

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
П р и м е ч а н и е 2 - Меры по снижению опасности рисков при проектировании должны соответствовать Разделу 4 ЕН ИСО 12100-2, а для проведения профилактических мероприятий - Разделу 5 ЕН ИСО 12100-2.
5.2 Органы управления
5.2.1 Безопасность и надежность систем управления
5.2.1.1 Общие положения
В соответствии с настоящим стандартом безопасность относительно системы управления охватввает всю систему управления станком от начального командного управляющего устройства, например, рукоятки или позиционного переключателя или датчика ввода до исполнительного элемента выключения силового привода станка, например, двигатель или тормоз. Относящиеся к безопасности элементы системы управления станком должны соответствовать требованиям приведенных ниже категорий безопасности согдасно ЕН ИСО13849-1 в соответствии с выполняемыи функциями:
— пуск: категория 1 или 3 (см. 5.2.3 и 5.3.4.2 );
— обычная остановка: категория 1 или 3 (см. 5.2.4);
— аварийная остановка: категория 1 или 3 (см. 5.2.5);
— блокировка: категория 1 (см. 5.2.3, 5.2.6, 5.3.4.2 и 5.3.6.2);
— блокировка с защитным ограждением: категория 1 (см. 5.2.4, 5.2.5 и 5.3.6.2);
— торможение: категория 1 или 2 (см. 5.3.4);
— предотвращение неожиданного пуска из-за сбоя в подаче энергопитания: категория 1 или 3 (см. 5.2.6 и 5.2.7);
— освобождение тормоза: категория B (см. 5.3.4.1, 5.3.4.2)
— остановка двигателя (когда имеется механический тормоз и в определенных условиях): категория 1 (см. 5.3.4.1);
— прекращение подачи энергии к штепсельной розетке съемного силового узла подачи при вращающемся ножевом вале: категория 1 (см. 5.2.3);
— устройство, управляющее автоматическим возвратом: категория 1 или 3 (см. 5.2.3);
— приведение в действие механической регулировки движения по высоте рейсмусового стола: категория B, 1 или 3 (см. 5.2.3).
Согласно ЕН ИСО 13849-1 приемлемой является любая комбинация относящихся к безопасности элементов системы управления с различными категориями, при которой достигается аналогичный уровень безопасности.
Если дана более чем одна категория, требуемые данные о необходимом типе ее указываются в соответствующем разделе.
Если требуется категория 1, требование категории 3 или 4 также выполняются. Если требуется категория 2, требования категорий 3 и 4 также выполняются, если требуется категория 3, требование категории 4 также выполняется.
П р и м е ч а н и е - ЕН ИСО 1384содержит полезную информацию по комбинациям относящихся к безопасности частей с одинаковыми или различными категориями.
Контроль
Проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.2.1.2 Использование «хорошо проверенных» относительно безопасности компонентов
Компоненты считаются «хорошо проверенными» с точки зрения безопасности, если они выполнены в соответствии с требованиями ЕН ИСО 1384см. приложение D).
П р и м е ч а н и е 1 - «Хорошо проверенные» электрические компоненты перечислены в ЕН 13849-2 (Таблица D.3).
П р и м е ч а н и е 2 - ЕН 13849-2 содержит полезную информацию по оценке «хорошо проверенных» компонентов, возможному исключению неисправностей и т. п.
Контроль
Проверка соответствующих чертежей и/или схем и визуальный контроль станка.
5.2.1.3 Использование электронных комплектующих изделий
Если применяются электронные комплектующие изделия, должны выполняться требования, изложенные в
Контроль
Проверка соответствующих чертежей и/или схем, визуальный контроль станка, измерение и соответствующее функциональное испытания станка.
5.2.2 Расположение органов управления
Электрическое командное устройство для пуска, обычной остановки, аварийной остановки и регулировки движения стола (если имеется) должны быть расположены на высоте не менее 600 мм от уровня пола и на стороне входа подачи.
Дополнительное устройство для аварийного отключения, если требуется в соответствии с 5.2.5., должно быть установлено на расстоянии 600 мм от уровня пола или на стороне выхода подачи
Контроль
Проверка соответствующих чертежей, измерение и визуальный контроль станка.
5.2.3 Пуск
Перед пуском или повторным пуском станка все защитные ограждения должны быть установлены и приведены в рабочее состояние. Это должно быть сделано посредством блокирующих устройств, описанных в 5.3.7. Пуск или повторный пуск должны осуществляться только посредством предусмотренного для этих целей командного устройства.
Для станков с электрическим приводом должны применяться требования ЕН 60204-1(9.2.2) и дополнительно:
а) в настоящем стандарте «режим работы» означает вращение ножевого вала и/или встроенной подачи, и/или привода регулировки;
в) пуск двигателя привода подачи должен быть возможен только тогда, когда двигатель шпинделя ножевого вала начнет вращаться с полной скоростью, например, посредством задержки времени способом, не дающим погрешности, например, устройством ёмкостного типа по категории 3 согласно ЕН ИСО 13849-1. Для станков с одним только двигателем пуск подачи должен быть возможен только, когда шпиндель приведен в действиее.
с) конструкция цепей управления должна быть такой, чтобы обеспечивались требования к последовательности пуска. Если применяется устройство задержки времени, время задержки должно быть, по меньшей мере, равно времени разгона. Время задержки должно быть постоянным или устройство регулировки задержки времени должно быть опломбированным.
Когда регулировка стола с механическим приводом, регулировка должна осуществляться управляющим устройством с автоматическим возвратом.
В станках, где регулировка стола с электронным приводом, она осуществляется при следующих условиях :
1) либо скорость регулировки стола не должна превышать 10 мм сек-1, при этом команда на пуск может соответствовать категории B согласно ЕН ИСО 13849-1, либо
2) регулировка стола должна осуществляться по команде оператора (например, нажимом кнопки) цепь управления которой соответствует категории 1 или категории 3 согласно требованиям ЕН ИСО 13849-1.
После окончания запрограммированной регулировки силовой привод должен быть выключен.
Новое включение должно быть необходимо для выполнения дополнительной регулировки.
Категории цепей управления (см. также 5.2.1) для пуска и повторного пуска станка и для двигателя регулировки встроенной подачи должны соответствовать требованиям ЕН ИСО 13849-1 и соответствовать:
i) категории 1, если цепи управления являются жесткосвязанными;
ii) категории 3, если цепи управления включают электронные компоненты.
Категория цепи управления (см. также 5.2.1) для устройства управления возвратом согласно требованиям ЕН ИСО 13849-1 должна соответствовать:
i) категории 1, если цепи управления являются жесткосвязанными;
ii) категории 3, если цепи управления включают электронные компоненты.
Контроль
Проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответветствующее функциональное испытание станка.
5.2.4 Обычная остановка
Станок должен быть снабжен системой управления обычной остановкой, когда сам станок может быть опасен при общей остановке. Действие обычной остановки должно состоять из отключения от энергопитания всех действующих механизмов станка и действия тормоза (если имеется, см. 5.3.4)
Система управления обычной остановкой должна быть:
a) категории 1 в соответствии с требованиями ЕН 60204 –1 (9.2.2), если станок оснащен электрическим тормозом; или
b) категории 0 в соответствии с требованиями ЕН 60204 – 1 (9.2.2), если станок оснащен механическим тормозом или тормоз не установлен.
Для системы управления обычной остановкой по категории 1, последовательность обычной остановки должена быть следующей:
1) одновременное отключение энергии от привода встроенной подачи, если имеется отдельный двигатель, привода ножевого вала и привода регулировки стола, если имеется электронное управление и применение тормоза;
2) отключение подачи энергии к тормозу после остановки ножевого вала, например, посредством задержки времени способом, не дающим погрешности, например, устройством емкостного типа соответствующим требованиям категории 3 согласно ЕН ИСО 13849-1.
Конструкция цепей управления должна быть такой, чтобы сохранялись требования к последовательности отключения при обычной остановке. Если используется устройство задержки времени, то время задержки должно быть, по меньшей мере, равно времени торможения. Время задержки устанавливается на постоянное значение, либо устройство его регулировки должно быть опломбировано.
Категория цепей управления (см. также 5.2.1) для обычной остановки должна соответствовать требованиям ЕН ИСО 13849-1 и соответствовать:
i) категории 1, если цепи управления являются жесткосвязанными;
ii) категории 3, если цепи управления включают электронные компоненты.
Контроль
Проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствуюее функциональное испытание станка.
5.2.5 Аварийная остановка
Устройство для аварийной остановки должно быть доступно с позиции оператора и расположено на стороне входа подачи станка.
Для станков с отдельным приводом подачи и/или рабочей шириной обработки более 500 мм и/или с использованием электронного управления для регулировки хода рейсмусового стола по высоте, должно быть предусмотрено второе устройство для аварийной остановки на выходе подачи.
Если станок оснащен механическим тормозом без отдельного двигателя для привода встроенной подачи и/или не заблокированного огражденийя, аварийная остановка должна соответствовать категории 0 согласно требованиям ЕН ИСО 1385, а цепь управления аварийной остановки должна соответствовать категории 0 согласно требованиям ЕН 6020и требованиям EN 6020
Если станок оснащен электрическим тормозом, и/или имеет отдельный двигатель привода встроенной подачи и/или заблокированное ограждение, аварийная остановка должна соответствовать категории 1 согласно требованиям ЕН ИСО 13, а цепь управления аварийной остановкой должна соответствовать категории 0 согласно требованиям ЕН 6020и должна выполнять требования ЕН 6020
Устройства аварийной остановки должны быть постоянно пульсирующего типа согласно ЕН 6020
Последовательность аварийной остановки должна быть такой же, как принятая последовательность для обычной остановки (см. 5.2.4).
Конструкция цепей управления должна быть такой, чтобы соблюдались требования последо - вательности аварийноой остановки. Если используется устройство задержки времени, время задержки должно соответствовать, по меньшей мере, максимальному времени торможения. Время задержки должно быть зафиксировано или устройство для установки времни задержки должно быть опломбировано.
Категория цепей управления (см. также 5.2.1) для аварийной останови должна соответствовать требованиям ЕН ИСО 13849-1 должна быть:
a) категории 1, если схемы управления являются жесткосвязанными;
b) категории 3, если схемы управления включают электронные компоненты.
Контроль
Проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.6 Повреждения в энергоснабжении
Восстановление подачи электроэнергии после аварийного прекращения согласно требованиям
ЕН 1037 не должно приводить к повторному запуску привода станка. В станках с электроприводом это достигается, например, использованием предохранительного устройства пониженного напряжения с предварительно установленным уровнем напряжения согласно требованиям Раздела 7.5 параграфы 1 и 3 ЕН 60204-1.
При прекращении пневматической и/или гидравлической энергии, когда при этом последующее восстановление подачи энергии может привести к опасным движениям станка, любой повторный запуск опасного движения станка следует предотвратить.
Контроль
Проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.7 Повреждения в цепях управления
Цепи управления должны быть споектированы так, чтобы нарушение в любом месте цепи (например, при обрыве провода, разрыва шланга или трубопровода ) не могли привести к утрате функциональной безопастности станка (например, непроизвольный пуск) в соответсевии с ЕН 60204-1, ЕН 982 и ЕН 983.
Требования к цепям управления смотри в 5.2.1.
Контроль
Проверка соответсевующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3 Защита против механических опасностей
5.3.1 Устойчивость
Должна быть обеспечена возможность крепления стационарных станков к неподвижным частям производственного помещения, например, к полу. Крепление должно осуществляеться, например, крепежными болтами через отверстия в станине или требуемыми крепежными устройствами (см. также 6.3 f)).
В перемещаемых станках должна быть обеспечена возможность их закрепления во время работы (например, предусмотрев тормоз для колес или устройство для отвода колес с пола).
Контроль
Проверка соответствующих чертежей, визуальный контроль станка, а для перемещаемых станков, при необходимости, проведение испытания согласно приложению В.
5.3.2 Опасность поломки в процессе работы
Требования к уменьшению риска поломки в процессе работы приведены в 5.3.3 и 5.3. Для снижения последствий поломки в процессе работы смотри требования в 5.3.8
Контроль
Проверка соответствующих чертежей и визуальный контроль станка.
5.3.3 Конструкция ножевого вала
Ножевой вал должен быть круглой формы цилиндрического типа и маркирован MEC или «MAN» в соответствии с требованиями ЕН 847-1.
Устройство для коррекции положения ножей должно быть предусмотрено в станках, где нет автоматической установки ножей.
Контроль
Проверка соответствующих чертежей и визуальный контроль станка
5.3.4 Торможение
5.3.4.1 Общие положения
Для шпинделя станка должен быть предусмотрен автоматический тормоз, если бестормозное время выбега больше 10 сек. Тормозное время выбега должно быть меньше 10 сек.
Если станок оснащен механическим тормозом, последний абзац 9.3.4 ЕН 60204-1 не действителен и освободить тормоз во время выбега шпинделя невозможно (например, устройством задержки времени технически безопасным способом, например, емкосного типа, соответствующего требованиям категории 3 согласно ЕН 13849-1 между приведением в действие шпинделя и освобождением тормоза)
Для систем электроческого торможения, торможение противотоком не должно использоваться.
Если используется электрическая тормозная система, имеющая электронный элемент, управление торможением должно соответствовать требованиям категории 2 ЕН ИСО13849-1. Система управления должна периодически быть испытана, например, посредством контроля тормозного времени выбега или контроля электрической цепи торможения в процессе пуска (краткое торможение).
Испытание должно проводиться:
a) независимо от системы управления торможения;
b) независимо от участия оператора;
c) не менее одного раза в производственную смену.
Каждое испытание должно быть обозначено. Если результаты испытания отличаются друг от друга более чем в три раза, станок эксплуатировать не разрешается.
При отклонении от 5.2.1 достаточно простого электронного тормоза (без применения программируемого управления), соответствующего категории B согласно требованиям ЕН ИСО 13849-1, если вероятность ошибки при работе с высоким техническим режимом (PFH) меньше h-1.
Для расчета вероятности опасных ошибок при работе с высоким техническим режимом (PFH) при простом электронном торможении без помехоустойчивости и без возможности испытания (категория В) должен применяться способ, описанный в ЕН ИСО 13849-1(Приложение D).
Контроль
Измерение бестормозного и тормозного времени выбега, если относится, согласно испытаниям, приведенным в Приложении F.
5.3.4.2 Растормаживание (Освобождение тормоза)
Если имеется управление тормозом ножевого вала, срабатывание тормоза может быть осуществлено вручную только при условии, что шпиндель уже прекратил вращение (например, посредством временной задержки между срабатыванием установочной детали освобождением тормоза, вставкой реле времени не дающим погрешности методом, например, емкостного типа, или торможение шпинделя должно соответствовать требованиям категории 3 ЕН ИСО 13849-1). Пусковое устройство для срабатывания тормоза должно быть так зафиксировано на приводном двигателе, чтобы двигатель невозможно было запустить при сработавшем тормозе. Относящаяся к безопасности часть управления для срабатывания тормоза должна соответствовать категории 1 или 3 согласно требованиям ЕН ИСО 13849-1, (см. также 5.2.1).
Неожиданный пуск должен быть предотвращен следующими мероприятиями:
a) станок может быть пущен только при условии, что тормоз не работает;
b) возврат тормоза в исходное положение не может пустить станок.
Категория цепи управления (см. также 5.2.1) для функции блокировки должна соответствовать категории 1 или 3 согласно требованиям ЕН ИСО 13849-1.
Контроль
Проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание.
5.3.5 Устройства минимизирующие возможность или эффект выброса
Станок должен быть снабжен противо-выбрасывающим устройством из качающихся планок, закрывающим всю рабочую ширину станка. Противо-выбрасывающее устройство должно обеспечивать требования
Противо-выбрасывающее устройство из качающихся планок должно быть сконструировано, изготовлено и установлено таким образом, чтобы выполнялись следующие требования:
а) оно должно быть установлено перед входящим передним подающим роликом, расположенным внутри стола таким образом, чтобы его было видно сверху;
b) оно должно иметь упругую поверхность по крайней мере 15 jсм2 и твердость поверхности по крайней мере 100 НВ.
с) толщина качающихся планок должна быть между 8 мм и 15 мм для станков с рабочей шириной обработки равной или больше чем 260 мм и между 3 мм и 8 мм для станков с рабочей шириной обработки меньше чем 260 мм
d) радиус закругления качающихся планок не должен превышать 0,3 мм.
е) угол «а» должен соответствовать величине, показанной на рисунке 3 для всех глубин реза для которых предназначен станок, угол «б» должен быть больше 32 и меньше чем 45.
f) полное боковое смещение противо-выбрасывающих качающихся планок, которые могут двигаться свободно, не должно превышать 1% от рабочей ширины обработки.
g) качающиеся планки должны падать под их собственным весом в исходное положение покоя. Должны быть предусмотрены остановки для предотвращения их вращения вокруг оси углового сектора, соответствующие минимальной и максимальной возможной толщине срезаемого слоя.
h) исходное положение качающихся планок в покое должно быть, по крайней мере, на 2 мм ниже горизонтальной касательной внешнего диаметра окружности резания.
i) недающее эффекта захвата противо-выбрасывающее устройство не допускается.
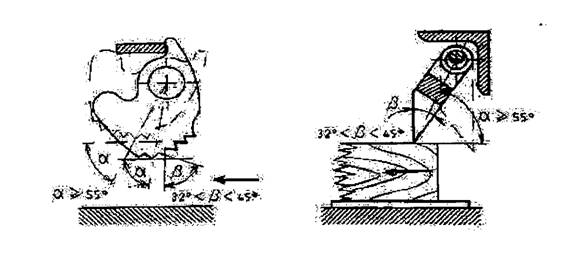 |
Рисунок 3 – Пример противо-выбрасывающего устройства с качающимися планками (стрелка указывает направление подачи)
Контроль
Проверка соответствующих чертежей, визуальный контроль станка, измерения, соответствующее функциональное испытание станка и выполнение испытания по приложению А.
П р и м е ч а н и е - Для подтверждения упругости и твердости элементов может быть использован сертификат изготовителя.
5.3.6. Опора и направляющие для обрабатываемой заготовки
Стол должен быть плоским
Механическая остановка стола должна быть предусмотрена для предотвращения контакта между столом и противо-выбрасывающим устройством или ножевым валом в любой позиции.
Устройство для ограничения глубины реза должно быть расположено на стороне входа подачи станка для предотвращения пропуска заготовок с превышением допустимого размера по толщине.
Стол должен быть обеспечен с двух сторон боковыми направляющими планками для ограничения заготовки по ширине и удержания заготовки на столе.
Ширина стола между направляющими планками должна быть меньше или равна ширине обработки, а его длина должна простираться от устройства ограничения резания до выходного подающего ролика.
Контроль
Проверка соответствующих чертежей и/или схем, визуальный контроль станка, выполнение испытания G1 по ИСО 7568 и соответствующее функциональное испытание станка.
5.3.7 Предотвращение доступа к движущимся частям
5.3.7.1 яограждение ножевого вала и механизма подачи
Доступ к движущимся частям станка (какими являются ножевой вал и механизм подачи) за исключением входа подачи и выхода должен быть предотвращен посредством установки защитных ограждений, а при необходимости, замены ножей, посредством подвижного защитного ограждения.
Эти защитные ограждения должны быть сблокированы с ножевым валом и приводом механизма подачи. Если подвижное защитное ограждение не является крышкой станка оно должно постоянно быть в открытом положении.
Эти защитные ограждения должны соответствовать требованиям 5.3.8.
Блокирующие устройства должны соответствовать требованиям ЕН 1088.
Категория цепей управления для блокировки (также см 5.2.1) должна соответствовать требованиям ЕН ИСО 13849-1 и быть:
а) категории 1, если цепи управления являются «жесткосвязанными»;
б) категории 3, если цепи управления включают электронные компоненты.
Контроль
Проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.2 Защита приводов
Доступ ко всем приводным механизмам (например, ножевого вала, подачи заготовки и регулировки вертикального перемещения стола (если имеется) должен быть предотвращен посредством:
а) неподвижных зашитных ограждений или
b) подвижных защитных ограждений, сблокированных с движущимися механизмами, при часто повторяемом подходе к приводу для проведения наладочных и ремонтных работ, например, более одного раза за производственную смену.
Категория цепей управления (см. также 5.2.1) для блокировки, согласно требованиям ЕН ИСО 13849-1, должна быть:
1) категории 1, если цепи управления являются жесткосвязанными;
2) категории 3, если цепи управления включают электронные компоненты.
Контроль
Проверка соответствующих чертежей и/или схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.8 Характеристики ограждений инструмента
Ограждения инструмента должны быть изготовлены из следующих материалов:
a) сталь, прочность на растяжение минимум 350 N мм-² и толщинна стенок минимум 1,5 мм;
b) легкий сплав с характеристиками, указанными в таблице 4;
Таблица 4 — Толщина стенок и прочность на разрыв защитных ограждений ножевого вала из легких сплавов
Предел прочности на разрыв, N mm-2 | Минимальная толщина, mm |
180 | 5 |
240 | 4 |
300 | 3 |
c) поликарбонат с толщиной стенок минимум 3 мм или другой искусственный материал с такой же толщиной стенок, обеспечивающий ударную вязкость такую же или лучшую, чем ударная вязкость поликарбоната с толщиной стенок минимум 3 мм (например, полиэтилен, полиэстер, поливинилхлорид, полиметилметакрылат);
d) литейный чугун с прочностью при растяжении 200 N мм-² и толщиной стенок минимум 5 мм.
Контроль
Проверка соответствующих чертежей, измерения и, при использовании материалов с другими свойствами, чем представленные в приложении С к, испытание этих материалов.
П р и м е ч а н и е - Относительно минимальной прочности на разрыв можно использовать сертификат соответствия производителя материала.
5.4 Защита против немеханических опасностей
5.4.1 Пожар
Для снижения риска пожара должны соблюдаться требования 5.4.3 и 5.4.4 (см. также 6.3 перечисление h)).
Контроль
Проверка соответствующих чертежей, визуальный контроль и соответствующее функциональное испытание станка.
5.4.2 Шум
5.4.2.1 Снижение шума на стадии проектирования
При проектировании станков должны быть выполнены требования ЕН ИСО 11688-1 и технические меры по контролю уровня шума в источнике. Кроме того, должна также учитываться информация по ЕН ИСО11688-2. Важнейшим источником шума является вращающийся ножевой вал.
5.4.2.2 Измерение уровня шума
Производственные условия для измерения уровня шума должны соответствовать ИСО 7960 (Приложение С)
Условия монтажа и режим работы станка должны соответствовать инструкциям производителя и быть идентичными для измерения уровня шума на рабочем месте и уровня звуковой мощности.
В станках, в которых Приложение С ИСО 7960 не применяется, например, для положение направляющей линейки, толщины срезаемой стружки или глубины реза в процессе обработки, в отчете об испытании должны быть подробно приведены условия эксплуатации.
Уровень звуковой мощности должен быть измерен по методу огибающей поверхности согласно требованиям ЕН ИСО 3746 со следующими изменениями:
a) показатель акустических условий окружающей среды K2A должен быть меньше или равным 4 дБ.
b) разница между уровнем звука посторонних шумов и уровнем звука, производимого станком в каждой точке измерения должна быть равной 6 дБ или более. Поправочная формула для этой разницы (смотри ЕН ИСО 3применима и для разницы 10 дБ.
c) Это применимо только для огибающей поверхности в форме прямоугольного параллепипеда на расстоянии 1,0 м от базовой поверхности.
d) Если расстояние между станком и вспомогательным приспособлением меньше 2,0 м, вспомогательное приспособление включается в базовую поверхность.
e) Требование к времени измерения согласно ЕН ИСО 3, относительно 30 с., должно быть исключено.
f) Точность метода измерения должна быть менее чем 3 дБ.
g) Число точек измерения согласно ИСО 7960 (Приложение С) должно равняться 9. Или, если имеются специальные приборы и методы измерения, применимые для данного типа станков, уровень звуковой мощности может определяться по более точным методам измерения, т. е. в соответствии с требованиями ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744 и ЕН ИСО 3745 без указанных выше изменений.
Для определения уровня звуковой мощности по методу интенсивности используется ЕН ИСО 9614-1 (по взаимному соглашению покупателя и поставщика).
Излучаемый уровень звукового мощности на рабочем месте должен быть измерен в соответствии с требованиями ЕН ИСО 11202 со следующими изменениями:
1) показатель акустических условий окружающей среды K2A или локальный показатель акустических условий окружающей среды на рабочем месте K3A должен быть меньше или равным 4 дБ.
2) разница между уровнем звука постороннего шума и уровнем звука на рабочем месте должна быть больше или равной 6 дБ.
3) корректировка локального показателя акустических условий окружающей среды на рабочем месте K3A должна рассчитываться в соответствии с Приложением A.2 ЕН ИСО 11204 по установленному методу, описанному в ЕН ИСО 3746 вместо метода описанного в Приложении A ЕН ИСО 11202 или в соответствии с ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744 или ЕН ИСО 3745, если для измерения использовались требования одного из этих стандартов.
Деклорацию по шуму смотри в разделе 6.3, перечисление m).
5.4.3 Выброс стружки и пыли
Должны быть приняты меры для отсоса пыли и стружки от станка путем установки вытяжного колпака (см. 6 на Рисунке 1), с возможностью последующего подключения станка к вытяжной системе.
Чтобы быть уверенным, что удаленная со станка пыль и стружка далее транспортируется к вытяжной установке, при проектировании необходимо учитывать размеры приемных элементов, труб, направляющих элементов и т. п. Необходимо учитывать, что скорость движения воздуха затянутого системой составляет 20 м/сек-1 для сухой стружки и 28 м/сек-1 для влажной стружки (влажность 18 % и более).
Для статического электричества смотри требования 5.4.10.
П р и м е ч а н и е - Уменьшение выброса пыли можно ожидать, если соблюдаются приведенные в таблице 5 данные:
Таблица 3 Данные для снижения выброса пыли
Основные характеристики | Минимальный диаметр Аспирационного патрубка, мм | Минимальная скорость движения воздуха, м сек-1 | Минимальный объем воздуха, м3 час-1 |
Ширина строгания w w ≤ 300 мм 300 < w ≤ 520 мм w > 520 мм | 100 120 140 | 20 20 20 | 565 815 1 110 |
См. также требования 6.3, перечисление k) и 1)
Контроль
Проверка соответствующих чертежей и визуальный контроль станка. Привести станок в действие (система вытяжки стружки и пыли отключена) по условиям, приведенным в ИСО 7960 (Приложение С). Задержать в станке впущенный через мембранное устпойство поток воздуха для соединения с выпускным отверстием вытяжного кожуха для стружки и пыли, посредством использования дыма в выходном отверстии. Измерить падение давления (система вытяжки стружки и пыли открыта) и заданную скорость движения потока воздуха посредством измерений по условиям, приведенным в ИСО7960 (ПриложениеС).
5.4.4 Электричество
Требования ЕН 60204-1 должны быть выполнены, если в настоящем стандарте не установлены другие требования.
В первую очередь должны соблюдаться требования следующих разделов ЕН 60204-1
- раздела 6 по предотвращению поражения электрическим током;
- раздела 7 по защите оборудования (защита от короткого замыкания и перегрузки);
- раздела 8 по эквипотенциальным соединениям;
- раздела 12 по кабелям и проводам;
- раздела 13 по монтажу электропроводов;
- раздела 14 по электродвигателям и сопутствующему ему оборудованию.
Электрические распределительные щитки и шкафы не должны подвергаться опасности повреждения из-за выбрасывания наружу частей ножевого вала или заготовок. Доступ к находящимся под напряжением частям должен быть закрыт, согласно ЕН 6020

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
