
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Важным экономическим показателем использования бумаги является толщина и масса бумаги. Масса бумаги площадью 1м2 составляет обычно 30–250г, картона — более 250г. Толщина бумаги составляет 30–300мкм, а толщина картона 0,3–3,0мм.
Выбор бумаги той или иной массы определяется многими условиями: характером издания, сроками его использования, способом печатания, категории читателей и др. Например, словари, справочники, другие компактные издания печатают на тонкой бумаге массой 40–50 г/м2, книжные и журнальные издания в зависимости от их назначения 60–120 г/м2, листовые издания 120–160 г/м2, художественные открытки 200–250 г/м2.
При выпуске какого-либо издания печатная бумага расходуется не только на печатание заданного тиража, но и на технические цели производства (получение корректурных оттисков, подготовке печатной машины к печатанию и т. д.). Нормы отхода бумаги на эти цели зависят от тиража издания, его красочности и сложности, способа печати, типа печатной машины и других условий.
4.2. Состав виды и основные свойства печатных красок
Печатная краска – основной полиграфический материал, предназначенный для создания изображений на запечатываемой поверхности, обладающий определенными оптическими и печатно-техническими свойствами. Краска состоит из красящего вещества – твердой дисперсной фазы и связующего – жидкой дисперсионной среды. Кроме того краски могут содержать различные добавки, регулирующие ее липкость, вязкость, скорость закрепления и некоторые другие свойства.
Красящие вещества (пигменты и лаки) – это химические соединения, обладающие цветом и способные придавать окраску другим веществам.
Пигменты – это высоко дисперсные белые, цветные или черные порошки, не растворимые в воде и органических растворителях. Они придают краске цвет и некоторые другие свойства. Пигменты могут быть органическими и неорганическими.
Органические пигменты представляют собой высокодисперсные соединения, являющиеся производными бензола, толуола, ксилола, нафталина и других веществ. Они широко используются для изготовления цветных красок.
Неорганические пигменты – это нерастворимые белые и цветные соли или окислы некоторых металлов (окись цинка, гидрат окиси алюминия и др.). Ассортимент их очень мал, используются они для изготовления белых и некоторых цветных красок. К неорганическим пигментам относятся также некоторые металлы и сплавы (алюминия и бронзы), находящиеся в тонкодисперсном состоянии, и сажа (технический углерод), используемая для изготовления черных красок. Последние составляют более половины от общего количества всех выпускаемых печатных красок.
Красочные лаки – это водорастворимые органические красители, переведенные под воздействием солей металлов в нерастворимое состояние. Они применяются также для изготовления цветных красок, в том числе и дневных флуоресцентных, которые обладают в 1,5–3 раза большей яркостью, чем обычные печатные краски.
Связующие – это растворы смол в маслах или органических растворителях. Они закрепляют пигмент на запечатываемой поверхности, образуя на ней красочные пленки, а также придают краске способность покрывать тонким слоем печатную форму и переходить с нее в процессе печатания на воспринимающую поверхность.
Для получения печатных красок с различным физико-химическим механизмом их закрепления на запечатываемой поверхности используются различные группы связующих, например:
· сложные эфиры непредельных жирных кислот: полимеризованные растительные высыхающие масла (льняное и др.); синтетические алкидные связующие (полиэфиры полученные из многоатомных спиртов и дикарбонатовых кислот с участием растительных масел);
· фирнисы, состоящие из смол (битум, эфир, канифоли и др.), растворенные в нелетучих растворителях - минеральных маслах (машинном, трансформаторном);
· растворы одной или двух смол (битум лаковый, фенолформальдегидная смола) в летучих органических растворителях (бензин, толуол, спирт);
· многокомпонентные лаки, состоящие из смолы, растворителя (тунговое масло) и разбавителя (керосиновая фракция).
Добавки. При нарушении условий печатания или при не соответствии свойств краски выбранной бумаги краску корректируют, вводя в нее различные вспомогательные добавки.
Разбавители. Для регулирования вязкости и липкости печатных красок используются разбавители, называемые печатными маслами. Они могут быть натуральными (льняное, тунгутовое), синтетическими и полусинтетическими. Обычно, в зависимости от вида работ и скорости печатания разбавители составляют от 3 до 10 % от массы краски.
Пластифицирующие вещества — пасты, повышающие прочность красочной пленки на истирание. В результате краска приобретает скользящую поверхность и повышается ее устойчивость к истиранию. Это особенно актуально при печати на матовых мелованных бумагах. Сами по себе такие бумаги имеют шероховатую поверхность, которая вступает в абразивное трение с более мягким красочным слоем, в итоге возникает проблема «осыпания» краски. Поэтому для печати на матовой мелованной бумаге требуются краски с очень высокой устойчивостью красочного слоя к истиранию.
Противоотмарывающие добавки применяют для предотвращения перехода краски с оттиска на другие поверхности, т. е. для предотвращения отмарывания. Условно эти добавки подразделяются на две группы:
- вещества, предотвращающие отмарывание на поверхности цилиндров печатной машины при печати оборотной стороны;
- вещества, предотвращающие отмарывание оттисков в стопе и при послепечатной обработке.
Противоэмульгирующие добавки. Препятствуют образованию эмульсии возникающей при взаимодействии офсетной краски с увлажняющим раствором. В результате снижается концентрация пигмента и интенсивность краски, а последующее испарение воды с оттиска ухудшает его внешний вид, делает изображение тусклым.
Сиккативы — вещества способствующие ускорению закрепления красок на оттиске.
Антиоксиданты (антисиккативы) — вещества замедляющие окисление и пленкообразование. Необходимость в антиоксидантах возникает, когда краска при длительной работе или остановке машины начинает затвердевать на валиках красочного аппарата и печатных формах.
Свойства печатных красок объединены в четыре основные группы:
· оптические свойства, характеризующие цветовой тон, светлоту (яркость), насыщенность (чистоту) цвета, ее прозрачность или кроющую способность, т. е. способность краски закрывать цвет запечатываемой поверхности; блеск или глянцевость – способность красочного слоя зеркально отражать падающие на него световые лучи;
· печатно-технические свойства, которые характеризуют вязкость краски – ее внутренние трения, возникающие под действием механических напряжений; липкость – совокупность адгезионно-когезионных свойств краски; структурно-механические (деформационные) свойства красок, проявляемые под действием механического напряжения;
· закрепление краски на оттиске, т. е. механизм пленкообразования; степень перетира краски (размеры частиц пигмента);
· устойчивость краски на оттиске, характеризующая: прочность красочной пленки на истирание и ее хрупкость; светопрочность (устойчивость цвета краски на оттиске к действию света); водопрочность краски в процессе печатания и водопрочность красочного слоя на оттиске; прочность к химическим воздействиям; термопрочность и др.; В зависимости от вида и способа печати, краски разделяются на универсальные (для высокой и плоской офсетной печати) и специально предназначенные для конкретного вида печати (высокой, офсетной, глубокой, трафаретной, флексографской). Эти краски отличаются друг от друга, прежде всего липкостью, вязкостью, скоростью и характером закрепления их на запечатываемой поверхности, водостойкостью и др.
Например, офсетные краски в соответствии со спецификой печатной формы и процесса печатания отличаются от красок высокой печати повышенной вязкостью, препятствующей растеканию красок на форме; значительной водостойкостью, предохраняющей увлажняющий раствор от окрашивания; большой интенсивностью, обеспечивающей при малой толщине слоя необходимую насыщенность оттисков; отсутствием эмульгирования (образования эмульсии печатной краски с водой, вследствие попадания в краску увлажняющего раствора).
Особенностью красок для глубокой печати, отличающихся от других красок, является: низкая вязкость, которая позволяет краске легко заполнять все печатающие элементы формы и быстро переходит на бумагу; наличие в краске летучего растворителя, дающего ей возможность быстро закрепляться на оттиске; максимальная прозрачность красок для трехкрасочной печати.
Печатные краски в зависимости от особенностей изданий подразделяются на газетные, книжно-журнальные, иллюстрационные, для трех – и четырехкрасочной печати, картографические, для печатания на невпитывающих материалах. Кроме того, они различаются по признакам, учитывающим особенности печатной машины, вида и номера бумаги, и собственных печатно-технических свойств.
Подготовительные операции. Независимо от вида печатной продукции и типа печатной машины перед печатанием тиража необходимо выполнить комплекс подготовительных операций: подготовку бумаги и краски; подготовку печатной машины. Своевременность и качество выполнения этих операций оказывает существенное влияние на качество печатной продукции и производительность печатных машин.
Подготовка печатной бумаги. В плоской офсетной печати используется большой ассортимент печатных бумаг. Выбор того или иного сорта для печатания тиража конкретного издания производится издательством в зависимости от многих условий: вида издания, его назначения, типа печатной машины и т. д. Ее подготовка к печатанию обычно проводится в специальных помещениях. Листовая и рулонная бумага подготавливается по-разному.
Листовая бумага поступает в виде упакованных пачек. Но очень часто листовую бумагу получают непосредственно на предприятии путем разрезки рулонной бумаги на отдельные листы необходимого формата с использованием листорезальной машины. Вся бумага, подготовленная для печатания конкретного тиража, должна быть идентична по своим свойствам: цвету, гладкости поверхности, массе и др.
Бумага, являясь гигроскопичным материалом, при изменении влажности окружающего воздуха отдает или воспринимает влагу, что приводит к деформации листов бумаги: удлинению или усадке, изменению плоской формы (скручивание, коробление) и т. д. Деформация осложняет процесс печатания – нарушается цветосовмещение, осложняется подача листов, ухудшается качество готовой продукции. Исключить это возможно путем акклиматизации бумаги и кондиционирования воздуха в печатном цехе.
Акклиматизация бумаги — это приведение бумаги в состояние равновесия с температурой и влажностью воздуха в цехе. Эта операция выполняется в специальном помещении или акклиматизационной камере, где на бумагу воздействует воздушный поток, имеющий специальные климатические параметры.
Наилучший эффект акклиматизации достигается при кондиционировании воздуха в печатном цехе. Листовая бумага не требует акклиматизации, если она поступает на полиграфические предприятия в герметичной упаковке (например, в полиэтиленовой пленке).
Рулонная бумага специальной акклиматизации не подвергается. Рулоны должны доставляться не позднее, чем за сутки до печатания тиража. Подготовка рулонной бумаги сводится лишь к снятию упаковки с рулонов.
Подготовка печатных красок. Выбор печатных красок производится в зависимости от характера печатной продукции, типа печатной машины, режима печатания, материала запечатываемой поверхности. Для этого используются колористические каталоги, в которых отпечатаны образцы красок с указанием их основных свойств.
Если печатная краска требуемого цвета не производится в промышленных условиях, то используют краски, полученные в результате смешивания нескольких цветных или ахроматических красок. Для получения печатной краски оптимального цвета используют специальные компьютерные программы и устройства для смешивания.
Дальнейшее использование печатных красок происходит без каких-либо корректировок.
4.3. Основы печатного процесса
Печатание является составной частью полиграфического производства и представляет собой процесс многократного получения одинаковых оттисков текста и изображения посредством переноса красочного слоя с печатной формы на запечатываемый материал.
Общей задачей процесса печатания является воспроизведение с необходимой точностью информации, находящейся на печатной форме. Основными признаками печатного процесса являются: перенос краски с печатной формы на запечатываемый материал и ее закрепление, многократность получения оттисков (тираж) и их идентичность.
Краска переносится с печатной формы на запечатываемый материал в большинстве случаев под действием давления, реже под действием других сил (электрических, магнитных и др.). При этом она должна смачивать цилиндры и валики красочного аппарата, печатную форму (резино-тканевую пластину в офсетной печати) и запечатываемый материал. Красочный слой должен удерживаться на этих поверхностях, а при переходе с одной поверхности на другую расслаиваться по толщине.
Схемы получения оттисков в основных способах печати при использовании печатной формы и печатного цилиндра, создающего давление печати показаны на рис. 2-4.
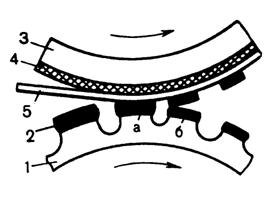
Для получения оттиска в высокой прямой печати необходимо нанести на печатающие элементы формы тонкий равномерный слой печатной краски, подать бумагу и осуществить давление с поверхностью, покрытую упруго-эластичным материалом – декелем. Благодаря своей упруго деформации, он компенсирует метрические неточности печатного аппарата машины, печатной формы (ее роста и толщины), а также микронеровности поверхности бумаги и создает необходимый контакт печатной формы с бумагой. В образовавшейся зоне контакта печатной формы и бумаги (рис. 2а) происходят сложные физико-химические процессы. Краска смачивает поверхность бумаги, присоединяется к ней, заполняет все неровности бумаги, и частично вдавливается в капилляры. Кроме того, в результате давления происходит деформация (сглаживание) поверхности бумаги под печатающими элементами. После прекращения давления форма и бумага выходят из зоны контакта, и оттиск отделяется от формы. В этот момент красочный слой разделяется примерно пополам (рис. 2б). На оставшуюся на форме краску наносится новая порция, а перешедший слой, удерживающийся на поверхности бумаги за счет смачивания и адгезии (от лат. adhaesio — прилипание, слипание поверхностей двух разнородных твёрдых или жидких тел.), закрепляется в виде тонкой (1–5 мкм) пленки.
|
|
|
|
Рис. 2. Схема получения оттиска в высокой печати. 1 – форма, 2 – печатная краска, 3 – печатный цилиндр, 4 – декель, 5 – запечатываемый материал |
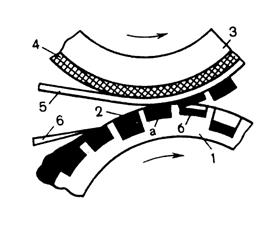
Рис. 3. Схема получения оттиска в глубокой печати. 1 – форма, 2 – печатная краска, 3 – печатный цилиндр, 4 – декель, 5 – запечатываемый материал 6 – ракель |
Перенос печатной краски с формы на бумагу обеспечивается только в том случае, если силы адгезии между формой и печатной краской, а так же между запечатываемым материалом и краской больше сил когезии печатной краски (от лат. cohaesus — связанный, сцепленный, в данном случае силы сцепления между частицами краски).
При получении оттисков глубокой печати (рис. 3) основной особенностью в работе печатной машины является нанесение маловязкой краски на всю печатную форму и последующее ее удаление ракелем с пробельных элементов. В процессе контакта печатной формы с запечатываемым материалом (рис. 3а) часть краски остается на бумаге (рис. 3б). В этом случае силы адгезии между запечатываемым материалом и краской также больше сил когезии краски. Толщина красочного слоя в зависимости от тональности изображения колеблется от 0,2 до 5,0 мкм.
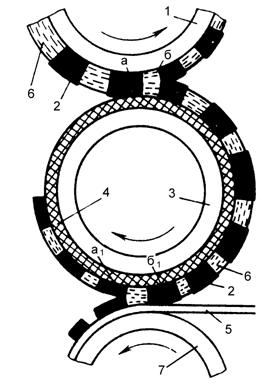
Рис. 4. Схема получения оттиска в высокой печати
1 – форма, 2 – печатная краска, 3 – офсетный (промежуточный) цилиндр, 4 – офсетная резинотканевая пластина, 5 – запечатываемый материал,
6 – увлажняющий раствор, 7 – печатный цилиндр
Процесс получения оттиска в плоской офсетной печати (рис. 4) основан на тех же явлениях, что и в высокой печати, но имеет свои особенности. Перед подачей краски (рис. 4а) на печатную форму наносится увлажняющий раствор.
Под давлением печатная форма входит в контакт с резинотканевой пластиной, выполняющую так же функцию декеля и передает на нее краску (рис. 4 б1) и увлажняющий раствор (путем давления исходного слоя). В свою очередь резинотканевая пластина образует зону контакта (рис. 4б1) с бумагой, которая воспринимает с пластины часть красочного слоя. Другая часть красочного слоя остается на пластине (рис. 4а1). Разделение красочного слоя происходит за счет того, что силы адгезии между печатной формой и краской и между краской и бумагой больше, чем силы когезии печатной краски. Однако в связи с двойным переносом красочного слоя он на оттиске получается более тонким (1,0–2,0 мкм), чем в высокой печати.
Особой сложностью отличается процесс перехода краски на бумагу и пленкообразование в многокрасочной печати, когда многокрасочные слои печатаются один на другой. В этом случае возможны два варианта печатание «по сухому» и печатание «по сырому». В первом случае одна из красок накладывается на бумагу, а остальные накладываются друг на друга через несколько часов или суток после закрепления предыдущей краски. Во втором случае между нанесением красочных слоев проходят доли секунды и каждый последующий слой ложится на еще не высохший предыдущий. При печати «по сырому» к краскам предъявляются повышенные печатно-технические свойства. Для ускорения закрепления на оттиске их наносят очень тонкими слоями, что требует повышенной насыщенности. При наложении последующих красок процент их перехода на бумагу обычно понижается.
Последовательность наложения красок определяется при пробной печати в зависимости от свойств красок: прозрачности, вязкости и др. В плоской офсетной четырех красочной печати чаще всего начинают печатать голубой, за тем желтой, пурпурной и черной.
Роль давления в процессе печати. Давление в процессе печатания обеспечивает необходимый контакт, между краской, находящейся на форме, и запечатываемой поверхностью, а в офсетной печати между формой и офсетной резинотканевой пластиной и между резинотканевой пластиной и запечатываемой поверхностью. Полное давление, действующее по всей площади печатного контакта, называется суммарным усилием печатания, а усилие, отнесенное к единице этой площади, - технологически необходимым давлением. Последнее во многом определяет коэффициент переноса краски с печатной формы на воспринимающую поверхность. Необходимая при печатании величина этого давления зависит от многих условий:
· вида печатания – наибольшая в высокой печати (4,0-15,0МПа), несколько меньше в глубокой печати (1,5-4,5МПа), и наименьшая в плоской офсетной печати (0,4-2,0МПа);
· характера печатной формы, особенно высокой печати (площади печатающих элементов) – во всех случаях для воспроизведения фона требуется большее давление, меньшее для растровых изображений и еще меньшее для текста;
· упруго-эластичных свойств декеля: с увеличением жесткости декеля давление, необходимое для его деформации увеличивается, а при мягком уменьшается;
· скорости печатания – с увеличением скорости печатания уменьшается продолжительность контакта формы или резинотканевой пластины с запечатываемой поверхностью; для обеспечения необходимой толщины красочного слоя при увеличении скорости печати давление необходимо увеличить и, соответственно, при понижении скорости печати давление печати необходимо уменьшить;
· вида бумаги и ее печатно-технических свойств, например гладкие и мягкие бумаги требуют меньшего давления, чем жесткие шероховатые бумаги.
Величина давления в каждом определенном случае печатания должна быть определенной. При недостаточной его величине меньшее количество краски переходит на воспринимающую поверхность, и оттиски получаются не пропечатанными. Избыточное давление влияет на растискивание краски, что вызывает искажение изображения: изменение тональности, увеличение размеров штрихов и растровых элементов, а также может привести к преждевременному износу печатной формы.
Сущность закрепления краски на оттиске. Свойства оттиска с закрепленным на нем красочным слоем должны обеспечивать возможность проведения последующих технологических операций и создавать требуемые потребительские качества готовой продукции.
Красочный слой не должен смазываться при фальцовки оттиска, переходить на декель при двусторонней печати, перетискиваться на оборотную сторону листов при их укладывании в стопу.
Закрепление краски на оттиске, т. е. образование прочной не смазывающейся пленки на относительно пористой бумаге – сложный физико-химический процесс, механизм и скорость которого зависит от свойств краски, запечатываемого материала, толщины красочного слоя, температуры и т. д.
Краски, изготовленные на высыхающих связующих, присоединяют кислород из воздуха и в результате окисления и полимеризации связующего образуют на оттиске прочную пленку. При этом происходи частичное впитывание краски верхним слоем бумаги. В отличии от этого, например газетные краски, содержащие не высыхающие масла, образуют на оттиске более тонкую и менее прочную пленку за счет частичного впитывания всей краски слоями бумаги и последующего более глубокого проникновения связующего и адсорбцией пигмента и смолы на волокнах бумаги. Скорость закрепления этих красок относительно велика.
Закрепление красок в глубокой печати на оттиске происходит достаточно быстро за счет испарения летучего растворителя с частичным впитыванием краски в верхние участки бумаги. Оставшаяся на поверхности оттиска пленка состоит из смолы с вкрапленными в нее частицами пигмента. Краски, содержащие в качестве связующего многокомпонентные лаки, закрепляются также достаточно быстро, но процесс их пленкообразования имеет свои особенности. В результате избирательного впитывания бумагой низковязких компонентов связующего и испарения органических растворителей происходит слипание сольватных оболочек, окружающих пигментные частицы, что приводит к образованию мягкой (гелеобразной) красочной пленки, которая затем затвердевает.
От скорости закрепления красок на оттиске зависит производительность печатных машин и качество печатной продукции. Поэтому проблема ускорения пленкообразования красок на оттисках имеет очень важное значение для технологии печатания на скоростных печатных машинах.
Для интенсификации пленкообразования краски используют различные способы сушки тиражных оттисков до выхода их на приемное устройство машины.
Факторы, влияющие на качество оттисков. Качество печатного изображения можно оценить точностью воспроизведения, под которой понимается:
1. Графическая точность – т. е. соответствие геометрических размеров и площади элементов изображения, а также расположение этих элементов на оттиске и оригинале с учетом масштаба воспроизведения.
2. Градационная точность, характеризующая соответствие градаций (шкалы яркостей) отдельных элементов и всего изображения на оттиске и оригинале.
3. Точность цветопередачи – это соответствие цвета отдельных элементов и всего многокрасочного изображения на оригинале и оттиске.
Степень точности воспроизведения изображений оценивают визуально и с помощью специальных контрольно-измерительных приборов. Воспроизведение штрихов одноцветных оригиналов и текстовых элементов оцениваются графической точностью. Градационная передача в высокой и плоской офсетной печати связана с размерами растровых элементов, т. е. она связана с графической точностью. Воспроизведение многоцветных оригиналов оценивается точностью цветопередачи, на которую оказывает влияние графическая точность.
Точность полиграфического воспроизведения зависит от точности изготовления печатных форм, условий печатного процесса и свойств используемых материалов.
При условии идеально точной печатной формы на графическую и градационную точность и точность цветопередачи влияют следующие основные факторы:
· цвет и толщина красочного слоя, наносимого на форму и переходящего на запечатываемую поверхность;
· величина давления при печатании;
· упруго-эластические свойства декеля или резинотканевой пластины;
· степень износа печатной формы;
· точность работы печатной машины;
· последовательность наложения красок;
· свойства краски (хим. состав, вязкость);
· свойства материала запечатываемой поверхности (впитывающая способность, шероховатость, белизна, пористость, непрозрачность).
Для каждого вида конкретной печатной продукции эти факторы должны быть оптимальными.
Тиражестойкость печатных форм - определенное количество качественных оттисков, которое может быть получено с одной печатной формы.
Существенное значение тиражестойкость имеет при больших тиражах, так как смена форм при печатании тиража требует не только изготовления их дубликатов, но и вызывает простои печатной машины и приводит к увеличению стоимости тиража.
Тиражестойкость печатных форм зависит от способа их изготовления вида применяемых формных пластин, свойств основных и вспомогательных материалов, состояния и наладки печатного аппарата, красочной (увлажняющей, в случае способа плоской офсетной печати) системы печатной машины, режимов печатания.
Независимо от вида печати износ печатной формы при печатании вызывается, прежде всего, механическими факторами, связанными с истирающими воздействиями бумаги, валиков красочного и увлажняющего аппаратов, ракеля в глубокой печати и т. п. Кроме того, износ печатной формы может быть вызван неправильным выбором декеля, воздействием физико-химических факторов (неудачный подбор увлажняющего раствора), абразивными свойствами краски в глубокой печати.
Износ печатной формы проявляется различными дефектами на оттиске:
· в высокой печати исчезают засечки у букв, прерываются тонкие штрихи, «огрубляется растровое изображение»;
· в плоской офсетной печати может быть изменение количества элементов изображения или их исчезновение, появление тенения на не запечатываемых участках;
· в глубокой печати - общее ослабление тона изображения.
Тиражестойкость печатных форм повышают, оптимизируя режим печатания.
4.4. Функции, особенности конструкции
и классификация печатных машин
Тиражи издательской и другой продукции печатают на автоматизированных печатных машинах. Процесс печати включает следующие технологические операции:
· нанесение краски на печатную форму;
· подачу запечатываемого материала в зону печатания и выравнивание его относительно печатной формы (в офсетной печати относительно резинотканевой пластины);
· создание контакта – давления между печатной формой и запечатываемым материалом (в офсетной печати — между печатной формой, резинотканевой пластиной и запечатываемой поверхностью);
· отделение оттиска от формы или резинотканевой пластины и вывод его из зоны печатания для наложения последующих красок или непосредственно в приемное устройство;
· приемка готовых оттисков – укладывание листов в стопу или сматывание бумажного полотна в рулон.
Кроме того, печатные машины в зависимости от своей конструкции и вида печатной продукции выполняют дополнительные операции: в плоской офсетной печати увлажнение пробельных элементов формы перед нанесением краски; в глубокой печати удаление избытка краски с печатной формы; в рулонных печатных машинах осуществляется резка отпечатанной ленты на отдельные листы, их вывод или фальцовку в тетради и т. д.
Конструкция любой печатной машины состоит из следующих основных устройств: бумагопитающая система, печатный аппарат, красочный аппарат, приемно-выкладное устройство.
Каждая печная машина имеет также электромеханический привод и органы управления.
Бумагопитающие устройства печатных машин подразделяются на два вида: самонаклады и рулонные устройства.
Самонаклады предназначены для поштучной подачи бумажных листов из стопы в печатное устройство машины. При этом должна обеспечиваться необходимая точность выравнивания листов относительно печатной формы или резинотканевой пластины.
В современных печатных машинах применяют обычно автоматические самонаклады, в которых верхние листы отделяются от стопы бумаги вакуумными присосками и струями сжатого воздуха.
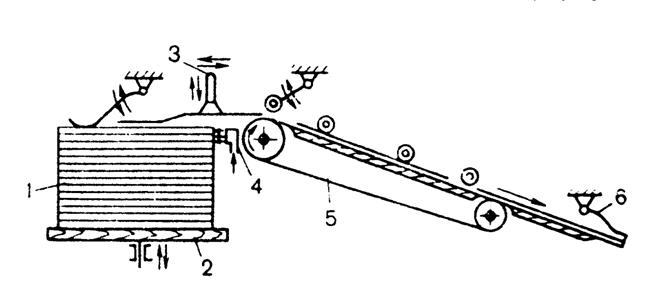
Рис. 5. Схема работы листового самонаклада печатной машины
1 – стопа, подвесной стол, 3 – пневматические присосы,
4 – струи сжатого воздуха, 5 – транспортер, 6 – механизм
Принцип работы самонаклада заключается в следующем (рис. 5): выровненные листы бумаги укладываются в стопу расположенную на специальном столе. Во время работы машины вакуумные присосы и струи сжатого воздуха отделяют от стопы верхний лист и подают его на транспортер перемещающий листы к механизмам равнения. Здесь листы выравниваются по передней и боковой кромке, после чего подаются в захваты печатного устройства. Постоянный уровень верхней плоскости стопы поддерживается автоматически, благодаря конструкции стола. Перезарядку самонаклада бумагой осуществляют с помощью специальных устройств на ходу машины. Самонаклады снабжены специальными приспособлениями, предотвращающими попадание в печатное устройство двух листов одновременно или неправильно выровненных листов.
Рулонное устройство обеспечивает в процессе печатания равномерную подачу бумажной ленты в печатное устройство. Такие устройства имеют соответствующие механизмы для установки рулонов и регулирования их положения в осевом направлении; поддержания постоянного натяжения бумажной ленты, очистки ее от пыли и т. д.
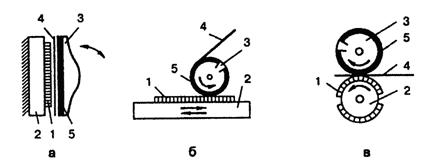
Рис. 6. Схемы печатных устройств:
а – тигельное: 1 – печатная форма, 2 – стол для печатной формы (талер), 3 – тигель, устройство создающее давление печати, 4 – запечатываемый материал, 5 – резинотканевая пластина (декель);
б – плоскопечатное: 1 – печатная форма, стол для печатной формы (талер), 3 – печатный цилиндр, 4 – запечатываемый материал, 5 - резинотканевая пластина (декель);
в – ротационное: 1 – печатная форма, 2 – формный цилиндр, 3 – печатный цилиндр, 4 – запечатываемый материал, 5 - резинотканевая пластина (декель)
Печатное устройство машин состоит из основания, на котором размещается печатная форма, и опоры для запечатываемого материала. В печатном аппарате создается контакт между печатной формой и запечатываемым материалом, а также давление печати, необходимое для переноса краски. В зависимости от геометрической формы основания и опоры печатные устройства могут быть трех видов: тигельные, плоскопечатные и ротационные (рис. 6).
В тигельных печатных устройствах печатную форму закрепляют на плоском основании – талере. Запечатываемую поверхность прижимают к форме опорой – тиглем, который имеет плоскую поверхность, покрытую декелем. В контакт с запечатываемой поверхностью входят все участки формы одновременно.
В плоскопечатных устройствах печатная форма находится также на плоском основании – талере, но давление печати осуществляется цилиндрической опорой – печатным цилиндром, покрытом декелем. В контакт с запечатываемой поверхностью входит не вся форм, а ее полоса по длине образующей цилиндра. Эта полоса контакта, образующаяся в результате деформации декеля (шириной около 8 мм) при одновременном вращении цилиндра и поступательном движении талера, постепенно перемещается по всей печатной форме. За каждый цикл работы машины талер совершает два хода – один рабочий, при котором получается оттиск, а другой холостой для принятия исходного положения.
В ротационных печатных устройствах печатную форму закрепляют на формном цилиндре (в глубокой печати формой является сам цилиндр), а давление создается печатным цилиндром, покрытым декелем. При печатании запечатываемый материал проходит между формным и печатным цилиндрами. В контакте с запечатываемой поверхностью находится узкая (4 мм) полоса формы, перемещающаяся при вращении цилиндров.
Для офсетной печати используется ротационное печатное устройство, состоящее из трех цилиндров: формного с закрепленным на нем печатной формой, офсетного (промежуточного) покрытого резинотканевой пластиной и печатного, покрытого декелем. Запечатываемый материал проходит между офсетным и печатным цилиндрами.
Для создания давления печати и регулирования им в каждом печатном аппарате имеются механизмы натиска.
Красочный аппарат предназначен для нанесения дозированным слоем вязкой или жидкой краски на печатную форму. В высокой и плоской печати эти аппараты состоят из трех групп (рис. 7): краскоподающей, раскатной и накатной. Краскоподающая группа предназначена для периодической подачи регулируемого количества краски в раскатную группу. Краска из красочного ящика – кипсейки через регулируемый зазор, образованный дукторным цилиндром и ножом – дном ящика подается на качающийся передаточный валик.
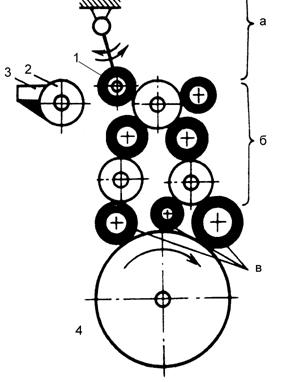
Рис. 7. Схема красочного аппарата для вязких красок
1 – передаточный валик, 2- дукторный цилиндр,
3 – красочный ящик (кипсейка), 4 – форма
а – краскоподающая группа, б – раскатная группа, в – накатная группа
Раскатная группа, состоящая из металлических цилиндров и эластичных валиков, раскатывает полученную краску равномерным слоем и передает его на накатную группу, которая наносит краску равномерным тонким (4–10 мкм) слоем на печатающие элементы формы. Эта группа обычно состоит из трех или четырех эластичных валиков, находящихся в контакте с печатной формой и раскатными цилиндрами.
Приемно-выкладные устройства в зависимости от вида печатных машин имеют различные конструкции. В листовых печатных машинах отпечатанные листы с печатного цилиндра обычно выводятся листовыводным транспортером и укладываются в стопу стапельного стола (рис. 8).
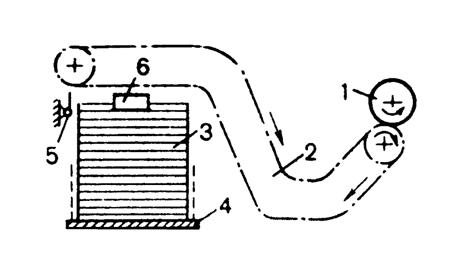
Рис. 8. Схема листового приемно-выкладного устройства
1 – печатный цилиндр, 2 – транспортер, 3 – стопа,
4 – стапельный (приемный) стол, 5,6 – сталкиватели
Перед укладкой листы автоматически выравниваются сталкивателями по передней и боковым кромкам. По мере поступления листов в стопу стол автоматически опускается. Листоприемные устройства современных печатных машин снабжены механизмом для замены стапельного стола на ходу машины.
Рулонные печатные машины чаще всего оснащены фальцевально - резальными аппаратами, предназначенными для продольного сгиба отпечатанной бумажной ленты, разрезки ее на отдельные листы и фальцовки этих листов в тетради.
Многие печатные машины оснащаются сушильными и лакировальными секциями.
Классификация печатных машин. Конструкция и технологические возможности печатных машин определяются способом печати, форматом, количеством запечатываемых сторон, красочностью, номенклатурой печатной продукции, тиражом, видом запечатываемого материала, применяемыми красками, и т. д. По этому для печатания конкретных групп изданий выбирают наиболее оптимальные типы печатных машин.
Печатные машины классифицируются по многим конструктивным и технологическим признакам, главным из которых является вид применяемой бумаги (листовые, рулонные) и конструкцией печатного устройства (тигельные, плоскопечатные, ротационные). При этом ротационные машины каждого вида печати, в зависимости от наличия или отсутствия офсетного цилиндра, делятся на машины офсетной и прямой печати.
По числу красок, которые могут быть отпечатаны за один рабочий цикл, печатные машины подразделяются на однокрасочные, двухкрасочные и многокрасочные, различающиеся между собой числом печатных секций. Тигельные и плоскопечатные машины выпускаются однокрасочными, ротационные машины могут иметь от одной до восьми печатных секций.
В зависимости от количества запечатываемых сторон за один цикл, ротационные печатные машины могут быть односторонними и двухсторонними и комбинированными. Последний вид можно перестраивать на печатание с одной или двух сторон.
По области применения печатные машины могут быть универсальными, позволяющими печатать различную продукцию, и специализированными на определенном виде продукции (газетные, книжно-журнальные и др.).
В зависимости от формата печатные машины подразделяются на - малоформатные (до 500×700 мм), среднего формата (500×700 мм), полного формата (до 740×1050 мм) и большеформатные (более 740×1050 мм).
Подача листа в печатный аппарат может осуществляться по широкой стороне и по узкой стороне. Печатные машины с подачей листа по широкой стороне более высокого класса для печати высококачественной однокрасочной и многокрасочной продукции. При подаче листа по узкой стороне и особенно после увлажнения и прохождения первого печатного аппарата абсолютные величины линейной деформации больше по длине листа, что сильно ухудшает совмещение красок при многокрасочной печати или полос при двухсторонней печати. Единственное их преимущество это малая ширина и общая компактность самих машин. Эти машины, как правило, применяют в оперативной печати.
По производительности — с низкой скоростью печатания (до 7000 листов/час), высокоскоростные (оти более листов/час) и со средней скоростью.
По весу машины – тяжелого и легкого типа; печатные машины тяжелого типа более устойчивы, меньше подвержены действию вибраций, стабильны в работе, все эти факторы влияют на качество печатной продукции. Машины легкого типа менее требовательны к фундаменту и перекрытиям помещения, они также легко перевозятся и поднимаются по этажности здания, но предназначены для выпуска продукции с относительно низким качеством т. е. для оперативной полиграфии.
4.5. Печатание с форм
плоской офсетной печати
Машины плоской офсетной печати, обычно называемые офсетными печатными машинами, могут быть только ротационного типа. Основная их особенность – наличие офсетного передаточного цилиндра и увлажняющего аппарата. Современные машины плоской офсетной печати оснащаются различными контрольно-регулирующими и управляющими устройствами, и системами, сокращающими время на подготовку к печатанию и обеспечивающими установленный оптимальный режим печатания тиража, а также необходимое качество оттисков. По виду бумаги машины плоской офсетной печати могут быть листовыми и рулонными.
4.5.1. Листовые офсетные печатные машины
Листовые машины по сравнению с рулонными обладают рядом преимуществ:
· позволяют печатать на бумаге разного формата (в пределах формата машины) с разной массой в широком диапазоне (от 40 до 250 г/м3), а также на картоне, жести и других материалах;
· обеспечивают более точную приводку при производстве многокрасочной печати;
· требуют меньше расхода бумаги на технические отходы (при остановках и подготовке ее к печатанию);
Вместе с этим из-за необходимости выравнивания листов бумаги пред подачей их в печатное устройство и укладывания оттисков в стапель скорость работы этих машин в 3–3,5 раза ниже скорости рулонных машин. Кроме того, при печатании книжно-журнальной продукции требуется дополнительное оборудование и время для получения сфальцованных тетрадей.
Листовая однокрасочная машина (рис. 9) включает пневматический самонаклад, печатное устройство, красочный и увлажняющий аппараты, приемно–выкладное устройство, электропривод и некоторые контрольно–регулирующие устройства.
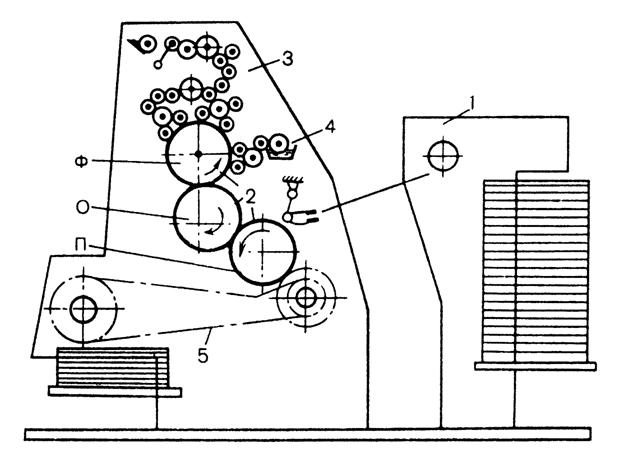
Рис. 9. Схема однокрасочной листовой машины плоской офсетной печати
1 – пневматический самонаклад, 2 – печатное устройство, 3 - красочный аппарат, 4 – увлажняющий аппарат, 5 - приемо-выкладное устройство
П – печатный цилиндр, О – офсетный цилиндр, Ф – формный цилиндр
Назначение и принцип работы самонаклада и приемно–выкладного устройства такие же, как и в других типах печатных машин.
Увлажняющий аппарат предназначен для нанесения тонкого равномерного слоя увлажняющего раствора на пробельные элементы печатной формы перед каждым накатыванием на нее краски. В современных печатных машинах используются разные типы увлажнения, обусловленные конструкцией аппаратов: чехловое, спиртовое, пленочное.
Следует так же отметить существование специальных печатных форм, печать с которых производится без увлажнения. Роль пробельных элементов в них выполняет силиконовая пленка, являющаяся олеофобной по отношению к печатной краске (так называемый «сухой офсет»).
Печатное устройство (рис. 10) состоит из трех цилиндров: формного, офсетного и печатного.
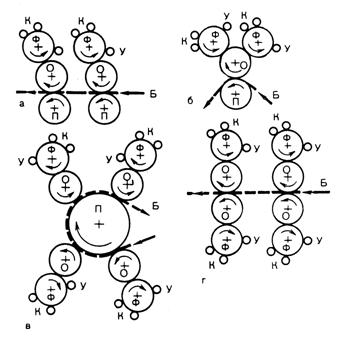
Рис. 10. Схемы построения печатных секций двух - и многокрасочных машин плоской офсетной печати а – секционное построение, б – сателлитное построение,
в –планетарное построение, г – четырехцилиндровая схема («резина к резине»)
К – красочный аппарат, У – увлажняющий аппарат, Б - запечатываемый материал, Ф – формный цилиндр, О – офсетный цилиндр, П – печатный цилиндр
Схема работы однокрасочной машины заключается в следующем. В начале каждого рабочего цикла на форму наносится увлажняющий раствор, а потом краска. Затем форма, войдя в контакт с резинотканевой пластиной, передает на нее красочное изображение. В это время лист бумаги, поданный самонакладом, поступает в захваты печатного цилиндра и прижимается к офсетному, принимая с него красочный слой. Полученный оттиск передается листовыводным устройством на приемный стол.
Листовые двух и многокрасочные машины используются для печатания листовой многокрасочной продукции. Печатный аппарат таких машин может иметь различное построение:
· секционное (линейное, трехцилиндровое);
· сателлитное (четырехцилиндровое);
· планетарное (пяти-, семи - , девяти - и т. д. цилиндровое);
Секционное построение широко используется для печатных машин любой необходимой красочности (рис. 11).
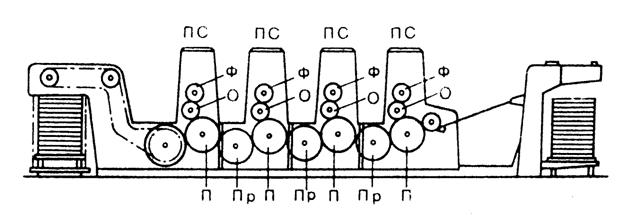
Рис. 11. Схема четырехкрасочной листовой машины плоской офсетной печати
ПС – печатная секция, П – печатный цилиндр, Пр – передаточный цилиндр, О – офсетный цилиндр, Ф – формный цилиндр
Каждая печатная секция состоит их трех цилиндров: формного, офсетного и печатного, а так же увлажняющего и красочного аппаратов. Бумага во время печатания передается из одной секции в другую передаточными цилиндрами или цепными транспортерами. Машины секционного построения могут оснащаться перфекторами – устройствами для переворота печатного листа при печатании лицевой и оборотной стороны за один листопрогон. Конструктивно перфекторы выполняются в виде одного или нескольких (обычно трех) цилиндров, снабженных устройствами захвата листа – грейферами.
Сателлитная схема относится к двухкрасочным печатным машинам. При применении такой схемы печатный аппарат состоит из двух формных, одного офсетного и одного печатного цилиндров. Соответственно, такая схема требует наличие двух увлажняющих и двухкрасочных аппаратов. Как правило, одна из печатных секций (один формный цилиндр, один красочный и один увлажняющий аппараты) – приставная, окидывающаяся. Печатные машины, использующие сателлитную схему, предназначены для печатания одно - и двухкрасочной продукции с невысокими требованиями к качеству.
Планетарная схема построения печатного аппарата относится к двухкрасочным пятицилиндровым или многокрасочным пяти-, семи-, девяти - и т. д. цилиндровым печатным машинам. При такой схеме построения печатный аппарат состоит из одного печатного цилиндра и из одинакового количества офсетных и формных цилиндров в соответствии с красочностью печатной машины. При всех случаях диаметр печатного цилиндра всегда в несколько раз больше диаметра офсетного цилиндра. Эта особенность дает возможность печатать на картоне. Отсутствие перехвата листа положительно сказывается на точности совмещения красок.
4.5.2. Рулонные офсетные печатные машины
Основное преимущество рулонных печатных машин перед листовыми — высокая скорость работы, обеспечиваемая непрерывностью питания машин запечатываемым материалом. Кроме того, в этих машинах помимо собственно печатания, выполняются и другие операции: резка, подборка, фальцовка, комплектование изданий вкладкой, шитье проволокой, прессование тетрадей и скрепление их в пачках. Из двух и нескольких рулонных машин создаются агрегаты, позволяющие печатать за один рабочий цикл продукцию увеличенного объема.
Однако, несмотря на наличие устройств, обеспечивающих достаточную стабильность параметров печатного процесса, получение многокрасочной высококачественной продукции на рулонных машинах не всегда возможно. Основные причины: нестабильное натяжение бумажной ленты и деформация бумаги.
Рулонные печатные машины применяются для печатания средними и большими тиражами одно - и многокрасочных книжных, журнальных и газетных изданий. В зависимости от конструкции рулонных машин отпечатанная на них продукция может выходить в сфальцованном или сшитом виде, отдельными листами или в рулоне бумажной ленты.
Кроме этого рулонные печатные машины классифицируются по следующим признакам:
· в зависимости от вида выпускаемой продукции машины могут быть книжно-журнальные, газетные и специальные (календарные, билетные и др.);
· по числу одновременно работающих рулонов – одно-, двух - и многорулонные. Многорулонные машины, выполняющие в одном фальцевально–резальном аппарате обработку двух или более лент называются печатными агрегатами;
· в зависимости от ширины рулонов машины бывают одинарной, двойной и тройной ширины; в машинах двойной и тройной ширины запечатанная бумажная лента разрезается вдоль соответственно на две и три части и каждая из них может обрабатываться в фальцевально – резальном аппарате отдельно или совместно;
· по взаимному расположению лентопитающих и других устройств машины разделяются на линейные, все устройства которых расположены на одном уровне, и балконные – лентопитающее устройство которых находится под всеми остальными.
Печатные секции рулонных машин могут строиться по различным схемам (рис. 10): трехцилиндровым, четырехцилиндровым, планетарным и комбинированным. На (рис. 12) приведена схема рулонной книжно-журнальной машины с двумя трехцилиндровыми секциями, каждая из которых состоит из печатного, офсетного и формного цилиндров, а также красочного и увлажняющего аппаратов.
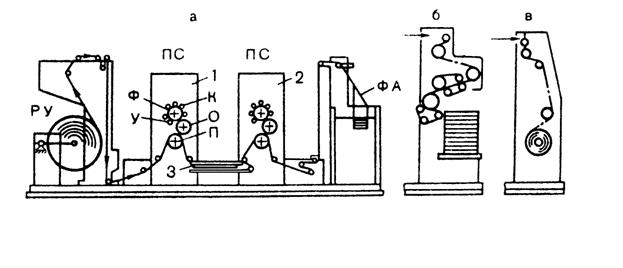
Рис. 12. Схема однокрасочной рулонной машины плоской офсетной печати
1,2 – печатные секции, 3 – переворачивающее устройство
РУ – рулонное устройство, ПС – печатные секции, ФА – фальцаппарат,
Ф – формный цилиндр, О – офсетный цилиндр, П – печатный цилиндр,
К – красочный аппарат, У – увлажняющий аппарат
Бумажная лента выходит из рулонного устройства и запечатывается с одной стороны в первой секции, затем переворачивается и запечатывается с оборотной стороны во второй секции.
После запечатывания лента фальцуется в продольном направлении на воронке фальцаппарата и разрезается на листы, из которых формируются книжные и журнальные тетради, выходящие на приемное устройство (рис. 12а). Существуют также варианты выхода готовой продукции разрезанной на отдельные листы (рис. 12б), либо вновь смотанной в рулон (рис. 12в). Машины подобного построения могут агрегатироваться любым количеством секций, и печатать любым числом красок на лицевой и оборотной сторонах бумажной ленты.
Машины, печатные схемы которых построены по четырехцилиндровой схеме (еще такую схему называют «резина к резине»), не имеют печатных цилиндров. Их функции выполняют офсетные цилиндры. Печатная секция состоит из двух формных и двух офсетных цилиндров, а также двух увлажняющих и двух красочных аппаратов. Бумажная лента, проходя между офсетными цилиндрами, одновременно запечатывается с двух сторон. Необходимое число секций машины (обычно от 1 до 4) определяется ее красочностью. Например, машина (рис. 13), состоящая из четырех печатных секций, дает возможность запечатывать бумажную ленту с двух сторон в четыре краски (4+4). Затем лента проходит через сушильное устройство и обрабатывается в фальцевально–резальном аппарате.
Машины такого построения предназначены только для двухсторонней печати. По сравнению с секционными машинами они более компактны и экономичны по конструкции, имеют короткую упрощенную проводку бумажной ленты, обеспечивают более точное совмещение красок. Такие машины широко используются для печатания книжно-журнальных и газетных изданий.
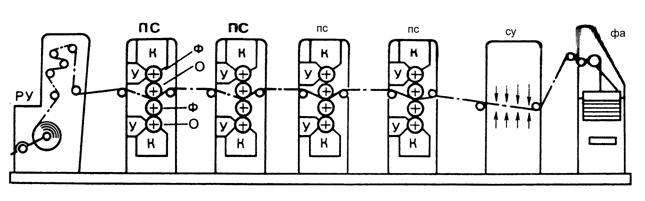
Рис. 13. Схема четырехкрасочной рулонной машины плоской офсетной печати, печатающие аппараты которой построены по четырехцилиндровой схеме «резина к резине». РУ – рулонное устройство, ПС – печатная секция, СУ – сушильное устройство, ФА – фальцаппарат, К – красочный аппарат, У – увлажняющий аппарат, Ф – формный цилиндр, О – офсетный цилиндр.
Книжно-журнальные рулонные машины могут быть и планетарного построения. Они включают пятицилиндровые двухкрасочные или девятицилиндровые четырех красочные секции. Такие машины не предназначены для печатания с двух сторон за один цикл, но обеспечивают точность совмещения красок и также используются для печатания книжно-журнальных изданий.

|
Из за большого объема эта статья размещена на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
