затруднительно, так как трещины визуально практически не различимы, поэтому требуется высокая квалификация рабочих, а сам процесс восстановления длителен.
Одним из важнейших недостатков является то, что известный способ не позволяет восстановить исходные размеры изношенных шеек валов с трещинами.
Технической задачей предложенного способа является уменьшение затрат на ремонт за счет сокращения количества валов, подлежащих выбраковке из-за трещин на шейках, упрощение процесса восстановления и повышение надежности валов.
Для достижения поставленной задачи в способе восстановления шеек коленчатого вала с трещинами, при котором цилиндрическую часть шеек механически обрабатывают, наносят компенсирующий износ слой материала и окончательно обрабатывают, при механической обработке изношенных шеек с трещинами удаляют дефектный слой с учетом глубины залегания трещин, а для компенсации износа и дефектного слоя с трещинами применяют установку на шейках дополнительных ремонтных деталей с их фиксацией на шейках.
Цилиндрическую часть шеек с трещинами обрабатывают на часть исходной длины и создают двойные галтели.
Дефектный слой шейки с трещинами на цилиндрической части обрабатывают на длину, определяемую для шеек с одной галтелью по следующей формуле: l2 = l1 - f, а для шеек с двумя галтелями по следующей формуле: l2 = l1 - 2f,
где l2 - ширина обрабатываемой части шейки;
l1 - исходная ширина шейки по рабочим чертежам;
f - расстояние от торцовой поверхности шейки до начала дополнительной галтели f ≈ (0,3-0,8)R, где R - радиус исходной галтели.
цилиндрических частях шеек, упрощение процесса восстановления и увеличение надежности валов.
При упрочнении фасок масляных каналов, выходящих на цилиндрическую часть шеек пластическим деформированием, создают эпюру напряжений сжатия по форме и расположению, близкую к эпюре нормальных напряжений, возникающих при нагружении коленвала в эксплуатации.
На чертеже 1 показана схема расположения трещин в зонах галтелей, отражающая технические условия, по которым коленчатые валы подлежат выбраковке согласно предлагаемой технологии.
На чертежах 2 и 3 показана схема расположения трещин и технические условия, по которым валы подлежат выбраковке после удаления дефектного слоя на цилиндрической части шеек, а также схема обработки шеек по ширине под ремонтные детали.
а - трещины менее 10 мм;
б - трещины более 35о при длине свыше 8 мм;
в - трещины длиной более 6 мм;
г - трещины под углом 60о длиной свыше 15 мм;
д - трещины менее 60о при длине более 5 мм;
е - трещины длиной свыше 0,5 l1,
ж - трещины длиной свыше 0,5 l2.
На чертеже 4 показана схема обработки выходов масляных каналов с трещинами и эпюра напряжений сжатия, создаваемая в процессе поверхностного пластического деформирования фасок согласно изобретению.
На чертеже 5 показан инструмент для поверхностной пластической деформации фасок масляных каналов.
На чертеже 6 изображена схема расположения и закрепления ремонтных деталей на шейках.
На чертежах приняты следующие обозначения:
1 - коренная шейка вала; 2 - щека коленчатого вала; 3 - шатунная шейка вала; 4 - эпюра напряжений сжатия в зоне фасок выходов масляных каналов; 5 - полость шатунной шейки; 6 - маслоподводящий канал; 7 - фаска выхода маслоподводящего канала; 8 - инструмент для пластического деформирования фасок масляного канала; 9 - указатель положения инструмента на шейке; 10 - граненый конический наконечник инструмент; 11 - рабочие участки наконечника; 12 - ремонтная деталь, выполненная в виде полукольца; 13 - сварочный шов, соединяющий стыки ремонтных деталей между собой и с шейкой вала; 14 - трещины, закрытые ремонтными деталями.
Кроме того, указаны основные размеры вала, подлежащего восстановлению: R1 - радиус основной (исходной) галтели; R2 - радиус дополнительной галтели; l1 - ширина цилиндрической части шейки, обработанной на всю ширину; l2 - ширина цилиндрической части шейки, обработанной не на всю ширину; f - расстояние от начала дополнительной галтели до торцовой поверхности щек; h - ширина фаски выхода масляного канала на поверхность шейки.
Сущность способа восстановления шеек валов с трещинами заключается в следующем.
Для определения длины трещин на галтелях и на цилиндрических частях шеек применяют, например, магнитные дефектоскопы.
Способ восстановления шеек с трещинами выполняют в следующей последовательности:
Производят выбраковку коленчатых валов по трещинам в зоне галтелей с учетом технических условий, показанных на чертеже 1. Коленчатые валы, имеющие трещины на цилиндрических частях шеек и подлежащие выбраковке согласно техническим условиям, отмечают краской. Определяют толщину слоя материала, которую необходимо удалить с шеек с трещинами на их цилиндрической части. Определяют длину участка шейки, подлежащую обработке и диаметры шеек, на которые необходимо обработать шейки. Механической обработкой (шлифованием) удаляют с шеек заданный дефектный слой материала, содержащий поверхностные трещины. Определяют наличие трещин на шейках после удаления дефектного слоя и производят выбраковку валов с учетом технических условий, приведенных на чертеже 2. Обрабатывают выходы маслоподводящих каналов с учетом величины трещин на кромках. Если обработкой кромок маслоподводящих каналов не удается устранить полностью трещины на кромках, производят упрочнение фасок пластической деформацией. При этом создают эпюру напряжений сжатия аналогичную по форме эпюре нормальных напряжений, возникающих в зоне поперечных отверстий при нагружении вала крутящим моментом. Устанавливают вал в стенд-кантователь и закрепляют его. Устанавливают на шейки закрепленные ремонтные детали, выполненные в виде полуколец. Ремонтные детали изготавливают из стального листового проката. Марка стали 40 или 45 ГОСТ 1050-88, толщина 3 мм. Ремонтные детали должны иметь твердость в основном HRC 45 ± 3. Совмещают отверстия в ремонтных деталях с отверстиями в шейках, располагают стыки ремонтных деталей в зоне наименьшего износа и в средней части шеек, выравнивают зазоры в стыках. Поджимают ремонтные детали к шейкам вручную и прихватывают их к шейке в одном из стыков. Поджимают ремонтные детали к шейкам при помощи приспособления. Сваривают их стыки и приваривают к шейке в стыках. Сварку стыков начинают со стыка с прихваткой.После выдержки и выравнивания теплового потока по шейке вала сваривают второй стык. Охлаждают вал и направляют его на окончательную механическую обработку.
4.2. Обоснование параметров применяемых технологических приемов
Выбирают длину обработки цилиндрической части шеек с учетом следующих соображений.
Если в условиях эксплуатации поломка валов преимущественно происходит через щеки, шлифовку цилиндрической части шеек рекомендуется проводить не на всю длину шеек, а несколько меньше, с учетом ширины ее рабочей части, как это показано на чертеже 3.
Опыт восстановления коленчатых валов показывает, что шейки автомобильных карбюраторных двигателей (чугунных и стальных) можно обработать на всю исходную длину (чертеж 2). Что же касается дизельных автотракторных двигателей, то их шейки рекомендуется обрабатывать по схеме, изображенной на чертеже 3, с образованием двойной галтели, причем расстояние дополнительной галтели радиусом R2 от торцовой поверхности щеки f, выбирают в пределах 0,3…0,8 R1, а R2 принимают близким или равным R1.
Если шлифовка шеек коренных и шатунных производится на всю их длину, это приводит к уменьшению перекрытия шеек и сечения щеки в наиболее слабом месте. Шлифовкой же шеек не на всю исходную длину удается сохранить сечение щек в наиболее слабом месте без уменьшения и ослабления коленчатых валов в зоне галтелей. Это достигается одновременно с обработкой шеек под ремонтные детали в процессе удаления дефектного слоя.
Опыт показал, что происходит не только сохранение циклической прочности галтельных переходов, но наблюдается некоторое повышение циклической прочности галтельных переходов, примерно до 15% . Это можно объяснить тем, что двойные галтели оказывают благоприятное влияние на показатели циклической прочности галтельных переходов.
Отличительным признаком способа является удаление дефектного слоя с поверхности шеек с учетом глубины поверхностных трещин.
В результате применения этого условия можно получить шейки, на поверхностях которых практически не будет трещин или они будут иметь статистически заданную небольшую длину и глубину. Опасные трещины станут неопасными. Поэтому коленчатые валы после удаления дефектного слоя с цилиндрических поверхностей с учетом глубины трещин по характеристике дефектов становятся пригодными для эксплуатации.
В общем случае отбраковка коленчатых валов с трещинами на цилиндрической части шеек может быть выполнена одновременно с отбраковкой по трещинам в зоне галтелей, с учетом степени уменьшения длины трещин в зависимости от их глубины или раздельно.
После удаления дефектного слоя шеек, содержащего трещины, выбраковывают цилиндрические части шеек по трещинам согласно техническим условиям, приведенным на чертежах 2 и 3.
Слой материала на шейках, компенсирующий их износ и толщину дефектного слоя, может быть нанесен разными способами, например электродуговой наплавкой, электроконтактной приваркой материала, напылением, напылением с оплавлением слоя и др.
Выбором толщины ремонтных деталей можно в широких пределах изменять и оптимизировать толщину слоя материала, снимаемость с шеек в процессе восстановления, причем без ухудшения прочности галтельных переходов.
Поперечные отверстия на шейках валов являются концентраторами напряжений, заметно снижающими циклическую прочность. В процессе поверхностного термического упрочнения при изготовлении валов в условиях эксплуатации на кромках выходов масляных каналов на шейках образуются трещины, которые дополнительно повышают концентрацию напряжений и могут быть причиной разрушения валов, передающих переменный крутящий момент.
При удалении с шеек коленчатых валов дефектного слоя, содержащего трещины, часто не удается удалить трещины на кромках маслоподводящих каналов, так как их глубина бывает больше. Поэтому, если длина трещин на кромках равна или меньше 4 мм, удаляют поврежденный слой кромок, содержащий трещины полностью путем изготовления фасок 7 (см. чертеж 4). Если же длина трещин больше 4 мм, кромки масляных каналов, после изготовления фасок, дополнительно упрочняют поверхностным пластическим деформированием, например, чеканкой инструментом с твердым коническим наконечником.
Установлено, что наибольшие напряжения при нагружении валов крутящим моментом с поперечными отверстиями, расположены на радиусах поперечных отверстий, проходящих под углом 45о к образующей шейке или ее оси.
Чеканка кромок отверстий коническим наконечником на цилиндрических поверхностях не дает возможности получить упрочненную зону вокруг выхода отверстий, одинаковую по форме с эпюрой напряжений от нагрузок, и получить наибольший эффект от упрочнения. Если применяют конический наконечник, наибольшие сжимающие напряжения получают на участках кромок, где напряжение от нагрузок наименьшее.
С целью повышения эффективности процесса упрочнения создается пластическим деформированием эпюра сжимающих напряжений вокруг отверстий по форме, аналогичная эпюре нормальных напряжений от нагрузок.
При помощи инструмента 8 создается эпюра 4 сжимающих напряжений, имеющая наибольшую величину, расположенную под углом 45о к образующей шейки или оси, как это показано на фиг.4.
Достигается это тем, что для чеканки фасок применен инструмент 8, снабженный граненным коническим наконечником 10, показанный на чертеже 5.
При пластическом деформировании кромок такой инструмент воздействует на кромки выступающими рабочими поверхностями 11 (чертеж 5). По мере их углубления в поверхностный слой зона контакта расширяется.
Для упрощения ориентации инструмента 8 в процессе чеканки он снабжен указателем положения рабочих граней 11 относительно шейки.
Примененный способ упрочнения кромок маслоподводящих каналов 6 (чертеж 5) дает возможность заметно повысить надежность шеек в зоне поперечных отверстий.
После чеканки требуется зачистка на шейке зоны наклепа от вспучившегося материала. Если зачистку не выполнить в зонах чеканки, ремонтные детали не будут прилегать к шейкам. Это приведет к образованию зазора между ремонтными деталями и шейкой, к ухудшению качества восстановленных шеек и уменьшению их ресурса.
4.3. Выбор и обоснование толщины дефектного слоя,
снимаемого с поверхностей шеек
Рациональную толщину слоя материала, снимаемого с цилиндрических поверхностей шеек, определяют на основании опытных данных.
Исходными данными для определения толщины дефицитного слоя, подлежащего удалению, согласно предлагаемой технологии являются: статистическая взаимосвязь глубины трещин в поверхностном слое с их видимой длиной на поверхностях шеек; наименьшая рациональная толщина
ремонтных деталей, заданная с учетом работоспособности шеек, возможности их обработки на ремонтные размеры и т. д.
Статистическую взаимосвязь глубины трещин в поверхностном слое от их видимой длины на поверхностях определяют следующим образом.
Из выбракованных коленчатых валов отбирают три коленчатых вала. Один из них должен иметь наименьшую длину трещин на цилиндрической части шеек и наибольшее их количество, второй среднюю длину трещин и наибольшее их количество и третий наибольшую их длину и наибольшее их количество.
В журнал (в статистические таблицы) записывают длину каждой трещины и ее положение на шейке, отмечают трещины на шейках коленчатых валов.
Затем послойно с шеек сошлифовывают материал, например с заданным интервалом толщиной 0,2 мм. После снятия каждого слоя замеряют длину трещин на поверхностях, данные заносят в статистические таблицы. Шлифование шеек прекращают после удаления слоя материала, содержащего трещины.
Полученные данные обрабатывают методами математической статистики и устанавливают корреляционную зависимость глубины трещин от видимой их длины на поверхностях. Эти данные используют для прогнозирования возможности получения коленчатых валов без трещин в зависимости от толщины снятого с поверхности слоя материала, и какова будет длина трещины на поверхностях шеек валов после снятия с шеек дефектного слоя разной толщины.
За рациональную толщину дефектного слоя, подлежащего удалению, например, принимают такой слой, который обеспечивает удаление 65…75% трещин на шейках коленчатых валов в выборке.
Согласно предлагаемой технологии, условия работы рациональной толщины дефектного слоя, подлежащего удалению, уточняются и могут быть заданы другими.
Рациональную толщину дефектного слоя сравнивают с наименьшей рациональной толщиной ремонтных деталей.
Если найденный дефектный слой материала, подлежащий удалению, меньше наименьшей рациональной толщины ремонтных деталей, то снимаемый слой материала с шеек увеличивают до рациональной толщины ремонтных деталей.
Если найденный дефектный слой материала, подлежащий удалению, больше наименьшей рациональной толщины ремонтной детали, то в этом случае, с учетом конкретных обстоятельств, если позволяет прочность вала, увеличивают толщину ремонтной детали до толщины дефектного слоя, подлежащего удалению. Если прочность шеек валов недостаточна, может быть выбрана средняя величина между толщиной дефектного слоя и рациональной толщиной ремонтной детали или принята равной последней.
Опыт восстановления шеек коленчатых валов без трещин установкой ремонтных деталей показывает, что наименьшая рациональная толщина ремонтных деталей на восстановленных шейках для коленчатых валов автомобильных карбюраторных двигателей равна примерно 2 мм, а для дизельных автотракторных двигателей ориентировочно 2,5 мм.
Обработка шеек коленчатых валов компрессоров дизельных двигателей КАМАЗ-740.10 с трещинами под ремонтные детали толщиной 2,5 мм показала, что более 96% валов после удаления дефектного слоя не имели трещин, а оставшиеся на шейках трещины в основном удовлетворяли технические условия. После удаления дефектного слоя было выбраковано 3% валов с трещинами на цилиндрических поверхностях шеек.
На основании изучения ремонтного фонда компрессорных коленчатых валов двигателей КАМАЗ-740 было установлено, что коленчатые валы в условиях эксплуатации работают без разрушения трещины на цилиндрических частях, длина которых и количество превышает во много раз приведенные в технических условиях неопасные трещины известных способов. Это свидетельствует о том, что продольные трещины на цилиндрических частях шеек, возникшие в результате местных напряжений металлургического и технологического происхождения, а также увеличившиеся и раскрывшиеся в процессе эксплуатации, стабилизируются самостоятельно и не приводят к разрушению валов. Более опасными являются трещины, расположенные под углом к оси, но они встречаются крайне редко, только у 2…4% валов.
После восстановления шеек согласно изобретению оставшиеся на цилиндрических частях шеек трещины перекрыты ремонтными деталями (чертеж 6) и не могут ухудшать работоспособность подшипников. Поэтому не требуется дополнительной обработки трещин в процессе восстановления валов, что заметно упрощает восстановление.
Пример. Требуется восстановить шатунные и коренные шейки коленчатого вала компрессора дизельного двигателя КАМАЗ-740.10, имеющего на цилиндрической части шеек трещины, длина которых и количество больше технических требований.
Номинальный диаметр шатунных шеек 88 мм, коренных шеек 110 мм, ширина шатунных шеек 83 мм, коренных 56 мм, радиус галтели R1 = 6 мм. Материал коленчатого вала сталь 50Г.
Глубина залегания поверхностных трещин для 60% выбракованных коленчатых валов не превышает 2,5 мм. Рациональная толщина ремонтных полуколец находится в пределах от 2,4 до 3,2 мм.
С целью исключения ослабления галтельных переходов шейки обрабатывают с образованием двойных галтелей. Расстояние начала дополнительной галтели от торцовой поверхности шейки выбирают в пределах f = (0,3.0,8)R1. Фактическую величину расстояния f выбирают из соотношения, что при R1 ≈ R2 ≈ t f должна быть равна примерно 0,75.
Толщину ремонтных деталей принимают равной t = 2,5 мм, поэтому начало дополнительной галтели от торцовой поверхности f может быть задана в пределах f = 2,25…2,5 мм.
Ширину обрабатываемой части шейки с двумя галтелями вычисляют по уравнению: l2= l1 - 2f,
где l2 - ширина обрабатываемой части шейки (чертеж 3); l1 - исходная ширина шейки (чертеж 2);
f - расстояние начала дополнительной галтели от торцовой поверхности шейки.
Ширину обрабатываемой части шейки с одной галтелью вычисляют по уравнению: l2 = l1 - f.
Ширина обрабатываемой части шатунной шейки составит:
l2ш = lш -2f = 83 - 2Ч2,5 = 78 мм.
Ширина обрабатываемой части коренной шейки с двумя галтелями составит:
l2к = lкЧ2f = 56 - 2Ч2,5 = 51 мм.
Диаметры шеек под установку полуколец определяют по формуле:
dр = dн - 2t,
где dр - диаметр шейки, обработанной под ремонтную деталь;
dн - номинальный диаметр шейки;
t - толщина ремонтной детали (полукольца).
dрш = dнш - 2t = 88 - 2Ч2,5 = 83 мм;
dрк = dнк - 2t = 110 - 2Ч2,5 = 105 мм.
По предлагаемой технологии восстанавливают коленчатые валы в следующей последовательности:
Шлифуют шейки коленчатых валов с трещинами на размеры, необходимые для установки ремонтных деталей. Дополнительно определяют длину и расположение трещин после механической обработки шеек. Производят выбраковку валов по техническим условиям, приведенным на чертеже 2.
Устанавливают невыбракованный коленчатый вал на подставку сверлильного станка и изготавливают фаски на выходах масляных каналов. Затем вручную производят наклеп фасок инструментом, изображенным на чертеже 5. При наклепе указатель положения 9 инструмента 8 располагают параллельно или перпендикулярно оси шейки. В процессе упрочнения фаски наклепом создают зоны наклепа, соответствующие эпюре 4, изображенной на чертеже 4. Зоны наибольшего наклепа должны располагаться под углом 45о к образующим или оси шейки.
Зачищают место наклепа от вспучившегося материала шейки, устанавливают и крепят коленчатый вал в стенде-кантователе. Устанавливают на шейки закаленные ремонтные детали из стали 45, выполненные в виде полуколец, располагают их стыки в зонах наименьшего износа в средней
части шеек, совмещают отверстия и выравнивают зазоры в стыках. Поджимают ремонтные детали к шейкам вручную и производят прихватку их электросваркой в одном из стыков к шейкам. Устанавливают на шейки с ремонтными деталями приспособление и поджимают ремонтные детали к шейкам с усилием 15000…25000 Н.
Сваривают ремонтные детали между собой и приваривают их к шейке в стыке с прихваткой. Производят выдержку для выравнивания теплового потока от первого сварочного шва и сваривают второй стык ремонтных деталей. В результате получают восстановленные шейки, изображенные на чертеже 6. Для сварки стыков применяют сварочную проволоку Св 08Г2С диаметром 1,2 мм. Сварку выполняют в среде углекислого газа, сварочный ток 120…140 А.
Снимают коленчатый вал со стенда-кантователя. Охлаждают и направляют на механическую обработку шеек с ремонтными деталями на заданные размеры.
Предложенный способ восстановления шеек коленчатых валов с трещинами обладает следующими технико-экономическими: преимуществами:
- способ уменьшает количество валов, подлежащих выбраковке из-за трещин на цилиндрических частях шеек примерно на 90…95% и уменьшает затраты средств на ремонт техники, так как стоимость восстановленных валов заметно меньше стоимости новых, примерно при одинаковых межремонтных ресурсах; технология предусматривает удаление с поверхности шеек поврежденного слоя материала, содержащего поверхностные трещины почти полностью,
замену этого слоя новым закаленным однородным износостойким слоем материала, обладающим хорошей обрабатываемостью;
- применен простой способ создания слоя материала, компенсирующего износы и дефектный слой поверхностей шеек, содержащих трещины, что упростило процесс восстановления; на поверхности шеек образован однородный слой материала, не содержащий трещин, пор и раковин.
Предлагаемая технология позволяет многократно восстанавливать шейки заменой слоя материала, обрабатывать шейки на ремонтные размеры, исключает деформацию валов, сохраняет и повышает усталостную прочность галтельных переходов и зон расположения выходов маслоподводящих каналов.
Применение технологии позволяет повысить надежность коленчатых валов, имевших трещины на шейках после восстановления, упрощает процесс восстановления и уменьшает затраты на ремонт.
Применение технологии позволяет повысить надежность коленчатых валов, имевших трещины на шейках после восстановления, упрощает процесс восстановления и уменьшает затраты на ремонт.
4.4. Описание технологии
1. Предлагаемая технология восстановления шеек коленчатого вала, при которой цилиндрическую часть шеек механически обрабатывают, наносят компенсирующий износ слой материала и окончательно обрабатывают, отличается тем, что при механической обработке изношенных шеек с трещинами удаляют дефектный слой с учетом глубины залегания трещин, а для компенсации износа и дефектного слоя с трещинами применяют установку на шейках дополнительных ремонтных деталей с их фиксацией на шейках.
2. Технология по п. 1 отличается от применяемой в настоящее время тем, что цилиндрическую часть шеек с трещинами обрабатывают на часть исходной длины и создают двойные галтели.
3. Технология по пп. 1 и 2 отличается от применяемой в настоящее время тем, что дефектный слой шейки с трещинами на цилиндрической части обрабатывают на длину l2, определяемую для шеек с одной галтелью по формуле l2 = l1 - f, а для шеек с двумя галтелями по формуле l2 = l1 - 2f, где l1 - исходная ширина шейки по рабочим чертежам, f - расстояние от торцевой поверхности щейки до начала дополнительной галтели f ≈ (0,3 - 0,8)R, где R - радиус исходной галтели.
4. Технология по п. 1 отличается от применяемой в настоящее время тем, что при упрочнении фасок масляных каналов, выходящих на цилиндрическую часть шеек, пластическим деформированием создают эпюру напряжений сжатия, по форме и расположению близкую к эпюре нормальных напряжений, возникающих при нагружении коленчатого вала в эксплуатации.
Предлагаемая технология основана на изобретении «Способ восстановления шеек коленчатого вала», Патент RU 2050243, утративший авторскую неприкосновенность 18.03.2012 г.
5. Конструкторская часть
5.1. Приспособление для крепления коленчатых валов компрессоров
Ранее на …… предприятии восстановление изношенных коленчатых валов компрессоров не производилось. С разработкой технологического процесса и участка по восстановлению валов встал вопрос о разработке приспособления для установки и закрепления коленчатого вала на станке.
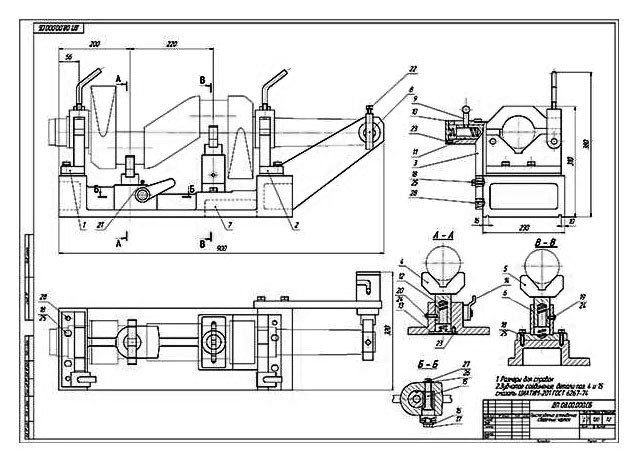
Разработанное приспособление позволяет надежно закрепить вал на станине станка, соблюдая при этом точность по взаимному расположению шеек вала, их соосное расположение друг относительно друга. Это позволяет повысить производительность и качество работ по ремонту коленчатого вала компрессора, а также культуру и безопасность производства.
Рисунок 4.1. Сборочный чертеж приспособления для восстановления коленчатых валов компрессоров
Приспособление состоит из станины 1, на которой двумя болтами крепится левая стойка 2 и правая стойка 3, на которые укладываются коренные шейки коленчатого вала. Под шатунные шейки устанавливаются подпружиненные призмы 4 и 5. От осевого перемещения вал предохраняет устройство 6, которое состоит из кольца, наворачиваемого на хвостовик вала, и с помощью затвора фиксатор удерживает вал, рамка 7 позволяет установить станину пазами на направляющие, винт 8, посредством рычага 9, перемещает приспособление с валом по направляющим в строго заданном направлении.
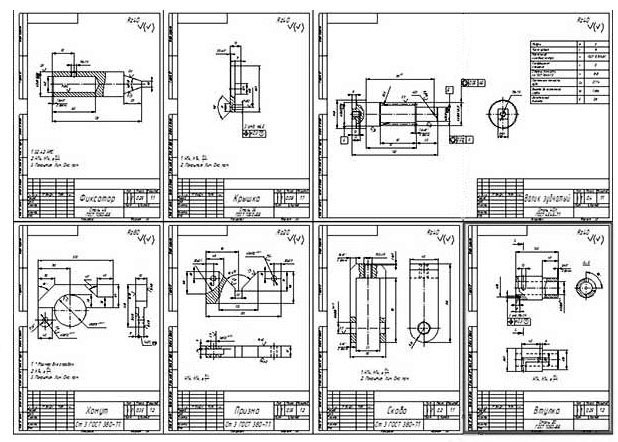
Рисунок 4.2. Детали разработки
Сборочный чертеж и деталировка приспособления для закрепления коленчатого вала компрессора при ремонте выполнены в графической части проекта.
6. Разработка мероприятий по технике безопасности, пожарной безопасности, санитарии и охране окружающей среды
Охрана труда и техника безопасности - это комплекс мероприятий и соответствующих приемов выполнения работ, обеспечивающих сохранение здоровья трудящихся на производстве.
Ответственность за охрану труда и технику безопасности, а также за проведение мероприятий по снижению и предупреждению производственного травматизма, профессиональных заболеваний в целом по предприятию возлагается на руководителя предприятия, а по отдельным участкам - на соответствующих руководителей.
Для предупреждения производственного травматизма на каждом предприятии разрабатываются и доводятся до сведения работающих соответствующие правила техники безопасности и пожарной безопасности. Руководство предприятия обязано обеспечить своевременное и качественное проведение инструктажа и обучение работающих безопасным приемам и методам работы.
Инструктажи по характеру и времени проведения подразделяются на:
-вводный
-первичный
-повторный
-внеплановый
-целевой
При проведении вводного инструктажа должны быть разъяснены:
-основные положения российского законодательства по технике безопасности и производственной санитарии;
-правила внутреннего трудового распорядка на предприятии, правила поведения на территории, в производственных и бытовых помещениях, а также значение предупредительных надписей, плакатов и сигнализаций;
-особенности условий работы соответствующего участка и меры по предупреждению несчастных случаев;
-требования к работающим по соблюдению личной гигиены, и правила производственной санитарии на предприятии;
-нормы выдачи и правила пользования спецодеждой, спецобувью и защитными приспособлениями;
-порядок оформления несчастного случая, связанного с производством;
требования пожарной безопасности.
В программу инструктажа по безопасным приемам и методам на рабочем месте входят:
-общее ознакомление с технологическим процессом на данном участке производства;
-ознакомление с устройством оборудования, приспособлений, оградительных и защитных устройств, а также применением средств индивидуальной защиты (предохранительных приспособлений);
-порядок подготовки к работе (проверка исправности оборудования, пусковых приборов, заземляющих устройств, приспособлений и инструментов);
-требование правильной организации и содержания рабочего места;
основные правила безопасности при выполнении работ, которые должен выполнять данный рабочий индивидуально и совместно с другими рабочими.
В зоне ТО и в зоне ТР для обеспечения безопасной и безвредной работы ремонтных рабочих, снижения трудоемкости, повышения качества выполнения работ по ТО и ТР легковых автомобилей работы проводят на специально оборудованных постах, оснащенных электромеханическими подъемниками, которые после подъема автомобиля крепятся специальными стопорами, различными приспособлениями, устройствами, приборами и инвентарем. Автомобиль на подъемнике должен быть установлен без перекосов. Для предупреждения поражения работников электрическим
током подъемники заземляют. Снятие агрегатов и деталей, связанное с большими физическими напряжениями, неудобствами, производят с помощью съемников. Агрегаты, заполненные жидкостями, предварительно освобождают от них, и лишь после этого снимают с автомобиля. Легкие детали и агрегаты переносят вручную, тяжелые агрегаты массой более 20 кг снимают с приспособлениями и транспортируют на передвижных тележках. Карбюратор, топливный насос, трубы глушителя снимают при остывшем двигателе. Ремонтные рабочие должны пользоваться исправным инструментом и оснасткой, так как автомобили сами заезжают на посты ТО и ремонта, зона ТО и ТР снабжена принудительно-вытяжной вентиляцией.
Все рабочие места в зонах ТО и ТР должны содержаться в чистоте, не загромождаться деталями, оборудованием, приспособлениями. На рабочем месте слесаря по ремонту автомобиля должны быть необходимые оборудование, приспособления и инструмент. Все оборудование и инструмент, запасные части, приспособления располагают в непосредственной близости в пределах зоны досягаемости.
Основными факторами, влияющими на окружающую среду, животный и растительный мир, в том числе и на человека, являются отработавшие газы автомобиля, которые содержат окиси углерода, а также окислы свинца. Наряду с отработавшими газами вредное действие на окружающую среду оказывает шум и вибрация, возникающие при движении автомобиля и работе станции технического обслуживания. Значительно уменьшить вредное воздействие на окружающую среду оказывает поддержание подвижного состава в технически исправном состоянии.
Для обеспечения пожарной безопасности предприятия на каждые 50 метров площади участка должен приходиться один огнетушитель. Горюче-смазочные материалы должны находиться отдельно от открытого пламени, и утилизироваться согласно экологическим нормам.
Выводы и предложения
В данном дипломном проекте были рассмотрены вопросы об обслуживании и текущем ремонте автомобильного транспорта в нашей стране. Изучен вопрос о назначении автомобиля ЗИЛ-4314, его технические характеристики, а также конструкция и назначении системы смазки двигателя.
Кроме того, произведен расчет годового объема программ по ТО и ТР. Рассчитана численность производственных рабочих агрегатного цеха, подобрано необходимое оборудование для выполнения требуемых работ. На основании чего произведен расчет площади цеха, его освещения и вентиляции.
Изучен технологический процесс работ выполняемых в агрегатном цехе и разработаны мероприятия по ТО и ТР системы охлаждения двигателя; рассмотрены применяемые приспособления при ТО и ТР, а также разработаны мероприятия то технике безопасности, противопожарной безопасности и т. п.
В графической части курсового проекта представлены:
сборочный чертеж центробежного масляного фильтра автомобиля ЗИЛ 4314; планировка агрегатного цеха; чертеж приспособления для восстановления коленчатых валов компрессоров.При выполнении работ по ТО и ТР автомобилей для повышения качества и быстроты выполняемых операций необходимо внедрять современные технологии и приспособления. Это повысит уровень обслуживания и поможет сократить время на ТО и ТР автомобиля.
ЛИТЕРАТУРА
1. , Основы черчения: – М.: 1996.
2. Курсовое и дипломное проектирование по механизации сельского хозяйства: – М.: Агропромиздат, 1991 – 78с.
3. ГОСТ. Единая система конструкторской документации (ЕСКД): Общие правила выполнения чертежей. – М.: 1983.
4. Ганенко А., П. , Оформление текстовых и графических материалов при подготовке дипломных проектов, курсовых и письменных экзаменационных работ (требования ЕСКД): Учебное пособие. – М.: ИРПО; Изд. Центр «Академия», 2000.
5. Word 2000. Русская и английская версии: Практическое пособие. – Саратов: Лучшие книги, 2000 – 128с.
6. , Автоматизированные системы обработки информации и управления на автомобильном транспорте. - М.: Изд. центр «Академия», 2003 – 224с.
7. Предприятия автосервиса. Производственно-технологическая база. - Изд. Курганского государственного университета, 2002 – 128с.
8. Устройство, техническое обслуживание и ремонт легковых автомобилей: Учебник для нач. проф. образования: Учебное пособие для сред. проф. образования /. – 2-е изд., стер. – М.: Издательский центр «Академия», 2003 - 544 с.
9. Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта/ Минавтотранс РСФСР. – М.: Транспорт, 1988.
10. Справочные материалы к курсовому и дипломному проектированию по специальности «Автомобили и автомобильное хозяйство». – М.: Транспорт, 1991.
11. Техническое обслуживание и ремонт автомобилей: Пособие по курсовому и дипломному проектированию – М.: Транспорт, 1991.
12. Практическое руководство по ремонту автомобилей ЗИЛ 4314; ЗИЛ 131Н и их модификаций, 1994.
13. и др. Охрана труда на предприятиях автомобильного транспорта. М., Транспорт, 1984.
14. http://k-a-t. ru/ – Каменский аграрный техникум. Интернет-ресурс -
Образцы бланков для выполнения пояснительной записки, 2015.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
