
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Подобным образом работает установка, представленная на рис. 24. Бумажный лист удерживается на печатном цилиндре. Четыре цветоделенных изображения переходят на бумагу с промежуточного цилиндра за четыре оборота. Формирование изображения производится посредством лазера на цилиндре, покрытом фотополупроводниковым слоем, проявление – при помощи переключаемой подачи цветного жидкого тонера на накатные валики.
В схеме, представленной на рис. 25 носителем изображения является лента, на которой при помощи лазера формируется изображение. Отдельные красочные аппараты подводятся последовательно, четырёх красочное изображение собирается на промежуточном цилиндре, а затем переносится на бумагу.
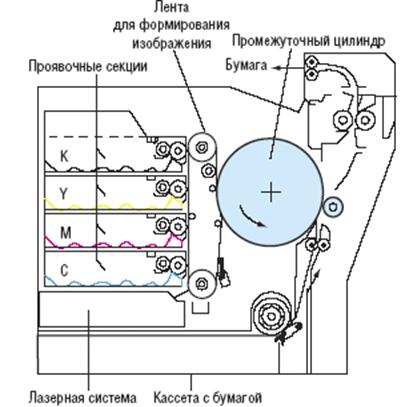
Рис. 25. Цифровое печатающее устройство, использующее ленту как носитель изображения. Сбор и совмещение однокрасочных изображений осуществляется на промежуточном цилиндре.
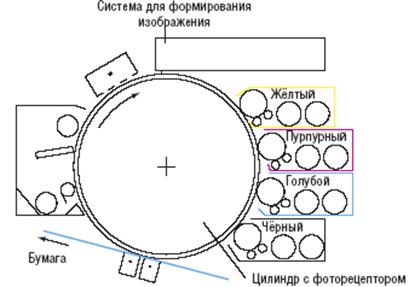
Рис. 26. Цифровое печатающее устройство с планетарным построением печатающего аппарата использующее ленту как носитель изображения. Сбор и совмещение однокрасочных изображений осуществляется на одном цилиндре.
Устройство, изображённое на рис. 26 также основано на электрофотографии. К цилиндру с рецептором могут последовательно подключаться четыре проявочные секции. Особенность этого варианта состоит в том, что однокрасочные изображения собираются и совмещаются непосредственно на цилиндре для формирования изображения, а затем посредством одного печатного контакта переносятся на бумагу.
Системы с несколькими печатными секциями для многокрасочной печати (печать в один прогон). В устройствах с несколькими прогонами, описанными выше, запечатываемый материал или промежуточный носитель должны несколько раз подводиться к одной и той же печатной секции для переноса красящего вещества, что приводит к снижению их производительности.
В устройствах с одним прогоном для каждого цвета установлено собственное устройство для формирования изображения в печатной секции. Для переноса красящего вещества бумага проходит через несколько печатных секций последовательно.
На рис. 27 приведены варианты сбора цветоделенных изображений при многокрасочной печати.
При секционном построении, как показано на рис. 27а, проявленное тонером изображение переносится с фотополупроводникового цилиндра прямо на бумагу. Четыре печатные секции расположены в один ряд
На рис. 27б представлен процесс переноса изображения на бумагу через промежуточные цилиндры.
На рис. 27в цветоделённые изображения собираются на промежуточном носителе-ленте, а затем переносятся на бумагу.
На схеме, показанной на рис. 27г, однокрасочные изображения собираются непосредственно на цилиндре с фоточувствительным слоем, но в противоположность системе, представленной на рис. 26, формирование изображения производится одновременно, а не при четырёхкратном обороте цилиндра, как в системах с несколькими прогонами.
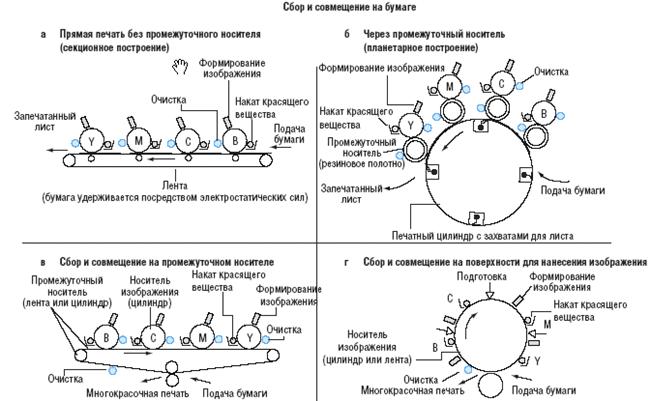
Рис. 27. Конструкции цифровых печатных систем с несколькими печатными секциями, переносящими изображение за один прогон
Современные модели цифровых печатных систем могут предназначаться для двусторонней печати. Для этого они оснащаются либо устройствами для переворачивания листа, либо дополнительными секциями для запечатывания оборотной стороны.
По сравнению с машинами традиционных видов печати цифровые печатные машины обладают рядом особенностей:
1. Экономически выгодна печать малых тиражей. Минимальный тираж составляет один экземпляр, печатание тиражей более 1000 экземпляров является целесообразной только в случае высокой оперативности выпуска продукции.
2. Персонализация - возможность размещения на каждом экземпляре тиража индивидуальных текстовых и иллюстрационных материалов. Причем, персонифицированные издания печатаются за один проход, поскольку постоянная и изменяющаяся часть печатаются одновременно.
3. Существует возможность печати на различных материалах: разных сортах мелованной и немелованной бумаги, самоклеящейся, прозрачной и не прозрачной пленке, особенно в рулонных печатных машинах.
4. Возможность перейти от печати одной работы к другой без остановки машины и практически почти без отходов материала.
5. Цифровые печатные машины не нуждаются в дополнительном устройстве для получения цветопробы. Кроме того, существует возможность «быстрой цветопробы», т. е получения пробного оттиска, не прерывая печати основного тиража.
6. Электронный листоподбор. Электронная подборка позволяет каждое отдельное многостраничное издание тиража печать полностью страница за страницей, в требуемом порядке, что устраняет необходимость последующей подборки.
7. Существует возможность сохранять публикацию в электронной версии в архивах для последующей повторной печати.
8. Основным преимуществом цифровой печати является возможность внесения изменений непосредственно перед печатью, т. к. цифровые данные легко дополнять и корректировать.
9. Возможна печать изображений в определенном месте предварительно запечатанного материала, т. е. возможно впечатывание.
10. К недостаткам применения цифровых машин следует отнести высокую себестоимость, низкую производительность, кроме того, пластичность красочного слоя не позволяет качественного проведения отделочных процессов.
5. Послепечатные процессы
5.1. Отделка листовой продукции
Полиграфическая продукция после печатания подвергается дополнительной отделке, позволяющей разнообразить оформление и улучшить эксплуатационные свойства продукции, а также придать продукции законченный товарный вид. Наиболее часто применяется отделка для этикеточно-упаковочной продукции; книжно-журнальных обложек, вкладок и вклеек, суперобложек; репродукций картин; художественных открыток; грамот; почтовых марок, рекламных изданий.
Лакирование оттисков — процесс отделки поверхности бумаги слоем лака, который в результате испарения растворителей образует гладкие прозрачные пленки толщиной 20–40 мкм. Лаки, используемые в полиграфическом производстве, представляют растворы пленкообразующих веществ (например, полимеров) в органических растворителях или в воде. Лаки должны обладать хорошей адгезией к бумаге и красочному слою, быть химически нейтральными к ним, не вызывать изменения цвета изображения оттиска и не изменять свои свойства под воздействием окружающей среды.
Состав лака выбирается в соответствии со свойствами лакируемой продукции.
Для лакирования оттисков могут использоваться как специальные машины, так и секции, работающие «в линию» с офсетными печатными машинами.
Припрессовка пленки к оттискам — термический процесс нанесения на одну или две стороны оттиска, бумаги или картона прозрачной полимерной пленки со слоем клея или без него. Пленка улучшает внешний вид, надежно защищает от сырости и грязи, повышает прочность и долговечность. Для этого используются специальные машины.
Ламинирование — покрытие листа бумаги или картона слоем расплавленного полимера, который после затвердевания образует пленку.
Печатание металлизированными красками, тиснения (бескрасочные и фольгой).
Для улучшения зрительного эффекта некоторой печатной продукции (поздравительные открытки, книжно-журнальные обложки, этикетки, рекламные издания, и пр.) на оттисках получают изображения, имитирующие цвет благородных металлов. Этот эффект достигается печатанием металлизированными красками, бронзированием оттисков или теснением металлизированной фольгой.
Печатание металлизированными красками, этот способ аналогичен печатанию обычными красками и проводится с использованием обычных печатных машин красками, содержащими мелкодисперсные порошки бронзы или алюминия. Для достижения требуемого эффекта сначала наносится грунтовое изображение (желтое или серо-голубое), а поверх него печатают металлизированными красками с тех же печатаных форм.
Бронзированние оттисков — процесс нанесения на отдельные участки изображения оттиска мелко дисперсного порошка бронзы или алюминия, которые имитируют благородные металлы. После получения основного печатного изображения и закрепления краски традиционными способами печати наносят грунтовое изображение. Не давая высохнуть этому изображению, на поверхность наносят в избытке металлизированный порошок (величина его частиц не превышает 20–60 мкм). Его частицы прилипают к слою грунтовой краски, а избыток порошка удаляется. Оставшийся порошок после высыхания грунтовой краски прочно удерживается на ней. Для закрепления эффекта и предохранения слоя от внешних воздействий, бронзированные оттиски лакируют, при этом увеличивается яркость изображения.
Бронзированние оттисков производят в специальных машинах, работающих автономно либо «в линию» с обычной печатной машиной.
Бескрасочное тиснение — это процесс получения изображений за счет деформации оттисков под воздействием давления и нагревания. Для отделки оттисков применяют только рельефное тиснение, в результате которого изменяют фактуру всей поверхности или делают рельефными отдельные участки изображения.
В первом случае процесс называют гренированием (придание поверхности, какой либо фактуры) и осуществляют в каландрах.
Во втором случае процесс называют рельефным или конгревным тиснением, применяющимся для отделки листовой продукции и переплетных крышек.
Тиснение металлизированной фольгой — это процесс горячего переноса при определенном давлении металлизированной пленки с промежуточной основы на оттиск.
5.2. Брошюровочные и брошюровочно-переплетные процессы
Брошюровочными процессами — называют совокупность операций по изготовлению из отдельных отпечатанных листов и других элементов единицы тиража издания, заключенного в обложки, или изготовлению блоков для книг, выпускаемых в переплетных крышках.
К этим процессам относятся:
· изготовление тетрадей (обработка отпечатанных листов: разрезка на части, фальцовка, приклейка дополнительных элементов);
· комплектовку из отдельных тетрадей книжно-журнальных блоков или всего издания из тетрадей и обложки;
· соединение блоков с обложкой и их трехсторонняя обрезка.
Переплетными процессами называется совокупность операций по обработке изготовленных книжных блоков (их обрезка, изменение формы корешка и приклеивания к нему необходимых элементов), изготовлению переплетных крышек и их отделку, а так же соединения крышек с блоками, окончательную отделку книг.
Поскольку конечной продукцией технологического процесса являются книги, брошюры, журналы, необходимо уточнить данные понятия с точки зрения их конструкции и полиграфического изготовления.
Брошюрой называется издание, в котором имеются два основных элемента: блок и бумажная обложка.
Книгой в твердом переплете называется издание, в котором имеется три основных элемента: блок, прошедший специальную обработку; переплетная крышка, в которую вставляется блок; форзац, соединяющий блок с переплетной крышкой.
Брошюры и журналы форзаца не имеют, так как бумажная обложка либо приклеивается непосредственно к корешку блока, либо прошивается вместе с блоком. Журнал имеет такой же технологический процесс изготовления, как и брошюра.
Издания, не имеющие форзаца, в зависимости от их объема могут быть двух видов: тонкие — объемом не более 64 страниц и толстые — имеющие объем более 64 страниц.
Издания малого объема (до 80 страниц) и большого объема (свыше 80 страниц) имеют разный технологический процесс изготовления.
Для полного представления процесса изготовления брошюр, журналов и книг все технологические операции объединены в схемы. Процесс изготовления готовой продукции дан из тетрадей, т. е. процессы сталкивания, разрезки и фальцовки листов текста в схемах не указан.
Схема технологического процесса изготовления изданий малого объема:
1. Комплектовка блока (с обложкой и иллюстрациями).
2. Шитье брошюры вместе с обложкой.
3. Обрезка брошюры с трех сторон.
Схема технологического процесса изготовления изданий большого объема:
1. Комплектование тетрадей (с приклеенными иллюстрациями) в блок.
2. Скрепление блока (швейное или бесшвейное).
3. Крытье блока обложкой (нарезанной по формату).
4. Обрезка брошюра с трех сторон.
Приклеивание иллюстраций к тетрадям перед комплектовкой блока производится только при швейном скреплении. При бесшвейном скреплении иллюстрации комплектуются при формировании блока. Следует отметить, что в некоторых изданиях иллюстрации располагаются компактно, лист с отпечатанными иллюстрациями фальцуют и получают целую тетрадь. Такая тетрадь помещается в блок среди тетрадей текста, что позволяет избежать операции приклеивания иллюстрации к тетрадям.
Схема технологического изготовления книжных изданий, сшитых нитками в твердой переплетной крышке:
1. Комплектовка блока (на эту операцию кроме обычных тетрадей подаются тетради с приклеенными форзацами и иллюстрациями).
2. Шитье блока нитками (потетрадное).
3. Обжим корешка блока.
4. Заклейка корешка блока.
5. Сушка корешка блока и повторный обжим.
6. Обрезка блока с трех сторон.
7. Закраска обрезов (если предусмотрено).
8. Кругление корешка блока и отгибка корешковых фальцев.
9. Приклейка ленточки закладки (если предусмотрено).
10. Наклейка марли (при шитье без марли), каптала и оклейка корешка бумагой.
11. Вставка блока в переплетную крышку (на эту операцию подаются готовые переплетные крышки).
12. Прессование готовых книг.
13. Штриховка книг.
14. Завертывание книг в суперобложку (если предусмотрено).
Схема технологического процесса изготовления книжных изданий, скрепленных бесшвейным способом, в твердой переплетной крышке:
1. Комплектовка блока (на эту операцию кроме обычных тетрадей подаются тетради с приклеенными форзацами, а иллюстрации комплектуются как самостоятельные тетради).
2. Бесшвейное скрепление блока.
3. Окантовка корешка.
4. Сушка корешка после нанесения клея.
5. Обрезка блока с трех сторон.
В данном случае издания изготовляются по сокращенной технологии, так как операции по обработке корешка блока не являются необходимыми.
Схема изготовления переплетных крышек:
1. Раскрой материалов для крышки (картон, ткань, бумага).
2. Изготовление переплетной крышки (соединение деталей крышки).
3. Отделка переплетной крышки (нанесение на поверхность крышки рисунка и текста).
5.2.1. Брошюровочно-переплетное оборудование
Для выполнения брошюровочно-переплетных процессов используют большую номенклатуру оборудования, различающегося по назначению, степени автоматизации, технологическим возможностям и производительности. Широкое применение получили не только однооперационные машины, но и многооперационные машины и агрегаты, а так же автоматические поточные линии.
Современное основное брошюровочно-переплетное оборудование в зависимости от вида обрабатываемой продукции разделяется:
1. Пооперационное оборудование:
· машины и автоматы для обработки отпечатанных листов: одноножевые бумагорезальные, фальцевальные и подборочные;
· машины и аппараты для обработки тетрадей: швейные, приклеечные и окантовочные, паковально-обжимные;
· машины для обработки блоков: трехсторонние резальные, круглильные и кашировальные, одноклеечно-каптальные, бесшвейного скрепления;
· машины и автоматы для изготовления переплетных крышек и их оформления; картонно и бобинорезальные; крышкоделательные; для тиснения и печатания на переплетных крышках;
· машины и автоматы для соединения блоков с крышками и обложками для и окончательной отделки книг: книговставочные, штриховально-прессовальные, для покрывания суперобложкой, для крытья блоков обложками;
· машины для упаковки книжно-журнальных изданий.
2. Агрегаты и автоматические поточные линии:
· блокообрабатывающие агрегаты;
· вкладочно-швейно-резальные агрегаты;
· поточные брошюровочные автоматические линии для изготовления книг в обложках с использованием бесшвейного скрепления блоков;
· поточные переплетные автоматические линии для изготовления книг в переплетных крышках с использованием швейного скрепления блоков;
· поточные переплетные автоматические линии для изготовления книг в переплетных крышках с использованием клеевого скрепления блоков;
· агрегаты для изготовления и отделки переплетных крышек;
· автоматические упаковочные линии;
· печатно-брошюровочные автоматические линии;
· печатно-брошюровочно-переплетные автоматические линии;
Брошюровочно-переплетные материалы
Для выполнения брошюровочно-переплетных процессов - сшивания, склеивания, изготовления форзацев, обложек, переплетных крышек используют брошюровочно-переплетные материалы:
· картон для изготовления обложек, переплетных крыше и их сторонок, а так же футляров книг и упаковки книг;
· форзацевая и обложечная бумага;
· покрывные материалы для изготовления переплетных крышек и обложек;
· материалы для скрепления изданий и блоков и упрочнения корешка блоков — нитки, проволока, корешковый материал (марля), каптальная лента;
· материалы для тиснения и печатания на переплетных крышках – фольга и краски;
· переплетные клеи, используемые для различных операций склеивания, в том числе для скрепления блоков;
Переплетный картон отличается от бумаги, прежде всего, большой толщиной (0,5–3,0 мм) и массой (более 250 г/м2). В брошюровочно-переплетном производстве применяют несколько видов картона, различающихся техническими показателями (толщиной, характером поверхности, массой волокнистым составом) и назначением. Выпускается несколько марок переплетного картона (в том числе и цветной картон) из древесной массы с добавлением других волокнистых материалов. Он используется для изготовления сторонок, а некоторые его сорта для цельнокартонных переплетных крышек. Такие крышки изготавливают из очень гибкого, прочного, лощеного, тонкого (0,35–1,2 мм) картона, называемого прессшпаном. Он имеет обычно цвет естественного волокна (реже окрашенный) и изготавливается из целлюлозы и целлюлозы с добавлением макулатуры.
Обложечные бумаги. Обложечная бумага (как и форзацная) характеризуется большой механической прочностью на излом и разрыв, стойкостью к скручиванию при одностороннем нанесении клеевых растворов, стойкостью к проникновению клея на оборотную сторону, минимальной усадкой при высыхании клея, светостойкостью. Широкий ассортимент обложечной бумаги различается массой (80–200 г/м2), композицией, цветом (белые, окрашенные), характером поверхности (матовые, лощеные, гренированные). Эти бумаги используются для изготовления переплетных крышек и обложек.
Покровные материалы, применяемые для изготовления переплетных крышек, в отличии от обложечной бумаги обычно представляют собой какую-либо основу с нанесенными слоями, изменяющими ее декоративные, прочностные и другие показатели. От вида основы зависят прочностные свойства и оформительские возможности материала, а так же его стоимость. Материалы могут быть на бумажной, тканевой основе (переплетные ткани) и на нетканой основе (волокон, связанных клеящим веществом). Все покровные материалы, называемые в производстве переплетными материалами, выпускаются в идее рулонов различной ширины.
Материалы на бумажной основе представляют собой прочную целлюлозную бумагу, на одну сторону которой нанесено полимерным покрытием: поливинилхлоридным, полиамидным, латексным и др. Бумажные материалы с полимерным покрытием по сравнению с обложечной бумагой обладают значительно большей механической прочностью, стойкостью к внешним воздействиям, они более эффективны и дешевле переплетных тканей.
Переплетные ткани — это наиболее прочный и долговечный, но дорогой покровный материал, представляющий собой хлопчатобумажную ткань с нанесенным на одну или обе стороны покрытием. Наибольшее применение получили коленкор, штапельная переплетная ткань, и ледерин, отличающиеся друг от друга, прежде всего, покрытием.
Переплетные материалы на нетканой основе представляют собой нетканое клееное полотно с крахмально-клеевым или нитроцеллюлозным покрытием. Для производства клееного полотна используют различные по химической природе волокна, не пригодные к прядению или их отходы. Они пропитываются составом на основе синтетических латексов, высушиваются и каландрируются. Нетканые материалы могут быть различного цвета толщины и жесткости. Они обладают высокой прочностью, имеют оригинальную фактуру поверхности и дешевы.
Пластмассовый листовой материал на основе полиамида — пластикат используется для изготовления обложек и переплетных крышек. Он выпускается разным по толщине, жесткости, цвету и фактуре поверхности. Благодаря его термопластичности, детали крышек можно соединять методом высокочастотной сварки без клея. Изготовленные обложки и крышки обладают большой прочностью, износостойкостью и эстетическими характеристиками.
Переплетные клеи представляют собой растворы, расплавы или водные дисперсии полимеров. Клеи используются в брошюровочно-переплетном производстве на следующих операциях: присоединение дополнительных элементов (форзацев, вклеек и др.) к сложным тетрадям; дополнительное скрепление сшитых книжных блоков; приклейка к корешку книжного блока некоторых элементов – каптала и др.; изготовление (сборка) сложных переплетных крышек (за исключением пластмассовых); соединение обложек и переплетных крышек с блоками.
Процесс склеивания сопровождается переходом клеящего раствора из жидкого состояния в твердое, образуя прочную клеевую пленку, соединяющую склеиваемые поверхности. В брошюровочно-переплетных процессах обычно склеиваются волокнистые (пористые) материалы: бумага, картон, ткани. В этих случаях жидкое клеящее вещество проникает в поры материала, закрепляется на нем и образует пленку между склеиваемыми материалами. Скорость пленкообразования имеет большое значение особенно при выполнении операций на высокопроизводительном механизированном и автоматизированном оборудовании. Охлаждение термоклея происходит мгновенно, а для ускорения высыхания других клеев применяют сушильные устройства.
Конкретные операции брошюровочно-переплетных процессов требуют применения клея со строго определенными свойствами, что не позволяет применять универсальный клей. В связи с эти применяется несколько типов переплетных клеев, различающихся составом, свойствами и стоимостью. Наибольшее применение получили переплетные клеи на основе синтетических полимеров (поливинилацетатная дисперсия, латекс, термоклей и др.) Реже используются термоклеи на основе растительного (крахмал, декстрин) и животного (костный клей) происхождения.
Поливинилацетатная дисперсия (ПВА-дисперсия) или поливинилацетатный клей, — это гетерогенная система, являющаяся продуктом полимеризации винилацетата в водной среде в присутствии эмульгаторов и инициаторов. Этот клей обладает сильным прилипанием к материалам, стабильностью свойств в течении длительного времени, сравнительно быстро высыхает и образует эластичную пленку. Его используют при комнатной температуре (в виду низкой морозоустойчивости) на разных операциях (клеевое скрепление блоков, заклейка корешков сшитых книжных блоков и др.). Кроме ПВА-дисперсии, для многих переплетных операций используют латексный (бутадиенстирольный) клей. Этот клей характеризуется большой клеящей силой и эластичностью клеевой пленки.
Карбоксилметилцеллюлозный клей — водный раствор натриевой соли карбоксилметилцеллюлозы (Na КМЦ) — заменитель крахмального клея. Он характеризуется хорошей клеящей силой, эластичностью клеевой пленки, стабильностью свойств при хранении и др., но скорость высыхания его ниже, чем у других клеев.
Термопластический клей (термоклей) — это синтетические плавкие полимерные композиции, изготовленные, например, на основе сополимера этилена с винилацетатом. Выпускается в виде гранул. Клей при комнатной температуре находится в твердом состоянии, а при нагревании (до 130–180 0С), расплавляясь, становится текучим и липким. При охлаждении он почти мгновенно застывает, образуя достаточно эластичную и прочную клеевую пленку. Термоклеи наносят на склеиваемый материал в виде расплава или припрессовывают в виде пленок. Они используются на высокопроизводительном оборудовании для бесшвейного скрепления блоков и других операций.
Выбор того или иного клея и его рецептуры определяют в зависимости от свойств склеиваемого материала, режимов операций технологических процессов, производительности применяемого оборудования.
5.4. Производство изданий в обложках
Производство изданий в обложках в зависимости от конкретных условий (формат и объем издания, величина тиража, техническая оснащенность предприятия и др.) может осуществляться на операционном оборудовании или на автоматизированных поточных линиях.
Блоки брошюр, журналов и книг комплектуются из простых или сложных отдельных тетрадей. Простые тетради представляют собой отпечатанные с двух сторон бумажные листы, сфальцованные в два, три или четыре сгиба. Сложные тетради изготавливаются из простых тетрадей, присоединяя к ним дополнительные детали; вклейки и другие элементы, отпечатанные отдельно, а также форзацы, необходимые для книг в переплетных крышках.
Издания, выпускаемые в обложках, чаще всего комплектуются из простых тетрадей. Эти тетради, в зависимости от типа печатного оборудования, получают непосредственно на рулонных печатных машинах, снабженных фальцаппаратом или в процессе обработки листов, отпечатанных на листовых машинах. В последнем случае изготовление тетрадей складывается из операций: резка отпечатанных листов на части, их фальцовка и прессование полученных тетрадей.
Резка отпечатанных листов. Необходимость резки отпечатанных листов на требуемое число частей возникает, когда из одного листа получают несколько тетрадей. Например, если при формате издания 84х108/32 нужно получить 16 – страничные тетради, то эти листы разрезают на четыре части, т. к. каждый запечатанный бумажный лист в данном случае содержит 64 с. (по 32 с. с лица и оборота). Для разрезки отпечатанных и чистых печатных листов, а также их подрезки (придания требуемых размеров и прямоугольной формы) применяют одноножевые бумагорезальные машины. Они различаются, прежде всего, длиной реза до 168 см и высотой разрезаемой стопы до 13–15 см, обеспечивающие высокую точность резания, большую производительность и безопасность работы.
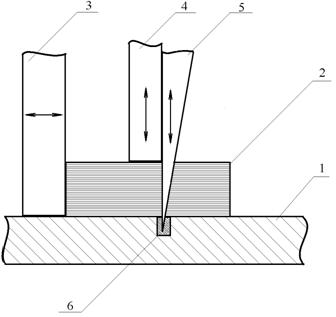
Рис. 1. Схема устройства резального станка
Эти машины (рис. 1) состоят из горизонтального стола – талера (1), на который укладывают стопы разрезаемых листов (2); подавателя (затла) (3), служащего для установки стопы на заданный размер отреза; прижима (балки) (4); стального ножа (5), совершающего сабельное или сабельно-вертикальное движение; станины; привода; механизмов предохранительных устройств для безопасности работы.
Технология резки стопы листов сводится к следующему. После соответствующей подготовки машины небольшая стопа листов укладывается на стол машины и придвигается вплотную к затлу. При включении машины на рабочий ход на стопу сначала опускается прижимная балка, предохраняющая листы от смещения во время резки. Затем опускается нож, разрезая стопу на две части.
В целях обеспечения надлежащей резки нижних листов нож опускается ниже поверхности стола и входит в специальную планку (полимерный марзан) (6), находящийся в прорези стола. После первого реза нож и вслед за ним балка поднимаются в верхнее положение. Разрезанные стопы в случае необходимости передвигаются в новое положение или поворачиваются на 900 и вновь разрезаются таким же образом. Готовая продукция снимается со стола машины и укладывается ровными стопами на стеллажи.
Фальцовка листов и прессование тетрадей. Фальцовка — это операция получения заданного формата и конструкции тетради сгибанием листа в определенном порядке с образование и фиксированием сгибов.
а б
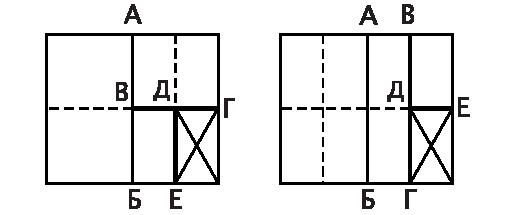
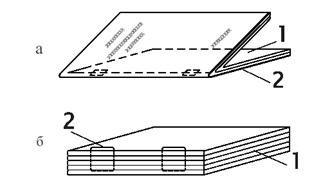
Рис. 2. Основные варианты трехсгибной фальцовки тетрадей
а — перпендикулярная; б — комбинированная;
В зависимости от количества сгибов их взаимного расположения и положения на листе, применяют различные варианты фальцовки. По числу сгибов фальцовка может быть одно-, двух-, трех-, и четырехсгибной. При этом, соответственно, получают тетради объемом в 4, 8, 16 и 32 страницы.
В зависимости от взаимного расположения последующих сгибов в тетради существуют несколько вариантов фальцовки: перпендикулярная (рис. 2), когда каждый последующий сгиб перпендикулярен предыдущему (например, лист фальцуется по линии АБ, затем ВГ и ДЕ); параллельная, когда один лист параллелен другому; комбинированная, т. е. с разным сочетанием параллельных и перпендикулярных сгибов.
Сгибы на листе чаще всего располагаются по оси симметрии, образуя в тетради страницы одинаковых размеров. Но для выполнения последующих автоматизированных операций (шитье и комплектовка изданий вкладкой) делают один сгиб в стороне от оси симметрии листа или его доли. Например, при незначительном (на 4–5 мм) смещении последнего сгиба ДЕ получается тетрадь со шлейфом, т. е. одна половина немного шире другой.
Вариант фальцовки выбирают для каждого конкретного случая заранее, при проектировании формных и печатных процессов в зависимости от назначения издания, его объема, формата, величины тиража, толщины бумаги. Для книжно-журнальных изданий, отпечатанных на листовых машинах, наибольшее применение получила перпендикулярная трех - и четырехсгибная фальцовка.
В один сгиб фальцуют форзацы, обложки, вклейки, накидки, а в два – листы изданий, отпечатанные на плотной (толщиной свыше 120 мкм) бумаге. Параллельная фальцовка применяется сравнительно редко — для некоторых детских изданий, карт, схем и др. Комбинированную фальцовку используют для изданий альбомного типа и для книжных тетрадей, получаемых на рулонных печатных машинах.
Фальцовка листов осуществляется на автоматических фальцевальных машинах различных типов. Машина (рис.3) включает: самонаклад, соединенные между собой фальцевальные аппараты (1–4 шт.), приемку или приемно-прессующее устройство. Отпечатанные листы, подаваемые по очереди самонакладом (1), последовательно проходят через фальцевальные аппараты (2) и выходят в виде непрерывного потока сфальцованных тетрадей на приемное устройство или формируются в пачки премно-прессующим устройством (3).
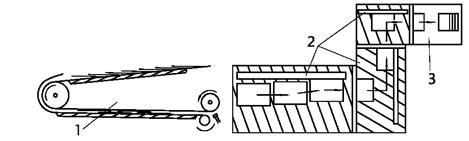
Рис. 3. Схема устройства кассетного фальцевального автомата
В каждом аппарате на месте будущего сгиба формируется петля, которая захватывается и уплотняется вращающимися валиками, в результате чего происходит деформация бумаги и образуется сгиб. По способу фальц образования автоматы подразделяются на ножевые, кассетные и комбинированные – кассетно-ножевые. Кроме того, они различаются в зависимости от числа фальцевальных аппаратов и формата фальцуемых листов.
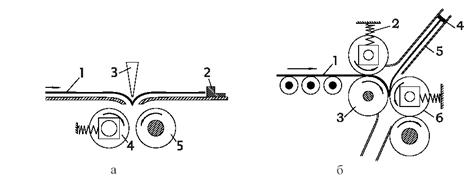
Рис. 4. Схемы фальцевания.
а — ножевым способом:
1 — лист, 2 — упор, 3 — нож, 4,5 — фальцующие валики;
б — кассетным способом:
1 — лист, 2,3,6 — фальцующие валики, 4 — кассета, 5 — упор
В ножевых автоматах сгиб образуется в каждом фальцаппарате с помощью тупого ножа и фальцующих валиков. Лист, двигаясь по столу аппарата (рис. 4), доходит до упора и останавливается. В этот момент опускается нож, под действием которого лист прогибается через прорезь стола и захватывается непрерывно вращающимися фальцующими валиками и уплотняется. Эти автоматы дают высокую точность фальцовки бумаги любого вида, но позволяют получать только перпендикулярную фальцовку.
В кассетных автоматах каждый сгиб образуется при помощи фальцующих валиков и кассеты. Лист направляется вращающимися валиками в кассету. Дойдя до упора, передняя кромка листа останавливается, но подающие валики продолжают перемещать оставшуюся часть листа. Благодаря этому лист изгибается и образуется петля, которая захватывается вращающимися фальцующими валиками и уплотняется. На кассетных автоматах можно получать гораздо больше вариантов фальцовки, чем на ножевых автоматах; скорость их работы выше (до 10 тыс. циклов в час), но точность фальцовки несколько ниже. Несмотря на это, кассетные автоматы получили большее применение.
Комбинированные фальцевальные автоматы обычно включают для получения первых сгибов листа кассетные аппараты, а последующих ножевые аппараты. Такая комбинация аппаратов обеспечивает лучшее качество фальцовки по сравнению с кассетными автоматами при высокой производительности. Для фальцовки обложек и форзацев используют малоформатные кассетные или комбинированные автоматы.
После фальцовки тетради, как правило, подвергают прессованию, в результате чего происходит закрепление остаточных деформаций бумажных волокон в местах сгибов, т. е. их фиксация, а также удаляется воздушная прослойка между листами тетради.
Комплектовка изданий и блоков. Комплектовка блока — это его сборка из отдельных тетрадей, обеспечивающая порядковую нумерацию страниц всего издания. Существует два способа комплектовки: вкладкой и подборкой. Выбирают способ при проектировании конструкции издания и технологии изготовления печатных форм, последняя предусматривает для каждого из этих способов комплектовки разные спуски полос.
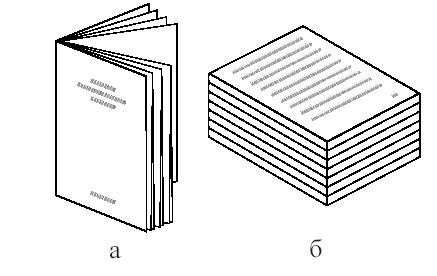
Рис. 5. Виды комплектовки блоков:
а — вкладкой, б — подборкой.
Комплектовка изданий вкладкой. При этом способе (рис. 5) тетради вкладывают одна в другую, а за тем их помещают в обложку, т. е. комплектуется все издание. Этот способ комплектовки широко используется при изготовлении малообъемных, простых по конструкции книжно-журнальных изданий с кратким сроком службы. Он обеспечивает простоту изготовления изданий малым количеством операций.
Комплектовка блоков подборкой. Книжно-журнальные блоки для соединения их после скрепления с обложкой или переплетной крышкой комплектуют обычно подборкой – тетради накладывают последовательно друг на друга в стопку. Этот способ позволяет комплектовать блоки любого объема, использовать различные способы их скрепления и по-разному обрабатывать корешки блоков.
Комплектовка блоков изданий средних, больших и массовых тиражей ведется на подборочных автоматических машинах, а блоки малых тиражей часто подбирают вручную с использованием некоторых механизированных приспособлений. Подборочная (часто называется листоподборочная) машина (рис. 6) состоит из ряда однотипных подборочных секций (1), вдоль которых перемещается подборочный транспортер (2). Каждая из секций имеет магазин для тетрадей и механизмы их подачи из магазина на транспортер. Число секций в машине обычно от 12 до 36.
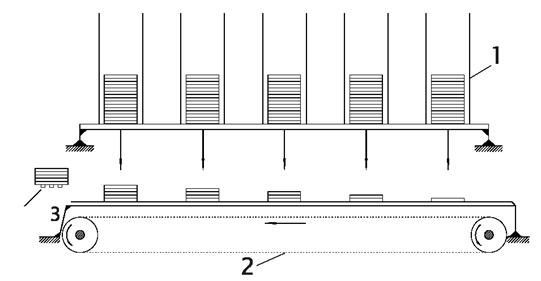
Рис. 6. Схема комплектовки блоков на подборочной машине
В магазины загружают стопки тетрадей в порядке последовательности их комплектовки. Во время работы транспортер непрерывно движется, механизмы подачи предают на него одновременно из всех магазинов по одной обычно нижней тетради. За время одного цикла работы машины транспортер совершает путь от одного магазина к другому. При этом наложенные на него тетради оказываются напротив очередных магазинов (первая тетрадь – против второго, вторая против третьего и т. д.). Таким образом, в конце образуется подобранный блок, который выводным устройством предается на приемный стол (3). Правильность подборки автоматически контролируется по корешковым меткам тетрадей.
Скрепление изданий и блоков.
После обрезки готового блока, или издания, все его листы должны прочно удерживаться в корешке. Этого достигают скреплением, от которого во многом зависит прочность, долговечность изделия и удобство пользования им. В брошюровочном производстве применяют разные способы скрепления изданий и блоков, разделяющиеся на две группы:
· потетрадные, когда каждая тетрадь скомплектованного подборкой блока последовательно, одна за другой, подшивается через фальц и скрепляется друг с другом;
· поблочное, когда скомплектованное вкладкой издание, или подборкой блок, скрепляется за один рабочий цикл (например, подшивается через весь блок).
Поблочное скрепление более производительно, чем потетрадное и экономические показатели его возрастают при увеличении объема изданий. Потетрадное скрепление может быть выполнено швейным способом, а поблочное как швейным, так и бесшвейным клеевым и комбинированным (швейно-клеевым) способом. Швейное скрепление осуществляется проволокой, или нитками, а бесшвейное в большинстве случаев клеем.
Способ скрепления для конкретного издания определяется при проектировании технологии изготовления, в зависимости от объема, формата и назначения издания, а также технической оснащенности предприятия и других условий.
Поблочное шитье проволокой используется обычно для изданий малого и среднего срока службы и проводится двумя способами внакидку и втачку. Издания, скомплектованные вкладкой (рис. 7), сшиваются внакидку. При этом проволочные скобы проходят через сгиб корешка обложки и загибаются внутрь издания. Данный способ предназначен для брошюр и малообъемных журналов.
|
|
Рис. 7. Способы шитья изданий и блоков а — шитье в накидку: 1 — блок, 2 — обложка; б — шитье в тачку: 1 — блок, 2 — проволочные скобы. |
Блоки, скомплектованные подборкой, сшивают втачку. Блок прошивают проволочными скобами на некотором расстоянии (4–5 мм) от края корешка. Однако при этом уменьшаются размеры корешковых полей, и не обеспечивается удобное открывание издания. Этот метод скрепления предназначен для изданий среднего объема, выпускаемого в обложках.
Для шитья проволокой применяют различные проволокошвейные машины, работающие отдельно или в линию с печатными машинами.
Шитье нитками – наиболее распространенный способ потетрадного скрепления блоков среднего и большого объема, особенно для изданий, выпускаемых в переплетных крышках. Книжные блоки, сшитые этим способом, наиболее прочны и долговечны. Нитками можно сшивать и поблочно — внакидку и втачку. В первом случае (рис. 8) малообъемное издание, скомплектованное вкладкой, прошивается непрерывным швом по всему сгибу. Этот способ обеспечивает большую прочность по всей длине корешка.
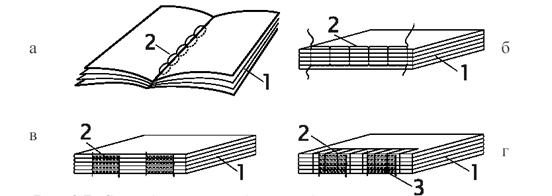
Рис. 8. Способы шитья тетрадей и блоков нитками
а) 1 — малообъемное издание, скомплектованное вкладкой;
2 — непрерывный шов по всему сгибу.
б) 1 — блок скомплектованный подборкой;
2 — шов в тачку.
в) 1 — блок из тетрадей;
2 — стежки, сшивающие тетрадь через корешковые сгибы.
г) 1 — блок из тетрадей;
2 — стежки, сшивающие блок на корешковом материале
3 — корешковый материал (например, марля).
Во втором случае блок, скомплектованный подборкой, прошивается швом втачку, отступая от края (4–5 мм) вдоль всего корешка. Этот способ, по сравнению с потетрадным шитьем нитками, более экономичен и обеспечивает прочное скрепление.
При потетрадном шитье нитками тетрадь прошивается через корешковый сгиб и скрепляется с предыдущей тетрадью теми же нитками. Таким же способом можно сшивать блоки на корешковом материале, например, марле. Такие способы шитья используются при выпуске книг в переплетных крышках, а шитье без корешкового материала применяют для изданий, выпускаемых, как в обложках, так и в переплетных крышках.
Потетрадное шитье блоков проводится на ниткошвейных машинах, подразделяющихся по степени автоматизации выполняемых операций:
· полуавтоматы с ручной подачей тетрадей в швейное устройство и ручными выполнением некоторых других операций;
· автоматы с автоматической подачей тетрадей и программным управлением.
Те и другие машины могут быть как универсальными с большими технологическими возможностями, так и специализированными, предназначенными для определенного варианта шитья изданий с более ограниченным форматом.
Бесшвейное скрепление — поблочный метод. Блоки скрепляются с помощью различных механических устройств или клеевыми пленками. Механическое скрепление пружинами, замками-зажимами, спиралями, гильзами-обоймами основано на использовании упругих сил изогнутых пластин и спиралей. Этот способ используется для скрепления альбомов, каталогов, настенных календарей, проспектов и другой рекламной продукции.
Бесшвейное клеевое скрепление блоков стало возможным благодаря созданию синтетических клеев с необходимыми для этих целей свойствами: быстрым закреплением, эластичностью и прочностью получаемой пленки.
Швейно-клеевое скрепление — это клеевое скрепление блоков, скомплектованных подборкой из тетрадей, предварительно прошитых термонитями. Тетради прошиваются при их фальцовке на специализированных фальцевальных автоматах кассетного или комбинированного построения со встроенным швейным устройством пред последней фальцевальной секцией. Фальцуемая тетрадь перед последним сгибом попадает в швейное устройство, в котором по линии будущего третьего сгиба прошивается синтетическими термоплавкими нитями. Из скрепленных тетрадей комплектуются книжные блоки, которые проклеиваются клеем, а блоки для книг в переплетных крышках окантовываются упрочняющим материалом. Швейно–клеевой способ применяется для книг, выпускаемых в переплетных крышках. По сравнению с шитьем нитками он менее трудоемок, хотя прочность уступает продукции, сшитой нитками.
Соединение блока с обложкой и обрезка изданий. Операция соединения блоков с обложками называется крытьем блока обложкой. Оно может быть трех видов: внакидку, обыкновенное и вроспуск (рис. 9).
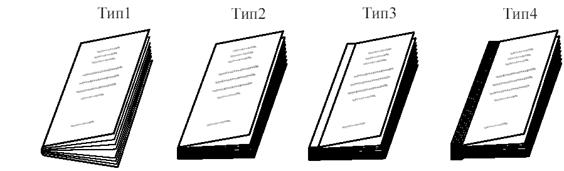
Рис. 9. Виды конструкций изданий в обложках.
Крытье внакидку (тип 1) осуществляется в процессе комплектовки и сшивания изданий проволокой или нитками.
При обыкновенном крытье (тип 2) обложка приклеивается только к корешку блока, но при малом объеме блока не дает нужной прочности соединения.
Крытье вроспуск (тип 3), обеспечивает повышенную прочность, так как обложка приклеивается не только к блоку, но и к крайним его страницам на 5–7 мм. Кроме того, закрываются скобы у блоков, сшитых проволокой втачку.
Обложки изготавливают из печатной или обложечной бумаги и других материалов — бумаги с полимерным покрытием и нетканых материалов. В зависимости от применяемых для обложек материалов и оформления издания производится печатание обложек и различные способы их отделки: лакирование, припрессовка синтетических прозрачных пленок и др. При использовании для обложек толстых и жестких материалов обложки подвергают биговке.
Крытье блоков обложками осуществляется на специализированном оборудовании, работающем отдельно и в линию с другим технологическим оборудованием.
Обрезка изданий с трех сторон. Книги, брошюры и журналы обрезаются вместе с обложкой для придания им эксплуатационных свойств и улучшения внешнего вида. Обрезку проводят обычно на трехножевых резальных машинах, обрезающих пачку изделий с трех сторон за один рабочий цикл. Эти машины различаются по технологическим возможностям, степени механизации и автоматизации и другим признакам.
Упаковка готовых изданий необходима для удобства и надежности их транспортировки. В зависимости от назначения издания и технической оснащенности полиграфического предприятия упаковку выполняют различными способами: вручную, с использованием станков или упаковочных обвязочных машин. Большинство изданий упаковывают в пачки с одинаковым числом экземпляров во всех пачках конкретного тиража.
Автоматизированное поточное производство изданий в обложках. Общие сведения об автоматизированных брошюровочно-поточных линиях. Пооперационное оборудование обычно используют для производства изданий небольшими и средними тиражами. Производство изданий большими тиражами осуществляется на поточных линиях с максимально возможной автоматизацией. Организация такого поточного производства может быть достигнута в результате выполнения следующих основных условий:
· весь технологический процесс расчленяется на отдельные операции, каждая из которых закрепляется за отдельным автоматизированным устройством;
· все оборудование должно быть расположено в строгой последовательности выполнения отдельных операций, соединено между собой транспортными связями, образуя поточную линию;
· все полуфабрикаты должны передаваться с одной операции на другую немедленно после выполнения предыдущей;
· все объединенное в поточную линию оборудование должно быть синхронизировано между собой т. е. иметь одинаковую производительность;
· линии должны оснащаться автоматическими средствами контроля качества полуфабрикатов и готовой продукции, регулирования и управления процессом, а также устройствами для периодической загрузки полуфабрикатами и выгрузки готовой продукции.
Автоматические линии по сравнению с пооперационным оборудованием имеют значительные преимущества: уменьшается продолжительность производственного цикла и время обработки продукции; повышается производительность труда обслуживающего персонала и сокращается численность персонала; уменьшается необходимая производственная площадь.
Изготовление изданий, скомплектованных вкладкой. Для производства брошюр, журналов и книг, скомплектованных вкладкой и заключенных в обложку, применяются автоматизированные линии для изготовления изданий вкладкой.
Вкладочно-швейно-резальные агрегаты выполняют в автоматическом режиме следующие операции: комплектовку изданий вкладкой, шитье проволокой внакидку и трехстороннюю обрезку. Агрегат (рис. 10) состоит из трех секций: комплектующей КС, швейной ШС, резальной РС и приемного устройства П.
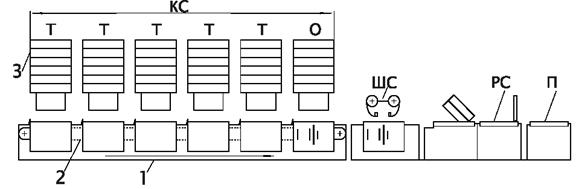
Рис. 10. Блок-схема вкладочно-швейно-резального автомата
В комплектующей секции находится седлообразный стол 1 с цепным транспортером 2 и самонаклады - раскрыватели с магазинами 3 для тетрадей и обложек. Число самонакладов с магазинами в агрегатах от 2 до 10. Швейная секция может иметь от 2 до 6 проволокошвеных аппаратов. Резальной секцией служит трехножевой резальный автомат. В магазины самонакладов загружаются стопы соответствующих номеров тетрадей. В первый магазин — внутренние тетради, в предпоследний — внешние, а в последний — обложки. Во время работы агрегата каждый самонаклад-раскрыватель отделяет тетрадь (обложку и вкладки) от стопы, раскрывает ее и накидывает на седлообразный стол, где непрерывно движется транспортер. По мере его продвижения происходит комплектовка издания. После набрасывания обложки издание выравнивается и перемещается к швейной секции, где оно сшивается скобками проволоки. Сшитые издания передаются в резальную секцию, где поштучно обрезаются по боковым сторонам и передней кромке. Готовые издания из резальной секции агрегата выходят непрерывным потоком на приемку.
Вкладочно-швейно-резальные автоматы могут оснащаться дополнительными устройствами для выполнения следующих функций:
· загрузки магазинов самонакладов тетрадями,
вкладками и обложками;
· комплектования пачек готовых изданий и их упаковка;
· вкладывания в издание различных дополнительных элементов;
· фальцевания обложек и др.
Изготовление изданий, скомплектованных подборкой. Все операции для производства изданий, скомплектованных подборкой, производятся автоматизированными линиями поблочно. По способу скрепления блоков брошюровочные поточные линии разделяются на два основных вида: механизированные линии с использованием шитья блоков проволокой втачку и автоматизированные линии с использованием клеевого (бесшвейного) скрепления блоков, причем последние наиболее распространены.
При бесшвейном скреплении после комплектовки блока из тетрадей срезаются корешковые фальцы (рис. 11), так что в корешке нет петель от фальцовки и блок состоит из отдельных листов.
|
|
Рис. 11. Срезка корешковых фальцев у тетрадей при бесшвейном скреплении |
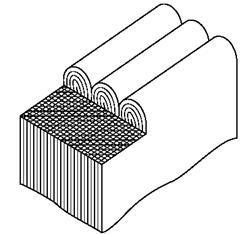
На такой корешок наносится клей. Для лучшего проникания клея срез разрыхляют (проводят торшонирование). Тетради, поступающие на бесшвейное скрепление со срезкой корешковых фальцев, должны обязательно иметь увеличенное по ширине корешковое поле, учитывающее срез. Бесшвейным способом рекомендуется скреплять блоки, изготовленные из бумаги с достаточной впитываемостью, не обладающие высокой гладкостью и имеющие массу не более 80 г/м2.
Бесшвейное скрепление для блоков, скомплектованных из тетрадей, скрепленных термонитями, применяется в основном для книжных изданий. При этом способе тетради в процессе фальцовки прошивают термонитями, концы которых привариваются к внешней стороне корешка. Затем тетради подбирают в блок и скрепляют в корешке клеем.
Бесшвейное скрепление блоков выполняется на агрегатах, выполняющих комплекс операций:
· комплектовка блока подборкой;
· бесшвейное скрепление со срезкой корешковых фальцев;
· крытье блока обложкой;
· обрезка брошюры с трех сторон;

|
Из за большого объема эта статья размещена на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
