
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
· комплектация брошюр в пачки;
· упаковка пачек.
Автоматические печатно-брошюровочные линии и их применение.
Традиционная схема организации книжно-журнального производства даже при применении автоматических брошюровочных линий предусматривает печатание изданий по частям (листам, тетрадям), а брошюровочные процессы начинаются только после накопления тетрадей или листов всего издания. Применение брошюровочно-переплетного производства отдельно от печатного разрывает производственный процесс, удлиняет его цикл и замедляет оборачиваемость средств. Вместе с этим необходимы большие производственные площади и значительные затраты физического труда.
Значительное усовершенствование производственного процесса заложено в использовании печатных и брошюровочных агрегатах, работающих «в линию».
Печатно-брошюровочная линия — это технологический комплекс оборудования, выполняющий за каждый рабочий цикл печатание всех страниц издания и все брошюровочные операции, начиная от изготовления тетрадей и кончая стапелированием готовых изданий или их упаковкой в пачки.
Такие линии выпускаются предприятиями-производителями, а в некоторых случаях могут составляться из обычного печатного и брошюровочного оборудования.
В зависимости от конструкции издания печатно-брошюровочные линии делятся на две группы:
· линии для изготовления изданий, скомплектованных вкладкой;
· линии для изготовления изданий скомплектованных подборкой.
Печатно-брошюровочные линии для изданий, скомплектованных вкладкой, предназначены для выполнения за каждый рабочий цикл следующих операций: печатание изданий в полном объеме на бумажной ленте, ее рубку, фальцовку тетрадей, комплектовку изданий вкладкой (если оно состоит из нескольких тетрадей), шитье проволокой внакидку, обрезку с трех сторон, а также формирования пачек в упаковку. Такие линии используются для выпуска журналов массовыми тиражами и могут быть составлены на полиграфическом предприятии из технологического оборудования. Основным требованием, предъявляемым к печатным машинам, является возможность печатания всего тиража за один цикл. В зависимости от объема и формата выбирается другое оборудование, соединенное с печатным соответствующими транспортными связями. Таким образом, каждая линия предназначена для издания постоянного объема и формата.
Для «тонких» изданий, состоящих из одной тетради, линия может быть составлена из рулонной многокрасочной машины плоской офсетной печати со встроенным проволко-швейным устройством, дополненное трехсторонним резальным устройством и комплектующе-упаковочным оборудованием. Линии для более объемных изданий, состоящих из нескольких тетрадей и обложки, могут быть агрегатированы несколькими печатными рулонными машинами с вкладочно-швейно-резальными аппаратами и упаковочными устройствами.
Печатно-брошюровочные линии для изданий, скомплектованных подборкой, состоят из специальной рулонной печатной машины, агрегатированной автоматической брошюровочной линией, использующей клеевое скрепление блоков. Эти линии выполняют в автоматическом режиме за один рабочий цикл следующие операции:
· печатание всех страниц издания;
· формирование тетрадей;
· комплектовку блоков;
· клеевое скрепление блоков;
· крытье обложкой;
· трехстороннюю обрезку книг;
· формирование книг в пачки и упаковку пачек.
Существует возможность изготовления на таких линиях книжных блоков с приклеенными форзацами, подготовленными для вставки в переплетные крышки.
Производство книг в переплетных крышках.
Технология изготовления большинства книг в переплетных крышках включает следующие основные процессы:
1. Изготовление книжных блоков.
2. Обработка книжных блоков.
3. Изготовление и оформление переплетных крышек.
4. Соединение блоков с крышками.
5. Окончательная отделка книг.
Отдельные операции этих процессов могут значительно изменяться в зависимости от выбранной схемы технологии изготовления книги. Большое разнообразие этих схем обуславливается конструкцией издания, его форматом, объемом, тиражом и многими другими условиями. Конструкция книг, различается строением переплетной крышки и книжного блока. В большинстве случаев книжные блоки комплектуются подборкой. Они отличаются от блоков книг в обложках наличием форзаца и корешкового материала. Кроме того, блоки часто содержат тетради с дополнительными элементами (вкладки и т. п.).
Основная особенность изготовления блоков для книг в переплетных крышках — это присоединение к простым тетрадям форзацев. И в отличие от блоков книг в обложках, наряду с другими способами скрепления, используется потетрадное шитье нитками на корешковом материале.
Изготовление сложных тетрадей.
Крайние тетради большинства книжных блоков, соединенных с переплетными крышками, являются сложными, так как содержат дополнительные элементы — форзацы, различающиеся по оформлению, конструкции и способу присоединения к тетрадям. По оформлению форзацы подразделяются на:
· простые, изготавливаемые из белой или цветной бумаги;
· декоративно — орнаментальные с отпечатанным орнаментом или рисунком, не связанным по теме с содержанием книги;
· изобразительно — тематические, содержащие изображения, отражающее основное содержание книги.
В зависимости от конструкции и способа присоединения к тетрадям форзацы бывают нескольких видов (рис. 12):
· простой приклейной форзац — сфальцованный в один сгиб лист бумаги, одна сторона которого приклеена к корешковой кромке внешней страницы тетради с небольшим отступом от края корешка;
· приклейной форзац с окантовкой отличается от простого тем, что после приклейки к тетради его вместе с тетрадью окантовывают по корешковому сгибу полоской бумаги или ткани (в 15–18 мм);
· прошивной цельнобумажный форзац скрепляется с тетрадью в процессе шитья блоков.
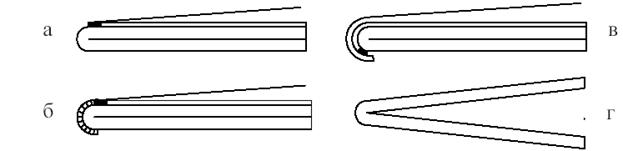
Рис. 12. Основные разновидности конструкций форзацев.
Кроме форзацев к тетрадям присоединяются и другие дополнительные элементы. Они могут располагаться в тетради в виде приклеек, вклеек, накидок и вкладок. Если комплектующий элемент приклеивается к корешковому полю внешней тетради, то он называется приклейкой, а если к внутренним страницам, то вклейкой. Элемент, наброшенный без приклеивания на тетрадь, называется накидкой, а вложенный в середину тетради вкладкой.
Форзацы и другие дополнительные элементы присоединяются к тетрадям с использованием различного специализированного оборудования.
Комплектовка и скрепление книжных блоков. Комплектовка книжных блоков книг, выпускаемых в переплетных крышках, осуществляется на тех же подборочных машинах, что при изготовлении книг в обложках.
Книжные издания, скомплектованные вкладкой и заключенные в переплетные крышки, выпускаются очень редко.
Скрепление книжных блоков в зависимости от объема издания, формата, назначения, технической оснащенности предприятия и других условий может быть швейное, клеевое и швейно-клеевое. Для книг, изготавливаемых на операционном оборудовании, применяются следующие способы скрепления:
1. Потетрадное шитье нитками на корешковом материале (например, марле) наиболее прочный вид скрепления, но наименее экономичный. Его применяют для книг длительного пользования, а так же для книг большого формата и объема. Для чего используется специальное ниткошвейное оборудование.
2. Потетрадное шитье нитками без марли с последующей окантовкой корешков блоков. Способ более экономичный и обеспечивает высокую прочность блоков. Выполняется на любых ниткошвейных агрегатах.
3. Поблочное клеевое скрепление со срезкой корешковых фальцев тетрадей или без срезки фальцев. В первом случае используются 16- или 32-страничные тетради. Процесс выполняется на машинах клеевого бесшвейного скрепления по схеме: срезка фальцев, торшонирование, проклейка, окантовка корешка материалом.
Блоки без срезки корешковых фальцев могут быть подобраны из односгибных или 8- и 16-страничных тетрадей с прорезями (перфорацией) по корешковым фальцам. Клей, проникая в прорези на корешке, соединяет внутренние листы тетради. Проклеенные корешки блоков также должны быть окантованы. Обе разновидности способа используются для изданий малого и среднего срока службы.
4. Швейно-клеевое скрепление блоков, скомплектованных из прошитых термонитями тетрадей с окантовкой корешка блоком. Заклейка и окантовка может выполняться на машинах клеевого бесшвейного скрепления (с отключением фрезерующего устройства) или другом оборудовании, позволяющем заклеивать и окантовывать материалом корешки блоков. Способ рекомендуется для изданий среднего и длительного пользования.
Операции по обработке книжных блоков различных конструкций.
Книжные блоки после скрепления обычно подвергаются обработке, в результате чего достигается заданный формат блока, повышается его прочность, долговечность и улучшается внешний вид. При этом содержание и число операций определяется в зависимости от заданной конструкции и оформления корешка блока.
Корешок книжного блока может быть прямой, кругленный и с отгибкой корешковых фальцев (рис. 13).
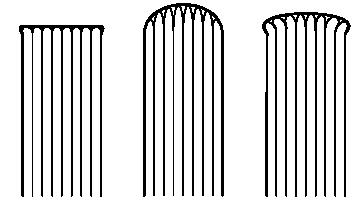
Рис. 13. Формы корешков.
Выбор формы корешка блока зависит от объема и способа скрепления. Прямой корешок применяют для блоков небольшого объема до 160 страниц. Блоки большего объема с прямым корешком менее прочны и неудобны для раскрывания. При объеме 160–320 страниц блоки, прошитые нитками, имеют кругленный корешок. Корешковые фальцы тетрадей сдвигаются относительно друг друга и образуют дугу. При этом возрастает прочность блока и улучшается его раскрываемость. С той же целью корешки блоков объемом свыше 320 страниц при шитье нитками подвергаются не только круглению, но и отгибке корешковых фальцев.
В зависимости от конкретных условий блоки можно обрабатывать по следующим вариантам:
1. Вариант для блоков с кругленым корешком и потетрадным шитьем на корешковом материале включает следующие операции: заклейку корешка блока и сушку, обжим корешка, обрезку блока с трех сторон, кругление корешка, наклейку на корешок каптала и полоски бумаги. При выпуске книг в улучшенном оформлении после обрезки блоков украшают обрезы и после кругления корешка приклеивают ленточку-закладку.
2. Вариант для блоков с кругленым корешком, скрепленных потетрадно нитками или поблочно клеевым, или комбинированным способами включает операции: окантовку проклеенного корешка материалом, кругление корешка блока. После чего может быть наклейка каптала или полоски бумаги.
3. Вариант для блоков с прямым корешком, скрепленных тем же способом, что и во втором варианте, включает окантовку проклеенного блока материалом и обрезку с трех сторон, а каптал наклеивается на блоки среднего и большого объема.
Заклейка корешка блока сшитого потетрадно нитками на корешковом материале представляет собой операцию по нанесению слоя клея образующего упрочняющую пленку. Проводится в заклеечных устройствах.
Обжим корешка блока проводится в специальных обжимных прессах. Вследствие упругих свойств бумаги, толщина корешковой части заклеенного блока всегда больше передней части. Обжим уменьшает толщину корешка и увеличивает прочность соединения тетрадей.
Каптал — тканевая тесьма с утолщенным цветным краем, служит элементом оформления и упрочняет скрепление концевых частей корешка блока. Полоска бумаги увеличивает прочность скрепления тетрадей в блоке, предохраняет клеевой слой и препятствует склеиванию корешка блока с корешком переплетной крышки. Каптал и полоску бумаги приклеивают в оклеечно - каптальных машинах.
Изготовление переплетных крышек. Переплетные крышки различаются между собой размерами, конструкцией, материалом и оформлением. Крышки могут состоять из одной детали и могут быть составными.
Процесс изготовления крышек из одной детали заключается в следующем:
- расчет размеров готовой крышки;
- печатание на материале, из которого изготавливаются крышки;
- резка отпечатанных листов на отдельные крышки и их биговка.
Изготовление составных крышек состоит из следующих операций;
- расчет размеров готовой крышки и ее составных деталей;
- раскроя материалов или отдельных деталей крышки;
- сборки, т. е. склеивания между собой отдельных деталей крышки и сушки.
Цельнокроеная крышка состоит из одной детали и представляет собой заготовку из картона, любого переплетного материала. При изготовлении цельнокроеных крышек из бумаги всегда производится предварительная печать и отделка.
Процесс изготовления составных переплетных крышек состоит из двух этапов: соединение картонных сторонок тканевым корешком и крытье картонных сторонок бумажными обложками или тканевыми заготовками. Соединение сторонок на корешке состоит из трех операций: нанесение клея на тканевый корешок, соединение картонных сторонок тканевым корешком, наклейка отстава и загибка тканей. Крытье картонных сторонок обложками состоит из операций: нанесение клея на бумажную или тканевую заготовку, наложение заготовки на штуковку и загибка ткани или бумаги с одновременной заправкой углов.
Автоматизированное изготовление крышек на крышкоделательных машинах обеспечивает высокую точность из размеров, высокое качество и высокую производительность.
Оформление переплетных крышек. В соответствии с проектом художественного оформления переплетной крышки на ее сторонках и корешке помещают графическую информацию, которая наносится до изготовления крышки на покровных материалах либо после — непосредственно на крышке. В первом случае печатанием на бумаге либо других материалах получают оттиски с последующей их обработкой, а за тем из этого материала получают цельнокрытые крышки. Во втором случае возможны различные способы отделки переплетных крышек: печать переплетными красками, тиснение фольгой, бескрасочное углубленное тиснение, рельефное тиснение, тиснение сусальным золотом или поталью, аппликация, инкрустация, оплетка.
Для сувенирных и подарочных изданий применяют наклейку отпечатанного на бумаге изображения на крышку или укладку его под прозрачную пленку с последующей припрессовкой к сторонке крышки.
Печатание на переплетных крышках выполняется способами высокой и трафаретной печати при этом осуществляется как одно, так и многокрасочная печать. Краски для печатания на переплетных крышках должны прочно закрепляться на поверхности покровного материала, образуя эластичную пленку. Кроме этого они должны обладать высокой кроющей способностью т. к. печатание выполняется не на белой поверхности.
Печатание на крышках способом высокой печати осуществляется с печатных форм – штампов, изготовляемых из дюралюминия (тиражестойкость до 200 тыс. экз.), латуни (тиражестойкость до 80 тыс. экз.) и цинка (тиражестойкость до 20тыс. экз.). Штампы изготавливаются с предварительно подготовленных оригиналов химическим травлением или ручным гравированием. Печатание осуществляется в тигельных машинах или в прессах.
Для получения графического изображения устанавливают давление печатания, обеспечивающее некоторое вдавливание штампа в материал крышки (на 0,04–0,15 мм). Поверхность запечатанного материала при этом выравнивается, и краска полностью удерживается в его углублениях. Для закрепления краски после печатания, изделия высушивают в естественных условиях.
При трафаретной печати красочный слой наносится при слабом давлении, и соприкосновении формы с запечатываемым материалом происходит по узкой полосе контакта. Отличительной особенностью этого способа является повышенная толщина красочного слоя. Оттиски с таким слоем краски характеризуются высокой насыщенностью, яркостью и рельефом создающим эффект объемного изображения. Возможно выполнение печати на поверхностях с любой шероховатостью.
Печать на переплетных крышках ведется с применением специализированного оборудования.
Тиснение всех видов проводят при значительном давлении (20–50 МПа) которое создается в специализированных прессах.
Бескрасочное тиснение часто называется блинтовым (от нем. blind — слепой). Штампы для такого тиснения должны обладать высокой механической прочностью (большей, чем для печатания на крышках) и не изменять этого свойства при нагревании. Материалом для штампов чаще всего служит латунь, а также сталь и дюралюминий. Изготавливаются штампы химическим травлением и ручным гравированием. Тиражестойкость латунных штампов 30–40 тыс. оттисков, остальных 100–150 тыс. Используются также штампы, изготовленные из фотополимерных материалов.
Для тиснения в тигельном прессе на верхней его плите устанавливают плоский рельефный штамп, а на нижнюю плиту подают переплетную крышку (рис. 14).
|
|
Рис. 14. Схема блинтового тиснения. |
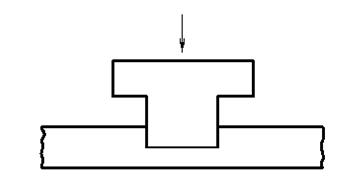
Затем проводят тиснение — горячий штамп (120–130 0С) вдавливается в переплетную крышку. В местах вдавливания образуется изображение в виде плоского углубления, хорошо видимое на общем шероховатом фоне покровного материала.
Такой вид тиснения используется для получения изображений текста, рамок, орнамента и т. д. и реже для сглаживания (выравнивания) отдельных участков покровного материала крышки пред другими видами обработки.
Рельефное бескрасочное тиснение обычно называют конгревным (по им ни английского изобретателя У. Конгрева). Это тиснение в отличие от блинтового получают с двух форм (рис. 15): углубленного штампа и его контр рельефа — рельефной матрицы.

Рис. 15. Схема конгревного тиснения
Конгревные штампы изготавливаются из меди или стали ручным гравированием. Матрицу получают со штампа прессованием из более мягкого эластичного материала (например, полиамидной смолы). Матрицы выдерживают до 90 тыс. тиснений. Конгревное тиснение проводят в прессах тигельного типа, но используемое давление в 2–2,5 раза превышает давление блинтового тиснения. При тиснении штамп прикрепляется к верхней плите пресса, а матрицу к нижней плите, при этом штамп и матрица должны точно совмещаться друг с другом. Переплетная крышка накладывается в развернутом виде на матрицу.
В процессе тиснения на крышку с верхней стороны давит углубленный штамп, а с нижней рельефная матрица. Вследствие этого материал крышки деформируется, получающееся изображение возвышается над общей плоскостью переплетной крышки и обрамляется блинтовым фоном. На оборотной стороне крышки получается углубленное изображение, которое для повышения устойчивости изображения заполняется специальной пастой или заклеивается бумагой.
Тиснение переплетной фольгой. Переплетная фольга (от лат. folium — лист) — это тонкий многослойный рулонный материал, состоящий из бумажной или полимерной основы с нанесенным на одну сторону легкоплавким воскосмоляным слоем, поверх которого находится покрытие, определяющее цвет фольги, блеск и другие свойства. В зависимости от состава этого покрытия переплетная фольга может быть:
· красочная фольга, содержащая пигмент, придающий необходимый цвет;
· металлизированная фольга, содержащая мелкодисперсный металлический порошок (алюминиевый или бронзовый), придающий необходимый блеск;
· «юбилейная» фольга, содержащая алюминиевый порошок и дополнительный грунтовый и лаковый слои. Лаковый слой окрашивается светопрочным красителем, который в сочетании с блестящей поверхностью алюминия определяет цвет фольги. Изображение, полученное с использованием такой фольги, обладает большей четкостью, блеском и прочностью.
Тиснение на крышках фольгой может проводиться в любых тигельных и ротационных прессах, имеющих фольговый аппарат. Рулонная фольга предварительно нарезается в зависимости от формата изображения.
Во время работы пресса горячий штамп (90–130 0С) вдавливает фольгу в материал крышки (на глубину 0,05–0,15 мм) и плавит воскосмоляной слой фольги под рельефными элементами. При опускании нижней плиты пресса покрытие фольги в местах давления отделяется от основы и остается в углубленных участках переплетной крышки.
Вставка блоков в переплетные крышки и завершающие операции.
Блок с крышкой соединяют, приклеивая внешние стороны форзацев и клапанов корешкового материала блока к внутренним сторонам переплетной крышки. При этом раствор клея наносят на форзацы и клапаны корешкового материала, а потом блок вставляют в крышку. В зависимости от тиража книг, их форматов и объемов вставка производится вручную или на книговставочных машинах.
Ручная вставка применяется при выпуске книг малыми тиражами (до 3–5 тыс. экз.), объем и формат которых не позволяет обрабатывать их механизированным способом. Отдельные процессы могут выполняться с использованием операционного оборудования.
Механизированная и автоматизированная вставка осуществляется обычно на книговставочных машинах конвейерного и карусельного типов, различающихся по технологическим возможностям и степени механизации и автоматизации. Основная задача машин — нанесение на форзацы равномерного слоя клея, кругление корешков переплетных крышек и обеспечение точного совмещения блока с крышкой.
Книги после вставки должны удовлетворять установленным техническим требованиям, например: иметь плотную без перекосов и морщин приклейку форзацев ко всей поверхности сторонок крышки, плотное облегание крышкой корешка блока, одинаковые размеры соответствующих кантов на обеих сторонках крышки и др.
Завершающие операции изготовления книги
Прессование книг. Для вставки блоков в крышки используют только водные растворы клеев, которые в течении нескольких часов после нанесения образуют сухую пленку. Высыхание сопровождается проникновением воды из клея в блок и сторонки крышки с последующим испарением ее в окружающую среду. Поэтому книги, высушенные в свободном состоянии (без давления), имеют покоробленные крышки и рыхлые блоки.
Для предотвращения коробления, обеспечения компактности и прочного приклеивания форзацев ко всей поверхности сторонок крышки производят прессование книг сразу же после вставки. При этом лучшее техническое состояние достигается, когда книги находятся в спрессованном состоянии до высыхания клея. Прессование книг проводят с использованием специализированных прессов.
Биговка (штриховка) книг — это технологическая операция, в результате которой на внешней стороне переплетной крышки вдоль всего корешка между отставом и картонной сторонкой образуется углубленный штрих (биг). Его наличие улучшает открывание крышки, а так же увеличивает срок службы издания. Штриховка книг осуществляется на штриховальных станках, где штрихи образуются в результате давления нагретых тупых плоских или дисковых ножей на крышку одновременно с двух сторон.
Обертывание книг в суперобложки. Многие подарочные и сувенирные издания выпускают в суперобложке, которая надевается поверх переплетной крышки и удерживается на ней за счет клапанов, загибаемых под сторонки крышки. Суперобложки выпускают из плотной гладкой бумаги с ее лакированием или припрессовкой полимерной пленки. Также суперобложки могут производиться из эластичных полимерных пленок. Обертывание книг в суперобложку и загибку ее клапанов проводят вручную или на специализированных автоматах.
Автоматизированное поточное производство книг: общие сведения о брошюровочных и брошюровочно-переплетных автоматизированных поточных линиях, их применение.
На поточных линиях изготавливаются книги тех же конструкций, что и на операционном оборудовании. Эти конструкции книг разделяются на четыре основные группы.
Первая группа — книги, блоки которых имеют сложную конструкцию: потетрадное шитье нитками с кругленым корешком и отогнутыми фальцами. На корешок наклеен корешковый материал и каптал с бумажной полоской (в некоторых случаях ленточка-закладка).
Вторая группа — это упрощенная конструкция книг с блоками, сшитыми потетрадно нитками с окантовкой, но с плоским корешком блока и переплетной крышкой.
Третья группа — книги с блоками, скрепленными клеевым или комбинированным способами, а корешок блоков кругленый с отогнутыми фальцами и окантовкой. На корешок наклеен каптал с бумажной полоской (в некоторых случаях ленточка-закладка).
Четвертая группа включает книги с блоками, скрепленными клеевым или комбинированным способом с окантовкой корешком плоской формы.
Поточные линии для производства книг в переплетных крышках классифицируются по степени механизации и автоматизации, строению, выполняемому комплексу операций, технологическому признаку.
По степени механизации и автоматизации линии подразделяются на механизированные и автоматизированные (автоматические линии).
По строению: линии, состоящие из отдельных машин и линии, построенные на базе агрегатов.
По выполняемому комплексу брошюровочно-переплетных операций: линии, выполняющие отдельные операции; линии, выполняющие все операции, начиная с обработки скомплектованного блока; линии, выполняющие все операции, начиная с комплектовки блоков; печатно-брошюровочно-переплетные линии, выполняющие полный комплекс операций.
В состав современных поточных линий не входят операции по изготовлению переплетных крышек и их оформлению, эти операции выполняются на отдельном оборудовании, объединенном в самостоятельные поточные линии.
По технологическому признаку линии подразделяются в зависимости от способа скрепления блоков и их дальнейшей обработки: линии, использующие блоки, сшитые потетрадно нитками и линии с применением клеевого или комбинированного способа скрепления блоков.
Поточные линии различаются так же по форматам, толщине обрабатываемых блоков, производительности и другим показателям.
Наибольший технико-экономический эффект дает линия при изготовлении однотипных по конструкции, форматам и объемам книг. При переходе на другое издание требуется переналадка оборудования, что вызывает простои линии.
Книги с блоками, сшитыми потетрадно нитками
Корешки блоков таких книг могут быть упрошенной и сложной конструкции.
Книги с корешками блоков упрощенной конструкции, — т. е. с плоским окантованным корешком блока, потетрадно сшитого нитками, изготавливается по следующей схеме:
1. Комплектовка книжных блоков.
2. Потетрадное шитье нитками без корешкового материала.
3. Заклейка корешка и окантовка корешковым материалом с загибкой его клапанов на форзацы.
4. Сушка блоков и обрезка их с трех сторон.
5. Изготовление и оформление крышек с жестким отставом.
6. Вставка блоков в переплетные крышки.
7. Прессование и штриховка книг.
Такие книги выпускаются в три стадии:
1. На операционном оборудовании производится приклейка форзацев и других элементов к тетрадям, комплектовка блоков и потетрадное шитье нитками, изготовление и оформление переплетных крышек.
2. На автоматических линиях производится заклейка корешков блоков, их окантовка и сушка, а также трехсторонняя обрезка блоков.
3. На агрегатах, состоящих из книговставочной, прессовально-штриховальной машин и комплектующего устройства, производится вставка блоков в переплетные крышки с прямым корешком, прессование, штриховка и комплектование книг в пачки.
Книги с корешками блоков сложной конструкции обычно изготавливаются по следующей технологической схеме:
1. Комплектовка блоков из простых и сложных тетрадей и потетрадное шитье нитками без корешкового материала.
2. Прессование и заклейка корешка блока, сушка и обрезка блока с трех сторон.
3. Кругление корешка.
4. Отгибка фальцев.
5. Наклейка на корешок блока корешкового материала.
6. Наклейка каптала с полоской бумаги; изготовление и оформление переплетных крышек.
7. Вставка блока в переплетную крышку.
8. Прессование и штриховка книг.
Комплектовка блоков и их потетрадное шитье нитками выполняется на операционном оборудовании. Автоматические поточные линии для изготовления книг со сложной конструкцией корешкового блока, сшитых потетрадно нитками выполняют полный комплекс операций, начиная с прессования и заклейки корешкового блока, до штриховки книг, стапелирования и упаковки.
Книги с блоками, скрепленными клеевым способом
Характер технологических операций при изготовлении книг в переплетных крышках с клеевым (или комбинированным) скреплением блоков зависит от конструкции корешка блока (простой и сложной).
Для книг со сложной конструкцией корешка блока схема процесса включает следующие операции:
1. Комплектовку блоков из простых и сложных тетрадей.
2. Клеевое скрепление (со срезкой корешковых фальцев и окантовкой корешка).
3. Сушку и обрезку блоков с трех сторон.
4. Кругление корешка и отгибку корешковых фальцев.
5. Наклейку поверх окантовки каптала с бумажной полоской.
6. Изготовление и оформление переплетных крышек.
7. Вставку блока в переплетные крышки.
8. Прессование и штриховку книг.
Книги с прямым корешком блоков изготавливаются без обработки корешка блока.
Процесс изготовления книг на автоматических линиях начинается с комплектовки блоков. В некоторых линиях приклейка корешка осуществляется двумя клеевыми аппаратами: первый наносит слой жидкого клея, который, проникая в поры бумаги, способствует лучшему скреплению между собой отдельных листов. Второй аппарат наносит более густой клей, образующий на корешке слой необходимой толщины.
Автоматические печатно-брошюровочно-переплетные линии
Печатно-брошюровочно-переплетные линии (или печатно-отделочные линии) автоматизируют самый трудоемкий процесс изготовления книг в переплетных крышках, начиная с печатания и кончая упаковкой готовых изданий. При этом изготовление и оформление переплетных крышек осуществляется на операционном оборудовании. Такие линии предназначены для производства книг различных объемов и форматов, но только с клеевым скреплением книжных блоков.
Технология изготовления книг с использованием автоматических линий также зависит от конструкции корешка блока.
При производстве книг с простым (плоским) корешком выполняются следующие операции:
1. Печатание на рулонной бумаге всех страниц книги за один рабочий цикл машины.
2. Резка бумажной ленты на полосы, их продольная фальцовка и поперечная рубка на тетради.
3. Сборка комплектов тетрадей в книжные блоки.
4. Скрепление книжных блоков клеевым способом (со срезкой корешковых фальцев).
5. Окантовка корешка блока и подача форзацев или приклейка к корешку блока и к последним страницам «форзацных штуковок».
6. Обрезка блоков с трех сторон.
7. Вставка блоков в крышки с прямым корешком, прессование и штриховка книг.
8. Упаковка книг. Эта операция производится на отдельном оборудовании.
При производстве книг со сложным корешком после без швейного скрепления блоков и окантовки производится кругление корешка блока, отгибка фальцев, наклейка на корешок каптала и бумажной ленты и далее те же операции, что и в предыдущем случае.
Печатно-брошюровочно-перплетные линии состоят из трех частей:
1. Одноциклическая рулонная печатная машина (с постоянным или переменным формоносителем), используемая в печатно-брошюровочных линиях для изготовления книг в обложке (с блоками, скомплектованными подборкой).
2. Брошюровочная линия бесшвейного скрепления с окантовкой блоков и подачей форзацев, оснащенная клеевым аппаратом, сушильным устройством и машиной для трехсторонней обрезки блоков.
3. Переплетное оборудование для вставки блоков в крышки, прессования и штрихования книг и их стапелирования.
Для изготовления книг со сложной конструкцией корешка линия должна дополнительно комплектоваться соответствующим оборудованием.
Основными недостатками линий являются использование только бесшвейное скрепление блоков, что снижает прочность и долговечность книг (по сравнению с потетрадным шитьем нитками или комбинированным способом); ограничение минимальной страничности книжных блоков и др.
Глоссарий
А
Абразивность бумаги (картона) — свойство поверхности бумаги (картона) нарушать при контакте гладкость поверхности другого тела, например печатной формы при печатании.
Абреже — перечень основных тем или внутренних заголовков главы (другого подраздела), помещенный перед ее текстом после заголовка.
Абрис (в полиграфии) — контурная линия, указывающая границы отдельных красок или оттенков в цветном изображении. В литографии абрис наносится на желатиновую пленку и переводится на литографский камень.
Абсорбционная способность — способность бумаги или картона поглощать или удерживать жидкость, с которой они находятся в контакте. По стандартному методу испытания можно определить степень или скорость поглощения.
Авантитул — первая страница книжного блока, расположенная перед титульным листом. Содержит часть выходных сведений: издательскую марку, марку серии, реже эпиграф, посвящение, девиз.
Автокорректура — полуавтоматическая или автоматическая корректура на стадии компьютерного набора текста до вывода пополосного оригинала на бумагу (вывод твердой копии) или пленку (вывод фотоформ).
Автолитография — литография, в которой печ. форму на литографическом камне, цинковой или алюминиевой пластине изготовляет сам художник, в отличие от репродукционной литографии, в которой печ. форму с оригинала художника изготовляют полиграфисты.
Авторская печатная форма - созданная художником печатная форма (эстамп, офорт, линогравюра и пр.), используемая для печатания художественных авторских работ.
Авторский лист - единица измерения объема литературного или любого другого произведения, принятая для учета труда авторов, переводчиков, редакторов, корректоров и др., равная (в России)печатных знаков, 700 строкам стихотворного текста или 3000 см2 иллюстративного материала. Объем а. л. принято считать равным 22 страницам машинописного текста на русском языке при условии емкости страницы 1800 знаков. Печатными знаками считаются буквы, знаки препинания, цифры, различные символы, а также пробельные расстояния между словами. В случаях компьютерного набора текста объем в авторских листах определяется самой программой при условии выключки строк.
Автосклейка - автоматическая склейка бумажных полотен при смене рулонов без остановки рулонной печатной машины.
Автотипия - способ воспроизведения полутоновых оригиналов путем преобразования полутонового изображения в микроштриховое при помощи полиграфических растров или специальных компьютерных программ и использования способа автотипного синтеза цвета, применяемого в полиграфии при воспроизведении цветных полутоновых оригиналов. Процесс анализа - цветоделения цветных изображений проводится фотографическим способом (с использованием растров), электронным методом (с использованием программных и аппаратных средств). При этом, эффект полутонов сохраняется благодаря тому, что темные участки оригинала воспроизводятся более крупными растровыми элементами, а светлые - более мелкими.
Автотипный синтез цвета - воспроизведение цвета в полиграфии, при котором цветное полутоновое изображение формируется разноцветными растровыми элементами (точками или микроштрихами) различных размеров и форм с одинаковой светлотой отдельных печатных красок, но разным характером их наложения (смешанный аддитивно-субтрактивный синтез цвета).
Адденда - то же, что дополнение.
Аддитивный синтез цвета - воспроизведение цвета в результате оптического смешения излучений базовых цветов (красного, зеленого и синего - R, G, В). Используется в мониторах издательских систем при создании цветных изображений на экране, а также при автотипном синтезе цвета в полиграфии.
Акватинта - вид углубленной гравюры, полученной травлением кислотой металлической пластины. Рисунок, выполненный на кальке, переносят на пластину, как правило, накалыванием и слегка травят, затем припудривают порошком смолы с канифолью и подогревают. При этом на пластине образуется мелкое, так называемое, акватинтное зерно. Далее пластину травят в несколько приемов с выкрыванием - от светлых тонов к темным. Создается эффект, близкий к полутоновому рисунку. Этот способ часто применяется в сочетании с офортом, которым воспроизводятся контурные линии и мелкие детали изображения. Может быть использована в качестве печатной формы. Существует несколько способов получения акватинты.
Акватипия - печатание изображений, например, способом высокой печати, водной обезжиренной печатной краской. Оттиски напоминают акварель.
Акклиматизация бумаги - приведение влагосодержания печатной бумаги в равновесное состояние с влажностью окружающего воздуха. Как правило, бумагу выдерживают не менее суток в печатном цехе в подвешенном состоянии или в небольших стопах. Рациональнее выполнять в специальных помещениях. См кондиционирование бумаги.
Акклиматизация печатной краски - приведение температуры печатной краски в равновесное состояние с температурой окружающего воздуха для обеспечения правильного проведения печатного процесса. Краска должна быть доставлена в цех не менее чем за 24 часа до начала печатания тиража. Не рекомендуется загружать в красочный ящик печатной машины краску, только что доставленную из холодного помещения, так как при печатании холодной краской возможно перетаскивание краски на оборотную сторону верхнего оттиска в стопе.
Акут - заостренный знак над буквой, который указывает на произносительное или логическое ударение.
Акциденция - художественные полиграфические работы (бланки, объявления, афиши, визитные карточки, пригласительные билеты и др.), в дизайне которых используются разнообразные декоративно-оформительские элементы, такие как шрифты, линейки, орнаменты и предметно-сюжетные украшения.
Аллигат - перевертыш включающий в себя два издания, каждое из которых начинается со своей стороны, для чтения каждого произведения надо перевернуть.
Альбомный спуск - спуск полос, при котором полосы размещаются короткой стороной к корешку (высота меньше ширины).
Альбомный формат - формат изделия, у которого ширина больше высоты.
Альграфия - способ плоской печати с печ. формы (разновидность литографии).
Амбалаж - материал (плотная бумага), в который упаковывают бумажные рулоны.
Анаглифическая печать - способ воспроизведения объемных изображений на плоскости полиграфическими средствами. Суть его состоит в изготовлении двух изображений одного объекта, сфотографированного с двух точек. Оба изображения печатают на одном листе, каждое своей краской (синей и красной) и с линейным смещением относительно друг друга. Рассматривают полученный двухкрасочный оттиск через цветные очки (для каждого глаза свой цвет). Суммарное изображение на оттиске воспринимается объемным коричнево-черным на светлом фоне.
Аналоговая цветопроба - цветопроба, изготовленная с цветоделенных растрированныхфотоформ (как правило, для способа офсетной и высокой печати) предназначенных к печати. Цветопроба названа «аналоговой» в связи с непрерывным изменением площади растровых элементов при переходе, например, от светов к полутонам.
Анизотропия бумаги - различия в физических и технологических свойствах бумаги, как по ширине и длине, так и по верхней и сеточной сторонам листа.
Анилоксный красочный аппарат - устройство, передающее печатную краску на печатную форму посредством анилоксного красочного валика. Красочный аппарат состоит из двух-трех валиков, очень компактен (его называют еще «коротким» красочным аппаратом). Он обеспечивает равномерную подачу и накат краски на печатную форму, исключает шаблонирование при печатании. Его недостаток - затруднена местная (зональная) регулировка подачи краски. Используется в машинах флексографской печати, одновременно ведутся работы по оснащению такими аппаратами офсетных машин для печатания газет.
Анилоксный красочный валик - цилиндр с выгравированной на его поверхности специальной растровой структурой с углубленными ячейками, которые забирают краску из красочного ящика и передают ее стабильным и равномерным слоем на печатающие элементы печатной формы.
Антиадгезионная бумага - бумага, обработанная кремнийорганическими соединениям, для упаковывания и прокладок липких продуктов.
Антиква - рисунок шрифта, названный так по сходству с рисунками шрифтов античной эпохи, в частности римского архитектурного шрифта начала новой эры, округлый гармоничный изящный шрифт. А. Появилась в конце XV в. в Италии.
Антикоррозионная упаковочная бумага - бумага с водостойким покрытием, иногда без него, содержащая ингибиторы коррозии, для защиты металлических изделий от атмосферной коррозии.
Антиоксиданты - см. замедлители высыхания краски.
Антисиккативы - см. замедлители высыхания краски.
Антология - непереодичный сборник избранных произведений разных авторов, представляющий образцы одного жанра.
Аппарат книги – дополнительные тексты, включаемые в книгу для создания читателю удобств в пользовании ею.
Аппликация на переплетной крышке - прикрепление к переплетному материалу рисунка, высеченного по контуру из другого материала, отличающегося, например, по цвету, фактуре.
Апрош - междусловный пробел (отделяющий одно слово от другого).
Армированная бумага, армированный картон - бумага, картон, упрочненные тканью или нитями в процессе отлива и прессования во влажном состоянии, а также путем склеивания
Ассюре - типографская линейка из 5-6 параллельных тонких горизонтальных прямых или волнистых линий. А. применяется в акциденции, в бланках (для строк, где требуется вписать денежную сумму, т. к. затрудняет подделки).
Астерикс - знак сноски и выноски.
Атлас цветов - систематизированный комплект (набор) разнообразных образцов - цветных эталонов. Предназначен для определения (спецификации, анализа) оттенков цвета предметов посредством визуального сравнения их с эталонными цветами из атласа в условиях одинакового освещения. Оценка цвета предмета сводится к подбору в атласе близкого к нему по цвету образца. Атлас цветов используется при цветовой коррекции и при выборе цвета для фона (пятая краска) при подготовке издания к печати.
Афиша - реклама, одностороннее листовое издание, как правило, крупноформатное, оповещающее о публичном мероприятии и преднаначенное для расклейки.
Ахроматическая гамма - все градации серого цвета - от белого до черного.
Ахроматический синтез - см. минимизация цветных красок.
Ацетилированная бумага - бумага, подвергшаяся частичному ацетилированию с целью придания ей повышенной гидрофобности и термостойкости
Б
Бабашка - пробельный материал длиной 48 пунктов, кеглем 24, 36 и 58 пунктов. Бабашки используются при изготовлении наборных печатных форм высокой печати для образования пробельных участков.
Бактерицидная бумага - биоцидная бумага, содержащая бактерицидные вещества, употребляемая для лечения ран и для упаковывания продуктов с целью предохранения их от заражения бактериями
Баланс «вода-краска» - равновесное соотношение между количествами печатной краски и увлажняющего раствора (см, способ плоской печати), которое обеспечивает оптимальное качество оттиска. Баланс зависит от скорости работы машины, ее конструкции, влажности и температуры воздуха в цехе, структуры и свойств печатной краски, характеристики печатной формы, состава и способа нанесения увлажняющего раствора и краски, свойств запечатываемого материала.
Баланс «по серому» - нормированное соотношение размеров растровых элементов на трех цветоде-ленных растровых фотоформах. Оно позволяет получить на оттиске нейтрально-серый тон из триадных печатных красок при нормализованном процессе печатания (соблюдении норм подачи красок, баланса «вода-краска», давления и др.).
Барабанный сканер - сканер, в котором оригинал устанавливается на внешней поверхности вращающегося цилиндра. Основное преимущество этих сканеров перед плоскостными (планшетными) - высокая скорость сканирования и универсальность (сканирование изображений, изготовленных как на прозрачной, так и на непрозрачной основе).
Барба - дефект в виде зазубрин в штрихах на клише или штампе (след резца или фрезы при гравировке).
Бархатная бумага - декоративная бумага, изготовленная путем нанесения электростатическим способом на бумажную основу ворса из волокон различной длины, для изготовления бумажных изделий
Бастардный кегель - кегль с очком шрифта меньшего кегля.
Белая строка - немой заголовок в виде пробельной строки того же кегля, что и текст, который она разделяет. Б. с. на стыке полос исчезает, и, чтобы избежать этого, текст после нее нередко начинают буквицей или словом, выделенным прописным штифтом.
Белизна бумаги - комплексное свойство бумаги, характеризующее степень приближения к белому по силе его яркости, высокой рассеивающей способности и минимальному цветовому оттенку. Зависит от компонентов бумажной массы (содержания беленой целлюлозы, древесной массы, наполнителей, красителей и др.). Определяется на фотометре, путем сравнения с эталонным образцом.
Белила - белый неорганический наполнитель печатных красок, приготовленный из белых пигментов или красочных лаков и регулирующий интенсивность цвета и печатно-технологические свойства полиграфических красок. Белила выпускаются прозрачными или кроющими и используются как вспомогательные вещества при корректировании свойств печатных красок: они снижают интенсивность их цвета и улучшают печатные свойства.
Бесшвейное скрепление - см. клеевое бесшвейное скрепление.
Библиохром - прием выделения частей справочного издания, упрощающий их поиск, путем печати каждой части на бумаге своего цвета.
Биг -рубчик на картоне или обложечной бумаге, благодаря которому переплетная крышка легче раскрывается, а бумага легче сгибается, например, на буклетах.
Биговка- процесс нанесения прямолинейных углублений - бигов.
Бинар, Бинарный цвет - новый цвет, получаемый на оттиске при печатании двумя красками разных цветов. Например, все оттенки зеленого цвета можно получить на оттиске при наложении в процессе печатания голубой и желтой красок в разных соотношениях.
Биостойкий картон - картон, предназначенный для упаковочных и строительных целей, содержащий антисептирующие вещества, придающие ему стойкость к действию микроорганизмов
Биоцидная бумага - собирательное название для бумаг, содержащих биоцидные вещества и обладающих способностью убивать бактерии (бактерицидная бумага), плесневые грибы (фунгицидная бумага) и насекомых (инсектицидная бумага)
Битумированная бумага - бумага, пропитанная расплавленным битумом. Применяется для изготовления мешков, защитных покровов кабелей, а также в качестве упаковочного и водозащитного материала
Блик - 1) (в оптике) направленное отражение, отблеск света, светлое пятно на поверхности предмета, являющееся местом отражения источника света; 2) (в полиграфии) самые светлые участки на изображении, образующиеся в процессе фотосъемки от источников света. Например, при ночной съемке - фонари, лампы, фары и другие источники света, а также - зеркальные поверхности, капли, стеклянная и серебряная посуда, драгоценные камни, поверхность воды. В местах бликов нет различимых деталей.
Блинт - см. блинтовое тиснение.
Блинтовое тиснение - тиснение плоским штампом без краски и фольги с нагревом или без него. Обычно используется для оформления переплетных крышек изданий, открыток, пригласительных билетов и другой продукции.
Блок - комплект тетрадей или листов, скрепленных в корешке, обрезанный с трех сторон и подготовленный для брошюровки.
Блокообрабатывающий агрегат - машина, состоящая из связанных модулей, выполняющих операции по обработке книжного блока (обжим, проклейку, обрезку, шитье и пр.).
Бобина - катушка, с намотанной на нее лентой технической ткани, марли, бумаги или другого материала, ширина которой определяется размером изготавливаемой детали издания, например, переплетной крышки.
Боргес - название шрифта кеглем 9 пунктов.
Брайлевская печать - способ печати полиграфической продукции для слепых, посредством создания рельефных точек. Определенные комбинации этих точек образуют шрифт Брайля, названный по фамилии изобретателя.
Брайля шрифт - рельефно точечный шрифт для чтения слепыми.
Бриллиант - название самого мелкого полиграфического шрифта кеглем 3 пункта. Используется крайне редко,
Бронзирование оттисков - создание эффекта металлизации нанесением на свежеотпечатанный оттиск порошка бронзы или алюминия. Используется при оформлении открыток, пригласительных билетов и др.
Бронзовая печатная краска - смесь металлического порошка бронзы и связующего вещества. Бронзовые краски в процессе печатания имеют склонность к эмульгированию с увлажняющим раствором. Для предотвращения этого, рекомендуется вести печатание с минимальной подачей увлажняющего раствора и с соблюдением регламентированной изготовителем печатной краски величины рН (величина рН должна быть в пределах 5,6-7,0).
Брошюра - непериодическое издание, объемом от 5 до 48 страниц, в мягкой обложке, в виде сброшюрованных и скрепленных листов печатного материала.
Брошюра со «своей» обложкой -брошюра, у которой в качестве обложки использованы ее первая и последняя страницы.

|
Из за большого объема эта статья размещена на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
