

Запрещается производить окраску при резких перепадах температуры, когда на окрашиваемой поверхности конденсируется значительное количество влаги. Во время дождливой погоды в ночное время необходимо закрывать все люки ЕМКОСТЕЙ и монтажный проем во избежание попадания туда влаги.
При выполнении работ необходимо учитывать возможный нагрев окрашиваемой поверхности солнечным излучением. Разница между температурой воздуха и температурой металла может достигать 20°С. Быстрое испарение растворителей из лакокрасочного материала на нагретой поверхности или быстрое химическое отверждение может препятствовать получению гладкого, равномерного покрытия, так как отдельные капли лакокрасочного материала будут высыхать, не успев растечься по поверхности.
Необходимо избегать загрязнения окрашенной поверхности в периоды межслойной сушки покрытия. Все загрязнения должны быть удалены до нанесения следующего слоя.
Изоляционные работы на внутренней поверхности ЕМКОСТИ следует проводить, как правило, сверху вниз, в зависимости от степени разрушения внутренних стенок кровли и днища ЕМКОСТИ.
Основное внимание уделяют защите днища и нижних поясов, затем последовательно кровле, верхним поясам и корпусу ЕМКОСТЕЙ (средним поясам).
Нанесение лакокрасочных материалов в условиях проведения работ на монтажной площадке или в месте расположения действующих ЕМКОСТЕЙ проводится следующими методами:
§ безвоздушным распылением под высоким давлением с помощью установок БВР (без нагрева или с нагревом лакокрасочного материала);
§ валиком или кистью в отдельных местах, не доступных установкам или при необходимости исправления дефектов покрытия.
§ Нанесение защитных покрытий методом безвоздушного распыления осуществляют подачей лакокрасочного материала к соплу распылителя под давлением до 50 МПа.
Основными технологическими параметрами при безвоздушном методе нанесения лакокрасочных материалов являются давление и расход материала, форма и размер сопла, расстояние краскораспылителя до окрашиваемой поверхности, вязкость материала.
Технологические режимы окрашивания должны строго увязывать параметры установки с характеристиками краски с целью получения качественного аэрозоля, четкого факела с требуемой формой отпечатка, исключения туманообразования и получения покрытия с хорошей адгезией.
Чаще всего краскораспылитель располагают перпендикулярно окрашиваемой поверхности на расстоянии мм.
Хорошему распылению краски на эпоксидной основе способствует ее нагревание. Это связано не только с понижением вязкости и поверхностного натяжения, но и с интенсивным испарением растворителей.
При использовании безвоздушного метода распыления лакокрасочных материалов улучшаются санитарно-гигиенические условия работы, т. к. уменьшаются потери на туманообразование, на 10-15 % уменьшается расход растворителя и можно получить необходимую толщину покрытия за 1 - 2 прохода, снижается пожаро - и взрыво-опасность. Высоковязкие эпоксидные материалы (если указано в техдокументации на материал - наносятся с подогревом) и однокомпонентные полиуретановые ЛКМ наносят в 1-2 слоя методом безвоздушного распыления.
Однако ввиду того, что с установок БВР наносимые лакокрасочные материалы имеют более высокую вязкость, необходимо следить за равномерностью наносимых слоев и предотвращением образования потеков и морщин. Допускается, в случае образования местных натеков лакокрасочного материала, подправить их сразу валиком или кистью с целью равномерного распределения покрытия по металлу.
Покрытие должно наноситься равномерным слоем. В процессе работы необходимо визуально контролировать сплошность на наличие неокрашенных участков и толщину каждого слоя с помощью инструмента для измерения толщины мокрой пленки в соответствии с ИСО 2808.
Режим отверждения каждого слоя определяется технической документацией на применяемый ЛКМ и зависит от условий окружающей среды.
Каждый последующий слой наносится после отверждения предыдущего. Интервал перед нанесением следующего слоя не должен превышать времени, указанного в технической документации на ЛКМ.
После отверждения покрытия производят контроль внешнего вида и контроль толщины сухой пленки покрытия, которая должна соответствовать требованиям технической документации.
При обнаружении дефектов покрытия производят их устранение.
Время выдержки окрашенной ЕМКОСТИ до ввода в эксплуатацию составляет не менее 7 суток после полного отверждения покрытия при температуре 200С, при отличной температуре время выдержки должно соответствовать технической документации на используемый материал.
4.3.3. Устранение дефектов покрытия
При наличии отдельных дефектов, имеющих суммарную площадь менее 15 % от общей площади покрытия внутренней или наружной поверхности ЕМКОСТИ, покрытие на этих участках следует удалить механическим способом, поверхность зачистить механическим способом до металлического блеска, при необходимости обезжирить и нанести ЛКМ по технологии, соответствующей технологии нанесения основного покрытия.
При наличии дефектных участков с суммарной площадью, превышающей 15 % от общей площади покрытия на внутренней и наружной поверхности ЕМКОСТИ, покрытие удаляют полностью и производят повторную окраску согласно настоящей Технологической инструкции, включая подготовку поверхности.
Толщина покрытия в зоне ремонта должна соответствовать толщине основного покрытия.
4.3.4. Контроль качества окрасочных работ
Контроль качества окрашенной поверхности проводят в соответствии с международными стандартами ИСО по антикоррозионной защите стальных конструкций от коррозии с помощью защитных лакокрасочных систем.
Контроль качества окрасочных работ включает в себя: входной контроль лакокрасочных материалов; контроль последовательности выполнения технологических операций и режимов; контроль качества нанесенного покрытия по внешнему виду, толщине, сплошности, адгезии.
Входной контроль лакокрасочных материалов включает в себя проверку сопроводительной документации, осмотр транспортной тары, установление соответствия свойств материала требованиям, указанным в технической документации на материал.
Контроль степени очистки от окислов согласно международному стандарту ИСО 8501-1:
§ Подготовка чистоты поверхности металла (струйной очисткой) до степени Sa 2 1/2:
Очень тщательная абразивоструйная очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки, грязи, а также прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся следы загрязнений должны выглядеть как легкое окрашивание в виде пятен или полос металлической окраски (серебристо-серого цвета).
§ Подготовка чистоты поверхности металла (ручным и механическим инструментом) до степени St 2 / St 3:
Очень тщательная очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки, грязи, а также плохо пристающих прокатной окалины, ржавчины, краски и посторонних частиц до получения металлической окраски.
Контроль шероховатости поверхности с помощью профилометра или эталонов сравнения согласно ИСО 8503.
Контроль обезжиривания поверхности:
4.3.4.1. Потереть бязевой салфеткой – если поверхность металла начинает блестеть, то следовательно на ней есть остатки масла.
4.3.4.2. Метод капли:
а) растворитель Уайт-спирит капаем на поверхность металла,
б) накладываем на нее бумажный фильтр (промакиваем),
в) растворитель Уайт-спирит капаем на поверхность бумажного фильтра,
г) после высыхания, сравниваем пятна растворителя на бумажных фильтрах б) и в), если есть темные разводы=масло.
4.3.4.3. Мелом чертим на предполагаемом пятне – где поверхность засалена = нечеткая линия.
 |
4.3.4.4. Если в луче фонаря по касательной к поверхности есть блеск, то поверхность засалена.
4.3.4.5. Если капли воды не собираются и происходит равномерное растекание до 30 секунд (это хорошо) = 1-я степень обезжиривания. Если растекание капли больше 30 секунд, следовательно есть остатки масла и необходимо дополнительное обезжиривание.
Контроль чистоты сжатого воздуха:
На зеркало с расстояния 10-15 см направляем струю воздуха:
4.3.4.6. Есть влага – поверхность зеркала затуманится
4.3.4.7. Есть масло - видны капли масла.
Внешний вид окрашенной поверхности оценивают в соответствии с ИСО 4628.
Окрашенная поверхность должна быть равномерной, без потеков, трещин, пузырчатых вздутий, засохших брызг, загрязнений и других, снижающих защитные свойства пленки, факторов.
Степень высыхания каждого слоя покрытия контролируется для определения возможности нанесения последующего слоя. Ориентировочно о степени высыхания можно судить по значениям времени сушки одного слоя данного материала, определенной толщины при определенной температуре, которые рекомендуются поставщиком краски или технологической документацией.
Степень высыхания покрытия определяется тактильными методами (прикосновение пальцев рук) или в соответствии с ИСО 9117. На практике можно пользоваться такими показателями «как высыхание до отлипа», и «высыхание на ощупь». Под этими выражениями понимают:
§ высыхание до отлипа - легкое нажатие на покрытие пальцем не оставляет следа и не дает ощущения липкости;
§ высыхание на ощупь - тщательное ощупывание покрытия руками не вызывает его повреждения и поверхность с покрытием может подвергаться дальнейшим операциям.
Толщина покрытия. В процессе нанесения лакокрасочных материалов обязательно должна контролироваться толщина пленки каждого слоя покрытия. Контроль толщины мокрого слоя осуществляется непосредственно после нанесения лакокрасочного материала по стандарту ИСО 2808 с помощью двух простейших устройств: колесного толщиномера или калиброванной гребенки.
По толщине мокрой пленки можно оценить приблизительную толщину сухой пленки по формуле:
ТМП х ДН где: ТМП - толщина мокрой пленки, мкм
ТСП = ---- ДН – объемная доля нелетучих веществ, %
100
Толщина сухой пленки покрытия каждого слоя и всего покрытия в целом, согласно ИСО 2808, оценивается с помощью магнитных, электромагнитных толщиномеров (марки и технические характеристики приборов контроля толщины покрытия приведены в Приложение 11.
Все приборы перед применением, а также через каждый 1 час работы должны быть откалиброваны на «0», верхний предел и те значения толщин, которые предпочтительно будут контролироваться. Для этого используется набор эталонных образцов.
Количество контролируемых участков зависит от площади и конфигурации окрашиваемой поверхности. Следует производить измерения на всех обособленных и отличающихся конструктивно частях сооружения, особенно в тех местах, к которым затруднен доступ при их окрашивании. Рекомендуемое соотношение количества мест измерений толщины покрытия и площади окрашиваемой поверхности приведено в Приложение 16.
Согласно ИСО 2808 «Лаки и краски. Определение толщины пленки» на каждом контрольном участке площадью около 0,5 м2 (для толстолистовой стали - два контрольных участка на 1 м2) производится не менее трех измерений и рассчитывается среднее значение. Для тонких листов металла рекомендуется четыре контрольных участка на 1 м2 , для труб на каждый метр длины рекомендуется намечать два контрольных участка.
Если толщина покрытия на контролируемых участках меньше допустимой, следует нанести дополнительно слой лакокрасочного материала на этот участок.
Для решения вопроса о допустимости минимальной толщины сухой пленки покрытия, согласно ИСО 12944-5, применяется правило «90-10»: 90 % измеренных величин должно быть не меньше 100 % толщины, указанной в технологической документации, а остальные 10% измеренных толщин должны быть не ниже 90 % от толщины указанной в технологической документации.
Например, при требуемой в документации толщине 100 мкм, не менее 90 % измеренных толщин должны быть не ниже 100 мкм, а остальные 10 % измеренных толщин - не ниже 90 мкм.
Если толщина покрытия значительно выше указанной в документации, то вопрос о допустимости покрытия решается заинтересованными сторонами. Обычно покрытие считается неприемлемым, если его толщина более, чем в два раза превышает требуемую.
Сплошность покрытия, т. е. равномерное, без пропусков распределение лакокрасочного материала по поверхности определяется визуально (по укрывистости) при хорошем рассеянном дневном свете или искусственном освещении, а также электролитическими и искровыми дефектоскопами типа Elcometer - 269, Elcometer - 136, Крона 1, ЭД-4, ЭД-5, ИД-1; "Константа ЭД-2" и другими, не уступающими им по техническим характеристикам. Для покрытий толщиной менее 500 мкм - с помощью детектора сплошности низкого напряжения; для покрытий толщиной свыше 500 мкм - с помощью детектора сплошности высокого напряжения. В первом случае покрытие увлажняется водой с помощью губки, перемещаемой по поверхности со скоростью приблизительно 30 см/сек и по звуковому сигналу отмечаются те места, где сплошность покрытия неудовлетворительна, то есть имеются непрокрасы, трещины, проколы и другие нарушения целостности пленки. В случае обнаружения участков с несплошным покрытием, оно должно быть исправлено и повторно испытано.
Адгезия или свойство покрытия взаимодействовать с подложкой с образованием связей и определяется по ИСО 2409, ИСО 4624, которые устанавливают метод испытания покрытий на стойкость к отслоению от подложки или предыдущего слоя при решетчатом надрезе покрытия до подложки и методом отрыва.
Согласно ИСО 2409 число надрезов в каждом направлении решетчатого рисунка должно равняться 6. Расстояние между надрезами зависит от толщины покрытия и рекомендуется при толщине от 0 до 60 мкм - 1мм; от 61 до 120 мкм - 2мм; от 121 до 250 мкм - 3 мм.
Полученную решетку чистят мягкой кистью, для твердых подложек дополнительно используют липкую ленту. Затем внимательно исследуют поверхность надрезов испытуемого покрытия невооруженным глазом или пользуясь лупой и классифицируют в соответствии с приведенными в ИСО 2409.
Определение адгезии методом решетчатых надрезов» по шестибалльной системе. ИСО 4624 устанавливает метод проведения испытаний на отрыв однослойной или многослойной лакокрасочной системы. В результате испытания определяется минимальное напряжение, необходимое для разрушения в наиболее слабом месте поверхности раздела (адгезионное разрушение), или наиболее слабого компонента (когезионное разрушение).
Указанные методы определения адгезии покрытия являются разрушающими и требуют восстановления покрытия на разрушенных участках. Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
ЕМКОСТИ с покрытием на основе конденсационных смол (полиуретановые, эпоксидные, полиэфирные и др.) допускается вводить в эксплуатацию не ранее полного отверждения, т. е. через 7-10 суток.
Изолированное емкостное оборудование нельзя оставлять незаполненными на осенне-зимний период.
Приемку качества изолированных защитными покрытиями ЕМКОСТЕЙ осуществляют аттестованные специалисты независимой контролирующей организации прошедшие обучение и имеющие допуск (удостоверение) на право проведения данных работ. Также, контроль осуществляется ответственным исполнителем окрасочных работ и ответственным представителем Заказчика.
Составляется акт обследования антикоррозионного покрытия ЕМКОСТИ (Приложение 4) и составляется паспорт к которому прилагаются:
§ сертификаты предприятия-изготовителя на применяемые ЛКМ;
§ акт на скрытые работы по подготовке поверхности ЕМКОСТИ к окраске;
§ журнал производства работ по антикоррозионной защите (Приложение 3).
§ сводный отчет о контроле качества выполнения окрасочных работ (Приложение 15).
4.4. Требования безопасности
4.4.1. Общие положения
Организация и выполнение всех видов антикоррозионных работ должны выполняться в соответствии с разделом 3.10 настоящей Технологической инструкции. Опасные и вредные производственные факторы должны быть устранены или снижены до допустимых уровней в соответствии с действующей нормативно-технической документацией.
Территория, на которой размещаются подлежащие окраске ЕМКОСТИ, должна обеспечивать свободное размещение на ней производственных и подсобных помещений, рабочих площадок, вентиляторов, пескоструйных аппаратов, компрессоров и свободный проезд машин.
4.4.2. Требования безопасности при подготовке поверхности
При проведении очистных работ персонал, специализирующийся на противокоррозионных работах внутри ЕМКОСТЕЙ, должен знать весь перечень требований безопасности труда ![]() при выполнении дробе - к пескоструйных работ, знать производственные инструкции касающиеся технологии очистки; соблюдать правила личной гигиены, а также правила пользования средствами индивидуальной защиты.
при выполнении дробе - к пескоструйных работ, знать производственные инструкции касающиеся технологии очистки; соблюдать правила личной гигиены, а также правила пользования средствами индивидуальной защиты.
Свежий воздух забирается вне ЕМКОСТИ с наветренной стороны. Заборный патрубок шланга противогаза должен быть выведен из ЕМКОСТИ в зону чистого воздуха и закреплен так, чтобы исключить опасность прекращения подачи воздуха из-за его перегибов и пережатий.
Производитель работ при применении при работе пескоструйных аппаратов, работающих на металлическом и кварцевом песке или ином абразиве, должен быть паспорт предприятия-изготовителя (по установленной им форме) с указанием допустимого режима его работы. Для безопасного ведения работ пескоструйные аппараты должны быть оборудованы предохранительными клапанами, обслуживаемыми в соответствии с требованиями ПБ .
Подавать сжатый воздух в дробеструйный аппарат разрешается лишь после того, как пескоструйщик взял в руки наконечник пескоструйного шланга.
Выпускать шланг из рук и прекращать работу пескоструйщик должен после перекрывания воздушного вентиля и при полном отсутствии в шланге сжатого воздуха. Для этой цели между пескоструйщиком и вспомогательными рабочими должен быть отработан комплекс сигналов.
Подготовкой внутренней поверхности ЕМКОСТИ должно быть занято не менее трех человек, два из которых должны постоянно находиться у люка и наблюдать за работающими внутри. В крупногабаритном емкостном оборудовании пескоструйными работами могут заниматься не менее двух-трех групп рабочих на различных участках емкостного оборудования, что позволяет повысить производительность труда. При работе внутри емкостного оборудования следует обеспечить перерывы рабочих-пескоструйщиков на 15 минут через каждые 45 минут работы.
Пескоструйная очистка должна проводиться при постоянном отсосе пыли. Для этого в нижних люках емкостного оборудования должны быть установлены отсасывающие вентиляторы.
Перед началом работы производится продувка шланга воздухом и затем устанавливается необходимая степень насыщения воздушной струи песком.
Направлять струю песка (дроби) или сжатого воздуха разрешается только на очищаемую поверхность.
После струйной очистки металлической поверхности от окалины и ржавчины оставшаяся на металле пыль должна быть удалена сжатым воздухом.
Между рабочим, находящимся в очищаемом емкостном оборудовании, и рабочим, находящимся возле дробеструйного аппарата, должна быть предусмотрена звуковая, световая сигнализация или радиосвязь для быстрого приема и выполнения сигналов рабочего-дробеструйщика.
4.4.3. Требования при работе с пожаровзрывоопасными, токсичными и раздражающими веществами
Лакокрасочный материал и композиции органических смол необходимо хранить в герметичной таре в помещениях для легковоспламеняющихся жидкостей, отвечающих противопожарным требованиям хранения этих материалов. Лакокрасочный материал разрешается хранить для работы только в количествах, не превышающих суточной потребности, в герметически закрывающейся таре. Подготовительное помещение, где хранят лакокрасочный материал, должно быть оборудовано пенными и углекислотными огне тушителями, ящиками с песком, кошмой и лопатой.
При выдаче лакокрасочного материала и других жидкостей переливать их из крупной тары в мелкую разрешается только внутри подготовительного участка на металлическом поддоне с бортами. Случайно пролитые жидкости следует немедленно убрать.
Использованный обтирочный материал, тампоны, сухие отходы, лакокрасочный, материал необходимо складывать в металлические ящики с плотно закрывающимися крышками, а по окончании рабочего дня выносить в безопасное место, сжигать или закапывать в земле.
Работы по окраске внутренней поверхности емкости должны производиться бригадой не менее 3-х человек. Работа в емкостях без наблюдения дублера воспрещается. Между работающим и дублером должна быть установлена простейшая связь.
Дублер обязан:
§ неотлучно находиться у люка емкости и наблюдать за работающим в ней человеком;
§ следить за правильным положением шланга респиратора воздуходувки и заборного патрубка, а также за их исправностью;
§ следить за сигналами, которые может подавать работающий внутри емкости.
Лица, работающие непосредственно внутри ЕМКОСТИ, где находятся ядовитые вещества, а также их дублеры, обязаны знать первые признаки отравления этими веществами, правила эвакуации пострадавшего из ЕМКОСТИ и меры по оказанию ему первой помощи.
При обнаружении каких-либо неисправностей (прокол шланга, остановка воздуходувки, обрыв спасательной веревки), а также при попытке работающего снять шлем-маску респиратора, работа внутри ЕМКОСТИ должна быть остановлена.
Рабочие со старшим мастером или бригадиром перед началом работы обязаны проверить герметичность соединения шлангов скафандра и включить вентиляцию за 15 минут до начала окраски. Выключать вентиляцию во время обеденного перерыва категорически запрещается. При остановке вентилятора и прекращении подачи электроэнергии работа в ЕМКОСТИ немедленно прекращается и рабочие, не снимая скафандров, обязаны покинуть ЕМКОСТЬ.
Воспрещается при работе внутри емкости брать с собой спички или зажигалку.
Категорически воспрещается вносить внутрь ЕМКОСТИ лакокрасочные материалы в количестве, превышающем потребность нанесения одного слоя, но не более 8 кг.
В местах приготовления и хранения лакокрасочного материала воспрещается курение, разведение огня, выполнение каких-либо работ, способных вызвать искру. Категорически воспрещается освещать тару из-под лакокрасочного материала спичками и другими источниками открытого огня.
Все процессы, связанные с приготовлением составов лакокрасочного материала (смешение компонентов, разведение до рабочей вязкости, фильтрование, разлив в мелкую тару) выполняют в подготовительном помещении, специально оборудованном вблизи окрашиваемого объекта. Лакокрасочный материал доставляют к объекту окраски в готовом виде в ведрах с крышками, бидонах или заводской таре. Тара из-под лакокрасочного материала, кисти и прочий инструмент по окончании работ должны быть промыты соответствующими растворителями. Промывку следует выполнять под местной вытяжкой в подготовительном помещении. Рабочие, занятые промывкой тары, установок, шлангов, бачков и т. д., должны работать в респираторах.
Каждая законченная стадия подготовки поверхности, грунтования, нанесения покрытия емкости должна фиксироваться актами контроля, оформляемыми в соответствии с Приложениями 1, 2, 3, 4, 14, либо инспектором независимой организации проводящей контроль.
4.4.4. Требование безопасности в аварийных ситуациях
Аварийное состояние при проведении технологического процесса может возникнуть из-за неисправности приточно-вытяжной вентиляции, отключения электроэнергии и загорания.
В случае неисправности вентиляции необходимо:
§ остановить работы, связанные с очисткой поверхности и нанесением защитного покрытия;
§ вызвать дежурного электрика (в случае необходимости).
В случае отключения электроэнергии и неисправности электропроводки необходимо:
§ отключить все производственное оборудование от сети;
§ убрать из рабочей зоны все пожароопасные и токсичные вещества;
§ вызвать дежурных электриков для устранения неполадок.
В случае загорания необходимо:
§ немедленно сообщить в пожарную охрану и приступить к его тушению имеющимися средствами.
4.4.5. Требование экологической безопасности
Требования к экологической безопасности приведены в Приложении 19.
ПРИЛОЖЕНИЯ
Таблица 1
Перечень Приложений к Технологической инструкции
«Антикоррозионная защита емкостного технологического оборудования»
|
№№ ПП |
НАИМЕНОВАНИЕ |
КРАТКОЕ ОПИСАНИЕ СОДЕРЖАНИЯ |
|
1 |
2 |
3 |
|
1 |
Акт на работы по подготовке емкости к проведению работ по антикоррозионной защите |
Содержит форму Акта на работы по подготовке емкости к проведению работ по антикоррозионной защите |
|
2 |
Акт на скрытые работы по подготовке поверхности емкости к окраске |
Содержит форму Акта на скрытые работы по подготовке поверхности емкости к окраске |
|
3 |
Журнал производства работ по нанесению антикоррозионного покрытия на емкость |
Содержит форму Журнала производства работ по нанесению антикоррозионного покрытия на емкость |
|
4 |
Акт на приемку покрытия емкости |
Содержит форму Акта на приемку покрытии емкости |
|
5 |
Требования к конструктивным элементам при проектировании емкости |
Содержит требования к конструктивным элементам, форме сварных швов и др. |
|
6 |
Технические требования к наружному покрытию емкостей |
Содержит требования к наружному покрытию емкостей |
|
7 |
Технические требования к внутреннему покрытию емкостей |
Содержит требования к внутреннему покрытию емкостей |
|
8 |
Перечень ЛКМ и систем покрытий, разрешенных к применению |
Содержит перечень ЛКМ и системах покрытий разрешенных к применению для защиты емкостей |
|
9 |
Системы покрытий для наружной антикоррозионной защиты емкостей и оптимальная толщина |
Содержит данные о системах покрытий с цинкнаполненным грунтовочным слоем и грунтовочным слоем, не содержащим цинка |
|
10 |
Системы покрытий для внутренней поверхности емкостей и оптимальная толщина покрытия |
Содержит данные о системах покрытий нормального типа на основе эпоксидных ЛКМ и на основе однокомпонентных полиуретановых ЛКМ |
|
11 |
Приборы, инструменты и вспомогательные средства, необходимые для контроля при проведения антикоррозионных работ |
Содержит данные о приборах контроля окружающей среды, качества подготовки поверхности, входного контроля ЛКМ, отвердевания покрытия |
|
12 |
Перечень рекомендуемого оборудования для проведения антикоррозионных работ |
Содержит данные о номенклатуре оборудования, рекомендуемого для проведения антикоррозионных работ |
|
13 |
Степень агрессивного воздействия среды в соответствии со СНИП 2.03.11-85 на различные участки емкости |
Содержит данные о степени агрессивного воздействия сред на внутреннюю поверхность конструкций емкости |
|
14 |
Сводный отчёт о контроле качества выполнения окрасочных работ |
Содержит форму рекомендуемого оборудования для проведения антикоррозионных работ |
|
15 |
Перечень рекомендуемого ручного механизированного инструмента |
Содержит данные о номенклатуре рекомендуемого ручного механизированного инструмента |
|
16 |
Количество мест измерений |
Содержит данные о количестве мест измерений |
|
17 |
Типовая технологическая схема антикоррозионной защиты внутренней поверхности емкостей |
Содержит Типовую технологическую схему антикоррозионной защиты внутренней поверхности емкостей |
|
18 |
Типовая технологическая схема антикоррозионной защиты наружной поверхности емкостей |
Содержит Типовую технологическую схему антикоррозионной защите наружной поверхности емкостей |
|
19 |
Экологическая безопасность |
Содержит требования по экологической безопасности |
|
20 |
Перечень документов, используемых при разработке настоящей Технологической инструкции |
Содержит наименование ГОСТ, ИСО, СНИП и др. нормативных документов, использованных приразработке Технологической инструкции |
|
21 |
Регистрация изменений нормативного документа |
Содержит реестр распорядительных документов о внесении изменений в настоящий документ |
ПРИЛОЖЕНИЕ 1. (ОБЯЗАТЕЛЬНОЕ). АКТ НА РАБОТЫ ПО ПОДГОТОВКЕ ЕМКОСТИ К ПРОВЕДЕНИЮ РАБОТ ПО АНТИКОРРОЗИОННОЙ ЗАЩИТЕ
УТВЕРЖДАЮ
Главный инженер предприятия Заказчика
________________
« » ____________ 200__ г.
А К Т
на работы по подготовке ЕМКОСТИ к проведению работ по антикоррозионной защите
Комиссия в составе_________________________________________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
произвела осмотр и проверку качества подготовки емкости марки ____________ № ____________к проведению работ по антикоррозионной защите
________________________________________________________________________
(цех)
Состояние емкости:
_______________________________________________________________________
(указать состояние емкости, перечень проведенных работ по очистке, ремонту, дегазации,
_______________________________________________________________________
результаты диагностики, качество сварных швов, заключение о гидроиспытаниях, заключение о
_______________________________________________________________________
наличии приточно-вытяжной вентиляции и возможности проведения окрасочных работ)
Подписи: ___________________________
___________________________
___________________________
Примечание: В данном акте должно быть отражено выполнение следующих специальных требований:
§ Конструкция емкости должна обеспечивать доступ к внутренней поверхности емкости для ее качественной подготовки перед нанесением покрытия.
§ Продольные и кольцевые сварные швы корпуса, штуцеров и люков с внутренней и наружной стороны должны соответствовать ГОСТ 5264 на сварку.
§ Угловые швы элементов резервуаров должны быть выполнены:
w для внутренней поверхности с радиусом закругления 6 мм;
w для наружной поверхности с радиусом закругления 2 мм.
ПРИЛОЖЕНИЕ 2. (ОБЯЗАТЕЛЬНОЕ). АКТ НА СКРЫТЫЕ РАБОТЫ ПО ПОДГОТОВКЕ ПОВЕРХНОСТИ ЕМКОСТИ К ОКРАСКЕ
А К Т
на скрытые работы по подготовке поверхности ЕМКОСТИ к окраске
Комиссия в составе_______________________________________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
произвела осмотр и проверку качества подготовки наружной /внутренней поверхности металла объекта для нанесения антикоррозионного покрытия на емкость № ________________ марки _____________________________________
(наименование лакокрасочного материала)
:
|
ДАТА НАЧАЛА И ОКОНЧАНИЯ ПРОИЗВОДСТВА РАБОТ (ЧИСЛО, МЕСЯЦ, ГОД, ВРЕМЯ) |
ТЕМПЕРАТУРА ВОЗДУХА ОС |
ОТНОСИТЕЛЬНАЯ ВЛАЖНОСТЬ ВОЗДУХА, % |
ОЧИСТКА |
ПРИЕМКА ПОСЛЕ ОЧИСТКИ | ||||
|
СПОСОБ ОЧИСТКИ |
СТЕПЕНЬ ОЧИСТКИ ОТ ОКИСЛОВ ПО ИСО 8501-1 |
СТЕПЕНЬ ОБЕСПЫЛИВАНИЯ ПО ИСО 8002-3 |
ШЕРОХОВАТОСТЬ ПО ИСО 8503 |
СООТВЕТСТВИЕ ПОВЕРХНОСТИ ТРЕБОВАНИЯМ |
Ф. И.О, ДОЛЖНОСТЬ ЛИЦА, ПРОВОДИВШЕГО ПРИЕМКУ, ПОДПИСЬ, ДАТА | |||
|
1 |
2 |
3 |
4.1. |
4.2. |
4.3. |
4.4. |
5.1. |
5.2. |
Комиссия на основании проверки качества подготовки емкости приняла следующее решение: __________________________________________________________
______________________________________________________________________
(заключение о возможности проведения окрасочных работ)
Подписи: ___________________________
___________________________
___________________________
ПРИЛОЖЕНИЕ 3. (ОБЯЗАТЕЛЬНОЕ). ЖУРНАЛ ПРОИЗВОДСТВА РАБОТ ПО НАНЕСЕНИЮ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ЕМКОСТЬ
ЖУРНАЛ
производства работ по нанесению антикоррозионного покрытия на емкость
Производитель работ ____________________________________________________
(должность, организация, ФИО)
начало работ ____________________Окончание работ _______________________
Объект: емкость _____________________________________________________
(тип и номер)
Объем резервуара ____________________ куб. м
Изготовитель металлоконструкций _______________________________________
(организация)
Конструкции емкости изготовлены
по рабочим чертежам __________________________________________________
(№ проекта, организация – разработчик)
|
№№ П/П |
ДАТА НАЧАЛА И ОКОНЧАНИЯ ПРОИЗВОДСТВА РАБОТ (ЧИСЛО, МЕСЯЦ, ГОД, ВРЕМЯ) |
НАИМЕНОВАНИЕ ЭЛЕМЕНТОВ ЕМКОСТЕЙ СТЕНКА, ДНИЩЕ, КРЫША, ПОНТОН И ДР. |
КООРДИНАТЫ ОКРАШИВАЕМОЙ ПОВЕРХНОСТИ ОТНОСИТЕЛЬНО ОСИ И ПОЯСА СОГЛАСНО СХЕМЕ, М |
ПЛОЩАДЬ ОКРАШИВАЕМОЙ ПОВЕРХНОСТИ, М2 |
ОЧИСТКА | |||
|
НАРУЖНОЙ/ ВНУТРЕННЕЙ |
НАРУЖНОЙ/ ВНУТРЕННЕЙ |
СПОСОБ ОЧИСТКИ |
СТЕПЕНЬ ОЧИСТКИ ПОВЕРХНОСТИ ОТ ОКИСЛОВ ИСО 8501-1 |
СТЕПЕНЬ ОБЕСПЫЛИВАНИЯ ПО ИСО 8502-3 |
ШЕРОХОВАТОСТЬ ПО ИСО 8503, ŔZ, МКМ | |||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
продолжение таблицы
|
ПРИЕМКА ПОСЛЕ ОЧИСТКИ | ||
|
СООТВЕТСТВИЕ ПОВЕРХНОСТИ ТРЕБОВАНИЯМ НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ |
Ф. И.О, ДОЛЖНОСТЬ ОТВЕТСТВЕННОГО ПРОИЗВОДИТЕЛЯ РАБОТ, ПОДПИСЬ, ДАТА |
Ф. И.О ПРЕДСТАВИТЕЛЯ ТЕХНАДЗОРА, ПРОВОДИВШЕГО ПРИЕМКУ, ПОДПИСЬ, ДАТА |
|
10 |
11 |
12 |
продолжение таблицы
|
ОКРАСКА ГРУНТОМ/ОСНОВНЫМ МАТЕРИАЛОМ | |||||||||
|
ТЕМПЕРАТУРА ВОЗДУХА ОС |
ТЕМПЕРАТУРА ОКРАШИВАЕМОЙ ПОВЕРХНОСТИ ТП, ОС |
ОТНОСИТЕЛЬНАЯ ВЛАЖНОСТЬ ВОЗДУХА, % |
НАИМЕНОВАНИЕ ПОКРЫТИЯ (ГРУНТ 1 СЛОЙ, 2 СЛОЙ И Т. Д. СОГЛАСНО СИСТЕМЕ ПОКРЫТИЯ) |
НАИМЕНОВАНИЕ МАТЕРИАЛА ПОКРЫТИЯ |
ТОЛЩИНА МОКРОГО СЛОЯ, МКМ |
ТОЛЩИНА СУХОГО СЛОЯ, МКМ |
АДГЕЗИЯ, БАЛЛ |
СПЛОШНОСТЬ | |
|
ПОВЕРОЧНОЕ НАПРЯЖЕНИЕ, В |
РЕЗУЛЬТАТ ИСПЫТАНИЯ | ||||||||
|
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
продолжение таблицы
|
ПРИЕМКА ПО КАЧЕСТВУ | ||
|
ВНЕШНИЙ ВИД ПОКРЫТИЯ ПО ИСО 4628 |
Ф. И.О, ДОЛЖНОСТЬ ОТВЕТСТВЕННОГО ПРОИЗВОДИТЕЛЯ РАБОТ, ПОДПИСЬ, ДАТА |
Ф. И.О ПРЕДСТАВИТЕЛЯ ТЕХНАДЗОРА, ПОДПИСЬ, ДАТА |
|
23 |
24 |
25 |
Подпись лица, ответственного за ведение журнала ____________________________
Ф. И.О., должность, организация
ПРИЛОЖЕНИЕ 4. (ОБЯЗАТЕЛЬНОЕ) АКТ НА ПРИЕМКУ ПОКРЫТИЯ ЕМКОСТИ
А К Т № ___________
на приемку покрытия емкости № ___________________
(наименование объекта)
« » ________________ 200__ г.
Мы, нижеподписавшиеся,_________________________________________
_______________________________________________________________________
________________________________________________________________________
составили настоящий акт в том, что в емкости нанесено антикоррозионное покрытие ____________________________________________________________________
________________________________________________________________________
(характеристика покрытия по элементам конструкции емкости)
________________________________________________________________________
(количество слоев лакокрасочного материала, марка)
До проведения окрасочных работ емкость находилась в эксплуатации ____ лет
________________________________________________________________________
(состояние поверхности емкости, наличие, характер и степень коррозионных повреждений)
Поверхность была подготовлена ________________________________________________________________________
(способ подготовки поверхности)
Оценка качества антикоррозионного покрытия емкости показала, что _______________________________________________________________________
(внешний вид покрытия, цвет, толщина покрытия, адгезия, сплошность)
________________________________________________________________________
Обнаружены дефекты____________________________________________________
( наименование дефектов покрытия)
Дефекты исправлены ___________________________________________________
(указать, каким образом)
Комиссия считает, что окрашенная поверхность емкости к эксплуатации ________________________________________________________________________________________________________________________________________________
готова (с указанием времени ввода при положительном решении) / не готова
Подписи: _______________________________
_______________________________
_______________________________
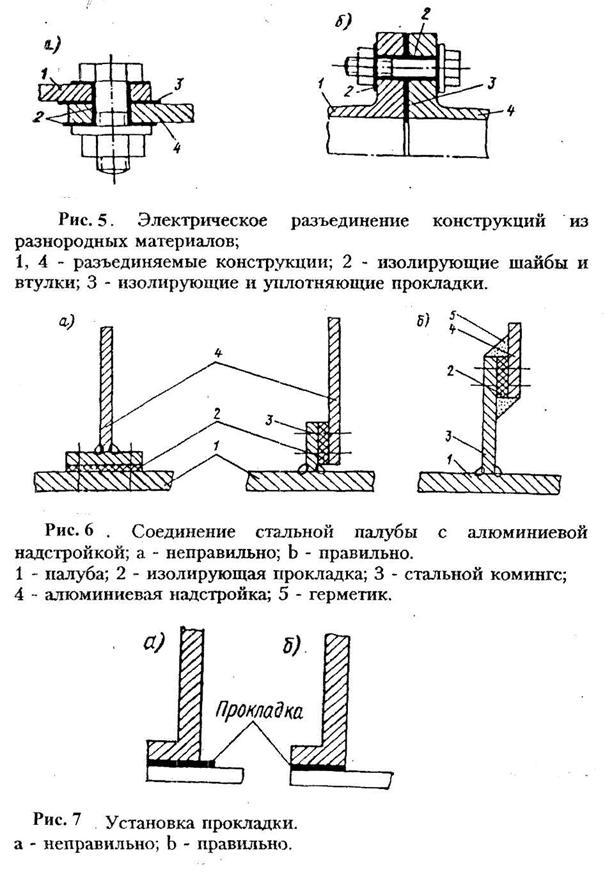
ПРИЛОЖЕНИЕ 5. (СПРАВОЧНОЕ). ТРЕБОВАНИЯ К КОНСТРУКТИВНЫМ ЭЛЕМЕНТАМ ПРИ ПРОЕКТИРОВАНИИ ЕМКОСТИ

Рис.2 Исключение образования мест скопления влаги и грязи
|
|
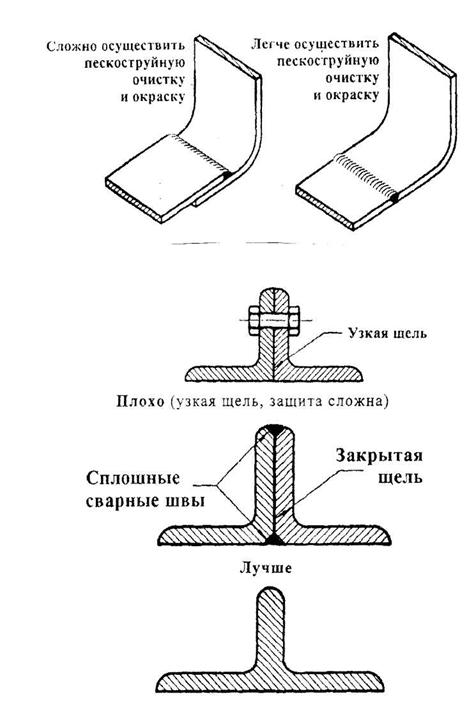
Рис. 3 Форма сварных швов и обработка щелей

Рис. 4 Верхний ряд: составная конструкция сталь/бетон
Средний ряд: Исключение острых кромок
Нижний ряд: Исключение недостатков сварных швов
|
|
|
|

|
|

ПРИЛОЖЕНИЕ 6. (ОБЯЗАТЕЛЬНОЕ). ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НАРУЖНОМУ ПОКРЫТИЮ ЕМКОСТЕЙ
Таблица 2
Технические требования к наружному покрытию емкостей
|
НАИМЕНОВАНИЕ ПОКАЗАТЕЛЕЙ |
НОРМА |
МЕТОД ИСПЫТАНИЯ |
|
1 |
2 |
3 |
|
Внешний вид покрытия |
Однородная поверхность без пропусков и видимых дефектов |
ИСО 12944-6 |
|
Толщина покрытия |
Согласно рекомендациям производителя ЛКМ |
ИСО 2808 Неразрушающий метод измерения |
|
Диэлектрическая сплошность покрытия, В/мкм |
6…8 |
ASTM G 6 |
|
Исходная адгезионная прочность: § методом Х-образного надреза, балл § методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл § методом отрыва, МПа, и характер отрыва «грибка» |
5A-4А 0-1 2,5-3,5 отсутствие адгезионного отрыва (АО) 3,5-5 не более 50% АО более 5 характер отрыва любой |
ASTM D 3359 ИСО 2409 ИСО 4624 |
|
Эластичность покрытия, %, не менее |
3,5 |
ГОСТ 6806, ГОСТ 18299 |
|
Стойкость к истиранию на приборе Taber Abraser (абразивные колеса CS 17, груз 1000 г, количество циклов 1000), мг, не более |
160 |
ASTM D 4060 |
|
Коэффициент соотношения емкостей покрытия при частотах 5 и 50 кГц, не менее |
0,8 |
ГОСТ 9.409 |
|
Тангенс угла диэлектрических потерь, не более |
0,2 |
ГОСТ 9.409 |
|
Стойкость к термостарению: 60°С - 1000 ч: § Внешний вид покрытия § Адгезионная прочность: ü Методом Х-образного надреза, балл, не ниже ü Методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более - Снижение адгезионной прочности методом отрыва, не более, при исходных показателях: o 2,5-3,5 МПа o 3,5-5 МПа |
Незначительное изменение блеска и цвета, Отсутствие разрушений 3A 1 10% отсутствие АО 30% не более 50% АО |
ИСО 3248 ГОСТ 9.407 ИСО 4628-4 ИСО 4628-5 ASTM D 3359 ИСО 2409 ИСО 4624 |
|
o более 5 МПа Изменение эластичности покрытия, не более, при исходном показателе: ü 3,5 - 5% ü более 5% |
50% характер отрыва любой 10% 30% | |
|
Стойкость к комплексному воздействию климатических факторов *: § С3 – 20 циклов § С4 – 30 циклов § С5-М – 40 циклов Внешний вид покрытия Адгезионная прочность Методом Х-образного надреза, балл, не ниже Методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более § снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: w 2,5-3,5 МПа w 3,5-5 МПа w более 5 МПа Состояние металла под покрытием |
Незначительное изменение блеска и цвета, Отсутствие разрушений 3А 1 10% отсутствие АО 30% не более 50% АО 50% характер отрыва не ограничен Отсутствие коррозии |
Метод 8 ГОСТ 9.401 ГОСТ 9.407 ИСО 4628 (ч.2-5) ASTM D 3359 ИСО 2409 ИСО 4624 |
|
Испытание в камере влажности при 40°С в зависимости от категории коррозионной активности атмосферы (ИСО 12944): § С3 – 240 ч; § С4 – 480 ч; § С5-М – 720 ч. v Внешний вид покрытия Адгезионная прочность методом Х-образного надреза, балл, не ниже методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более |
Незначительное изменение блеска и цвета, Отсутствие разрушений 3А 1 |
ИСО 6270 ГОСТ 9.407 ИСО 4628 (ч.2-5) ASTM D 3359 ИСО 2409 |
|
§ Снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: w 2,5-3,5 МПа w 3,5-5 МПа w более 5 МПа § Состояние металла под покрытием |
10% отсутствие адгезионного отрыва 30% не более 50% адгезионного отрыва 50% характер отрыва не ограничен Отсутствие коррозии |
ИСО 4624 |
|
Испытание в камере влажности при 40°С в зависимости от категории коррозионной активности атмосферы (ИСО 12944): w С3 – 240 ч; w С4 – 480 ч; w С5-М – 720 ч. § Внешний вид покрытия Адгезионная прочность методом Х-образного надреза, балл, не ниже методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более § Снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: w 2,5-3,5 МПа w 3,5-5 МПа w более 5 МПа w Состояние металла под покрытием |
Незначительное изменение блеска и цвета, Отсутствие разрушений 3А 1 10% отсутствие адгезионного отрыва 30% не более 50% адгезионного отрыва 50% характер отрыва не ограничен Отсутствие коррозии |
ИСО 6270 ГОСТ 9.407 ИСО 4628 (ч.2-5) ASTM D 3359 ИСО 2409 ИСО 4624 |
* - методики испытаний по ГОСТ 9.401 и количество циклов определяются условиями договора на испытания.

|
Из за большого объема эта статья размещена на нескольких страницах:
1 2 3 4 5 |
