

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
По массе М. с. бывают лёгкие (до 1 т), средние (до 10 т), тяжёлые (свыше 10 т), уникальные (свыше 100 т).
В зависимости от характера выполняемых работ и применяемого режущего инструмента в СССР принята единая система классификации и условного обозначения М. с. (табл.), разработанная в ЭНИМС. с. делятся на группы, которые, в свою очередь, разбиваются на типы. По этой классификации каждому М. с. серийного производства присваивается шифр (индекс), который образуется, как правило, числом из 3 или 4 цифр; первая цифра указывает группу, вторая — тип, третья и четвёртая характеризуют важнейшие размеры М. с. или обрабатываемого на нём изделия. Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50 мм. После модернизации М. с. в его шифр за первой цифрой добавляется какая-либо буква. Например, шифр 1К62 обозначает модернизированный токарно-винторезный станок с высотой центров 200 мм. Модификация (видоизменение) базовой модели обозначается введением какой-либо буквы в конце шифра. Например, 6Н12К обозначает модификацию модернизированного консольного вертикально-фрезерного станка. Описание типов станков см. в статьях: Зубообрабатывающий станок, Карусельный станок, Токарный станок, Сверлильный станок, Фрезерный станок, Шлифовальный станок.
с. При обработке на М. с. очертания, форма деталей (производящие линии) образуется в результате согласованных между собой вращательных и прямолинейных движений заготовки и режущей кромки металлорежущего инструмента. Эти движения, называемые рабочими, могут быть простыми и сложными. В М. с. используются 4 метода получения производящих линий: копирование, огибание (обкатка), методы следа и касания. При копировании форма режущей кромки инструмента совпадает с формой производящей линии (рис. 1, а, б); при огибании производящая линия возникает в форме огибающей ряда последовательных положений режущей кромки инструмента, движущегося относительно заготовки (рис. 1, б); при методе следа производящая линия образуется как след движения точки режущей кромки инструмента (рис. 1, г, д), при методе касания производящая линия является касательной к ряду геометрических вспомогательных линий, образованных реальной точкой (вершиной) движущейся режущей кромки инструмента (рис. 1, е).
Рабочие движения в М. с. — главное движение и движение подачи. Главное движение, происходящее в направлении вектора скорости резания, обеспечивает отделение стружки от заготовки, а движение подачи — последовательное внедрение инструмента в заготовку, «захват» новых, ещё не обработанных участков. Главное движение в зависимости от типа М. с. может совершаться как заготовкой (токарные, продольно-строгальные и др. станки), так и инструментом (сверлильные, поперечно-строгальные, долбёжные, протяжные, фрезерные, шлифовальные и др. станки); это движение может быть вращательным (токарные, сверлильные, фрезерные, шлифовальные и др. М. с.) или поступательным (строгальные, долбёжные, протяжные и др. М. с.). Помимо рабочих движений, на М. с. совершаются также установочные и делительные движения, которые не используются в процессе обработки резанием, однако необходимы для осуществления полного технологического цикла. Все движения в М. с. обеспечивают соответствующие механизмы, в которые входят различные передачи: ремённые, зубчатые, червячные, реечные, винтовые, кулачковые, фрикционные и др. Эти передачи сочленяются между собой в определённой последовательности и образуют кинематические цепи, совокупность которых составляет кинематическую схему М. с. При этом пользуются условными обозначениями элементов и механизмов М. с. по ГОСТ 3462—61. На кинематических схемах указываются диаметры шкивов (D1, D2 и т. д.), числа зубьев зубчатых и червячных колёс (z1, z2 и т. д.), шаги винтов, заходности червяков и винтов, модули (т) некоторых зубчатых колёс (обычно находящихся в зацеплении с рейками), передаточные отношения плеч рычагов, характеристики звеньев настройки и др.
Для станков с вращательным главным рабочим движением скорость резания определяется по формуле:
где D — максимальный диаметр обработки (или максимальный диаметр инструмента) в мм; n — число оборотов шпинделя в минуту. Для конкретного М. с. диаметр заготовки (инструмента) может быть различным, может производиться также обработка заготовок из различных материалов и режущими инструментами с режущей частью из разных инструментальных материалов (что приводит к выбору соответствующих допускаемых скоростей резания). Привод главного движения должен обеспечивать поэтому регулирование числа оборотов шпинделя. Существует бесступенчатое и ступенчатое регулирование. В первом случае в определённом интервале можно за счёт фрикционного, гидравлического или электрического привода получить любое значение n. Во втором случае имеется определённый конечный ряд различных n. Это обеспечивается за счёт использования коробок скоростей с переключающимися зубчатыми колёсами. Для такого ряда рус. учёным в 1876 разработана и обоснована теория построения рядов чисел оборотов по закону геометрической прогрессии. При такой закономерности потери в устанавливаемых скоростях резания будут минимальными, а эксплуатационные свойства станка наилучшими. По этому закону все числа оборотов шпинделя станка в минуту от начального (миним.) n1 = nмин до конечного (макс.) nz= nмакс образуют геометрический ряд, в котором знаменатель геометрической прогрессии j определяется по формуле:
где D диапазон регулирования числа оборотов шпинделя в 1 мин, z — количество ступеней регулирования. В станкостроении СССР значения j и соответствующие им перепады скоростей А стандартизированы:
j | 1,06 | 1,12 | 1,26 1,25 | 1,41 1,4 | 1,58 1,6 | 1,78 | 2 |
А, % | 5 | 10 | 20 | 30 | 40 | 45 | 50 |
Примечание. Во втором ряду указаны допускаемые округления.
Основной показатель любой кинематической цепи — общее передаточное отношение:
где nk и nн — числа оборотов соответственно конечного и начального звеньев в об/мин; U1, U2, U3 — передаточные отношения отдельных пар кинематической цепи. Значение Uoбщ позволяет определить значения конечных перемещении звеньев, связанных кинематической цепью, т. е. заготовки и режущего инструмента. Соответствующие функциональные связи называют уравнениями кинематического баланса. Эти уравнения в 20—30-е гг. 20 в. выведены советским учёным , предложившим единые формулы настройки для всех станков.
Для вращающихся конечных звеньев уравнение кинематического баланса: nk = nн · Uoбщ; для вращающегося начального звена и поступательно-движущегося конечного: nн · Uoбщ · Н = sm мм/мин, 1об · Uoбщ · Н = s мм/об, где Н — величина хода кинематической пары, преобразующей вращательное движение в прямолинейное, равная перемещению прямолинейно движущегося звена за один оборот вращающегося звена (для токарного, сверлильного, фрезерного и др. станков).
с. с прямолинейным главным движением (строгальный, долбёжный, протяжный и др.) различаются рабочий ход, в течение которого происходит резание, и холостой (обратный) ход, в течение которого движущиеся части станка возвращаются в исходное положение. Скорость холостого хода Vx = Vp · X, где Vp — скорость рабочего хода; Х = 1,5... 2,5 — коэффициент, выбираемый в зависимости от типоразмера станка.
Рабочий и холостой ходы составляют двойной ход. Время двойного хода:
где L — длина хода (в мм). Число двойных ходов (в 1 мин):
![]()
Для токарного станка с простой кинематической схемой ступенчатого главного привода (рис. 2), согласно уравнению кинематического баланса, возможны следующие варианты числа оборотов шпинделя в 1 мин:
т. е. возможно 12 вариантов (h — коэффициент, учитывающий проскальзывание в ремённой передаче).
Для облегчения кинематических расчётов коробок скоростей применяется графоаналитический метод. Зависимость чисел оборотов и передаточных отношений изображается в виде графиков и структурных сеток.
Конструктивные особенности М. с. Все кинематические цепи и рабочие органы М. с. выполняются в виде конструктивных узлов (механизмов), состоящих из различных деталей. Узлы и детали М. с. можно разделить на 2 группы. Группа несущей и направляющей системы обеспечивает правильное направление прямолинейных и круговых перемещений узлов с изделиями и с режущими инструментами. К ней относятся станины и основания; детали и узлы для поддержания и обеспечения прямолинейных перемещений изделий (консоли, салазки столов, столы); детали и узлы для поддержания и обеспечения прямолинейных и качательных перемещении режущих инструментов (суппорты, салазки и поперечины суппортов, револьверные головки); детали и узлы для обеспечения вращения изделий и режущих инструментов (шпиндели, опоры шпинделей, планшайбы, вращающиеся колонны, задние бабки); детали и узлы для поддержания и направления вращающихся деталей М. с. (корпуса коробок скоростей, коробок подач и шпиндельных бабок). Группа привода и управления осуществляет формообразование деталей и движения управления. К ней относятся механизмы главного движения, движения подачи и делительных движений; механизмы вспомогательных движений (транспортирующих, зажимных, установочных, стружкоотводящих); механизмы управления (пуском и остановом, скоростью и реверсированием равномерных движений), копировальные, программные, адаптивные, самоподстраивающпеся системы. Конструктивные компоновки М. с. различных типов могут быть самыми различными в соответствии с рассмотренной ранее классификацией (рис. 3, а—т).
В развитии конструкций узлов М. с. существуют следующие тенденции: оптимальное использование возможностей механических, электрических и гидравлических приводов и их сочетаний; разработка прецизионных узлов и механизмов; уменьшение трения в узлах станков; применение средств управления и автоматизации; обеспечение высокой статической и динамической жесткости; повышение долговечности за счёт выбора оптимальных материалов и методов упрочнения деталей; применение унификации, нормализации, стандартизации и агрегатирования.
с. с. — его свойство выполнять заданные функции, т. е. обрабатывать изделия с сохранением в необходимых пределах эксплуатационных показателей, главным образом точности и производительности, в течение требуемого промежутка времени (наработки). с. определяется его безотказностью, долговечностью, ремонтопригодностью и сохраняемостью.
На надёжность М. с. прежде всего влияют режимы и методы обработки, которые предопределяют точность и качество обработанных поверхностей, а следовательно, эксплуатационные характеристики изделий. Повышение надёжности М. с. обеспечивается увеличением точности изготовления М. с.; созданием специальных устройств для повышения точности обработки; применением систем автоматического регулирования для восстановления точности, снижающейся от действия процессов, протекающих с различной скоростью, т. е. создание М. с. с автоматической подналадкой режимов обработки. Системы автоматического регулирования — наиболее современный способ создания М. с. с высокой надёжностью. Автоматическое регулирование может быть простым по заданной программе; прямым с учётом факторов, вызывающих отклонение от программы; по замкнутому циклу с обратной связью. Последний способ приводит к созданию адаптивных саморегулирующихся (самоподстраивающихся) систем, дающих наибольшую надёжность М. с. Адаптивные системы управления М. с. разделяются на следующие группы: стабилизирующие контролируемые параметры резания; самоизменяющие управляющую программу; компенсирующие динамические и температурные деформации системы СПИД (станок — приспособление — инструмент — деталь); оптимизирующие режимы обработки по точности и производительности. Использование адаптивных систем управления М. с. обеспечивает снижение (и даже исключение) отказов из-за перегрузок, уменьшение зависимости результата обработки от рабочего, упрощение программирования обработки, автоматический контроль получаемых размеров деталей, повышение экономичности обработки, облегчение освоения новых методов обработки.
М. с. с числовым программным управлением. Числовое программное управление (ЧПУ) М. с. экономически выгодно в серийном производстве, где происходит сравнительно частая смена обрабатываемых изделий, а также при производстве крупногабаритных деталей и деталей с криволинейными профилями и поверхностями. ЧПУ позволяет автоматизировать процессы подготовки производства и обработки, быстро производить переналадку станка. В М. с. с ЧПУ информация о необходимых перемещениях режущих инструментов относительно заготовки сообщается механизмам управления М. с. в виде закодированной программы, представляющей собой условную систему числовых обозначений. Эта программа вводится в считывающее устройство М. с., которое преобразует её в соответствующие командные импульсы (электрические сигналы), а они при помощи механизмов управления передаются на исполнительные органы М. с. (суппорты, салазки, столы и т. п.). Все действия, выполняемые узлами М. с. по сигналам системы ЧПУ, разделяются на две группы: включения и выключения для изменения режимов резания, смены действующих режущих инструментов и т. п.; перемещения исполнительных органов.
Системы ЧПУ, применяемые в М. с., классифицируются: по назначению — для позиционного, ступенчатого и функционального управления; по числу потоков информации — разомкнутые, замкнутые и самонастраивающиеся; по виду программоносителя — внутренние (панели с переключателями, штеккерные и кнопочные панели и др.) и внешние (перфорированные карты и ленты, магнитные ленты, киноленты и др.); по принципу ограничения перемещений исполнительных органов — импульсные, аналоговые, путевые, временные, на схемах совпадения; по физическому принципу контроля перемещений исполнительных органов — с механическими, оптическими, электрическими и смешанными измерительными устройствами. Применяется также цикловая система программного управления, при которой программируются (полностью или частично) цикл работы М. с., режимы обработки и смена инструмента.
Системы ЧПУ М. с. состоят обычно из следующих основных автоматических элементов (рис. 4): устройство для ввода программы — «читает» программу и преобразовывает её в сигналы управления; промежуточная «память» — «запоминает» и в течение необходимого времени хранит полученные сигналы управления; сравнивающее устройство (узел активного контроля) — при помощи системы обратной связи сопоставляет перемещения, заданные программой и фактически реализованные М. с. (при обнаружении разницы вырабатывает дополнительный сигнал для исправления ошибки); исполнительный механизм, который реализует через соответствующие приводы (гидроцилиндры, винтовые пары, шаговые двигатели и др.) полученные сигналы управления в необходимые перемещения исполнительных органов М. с.
Лит.: Машиностроение. Энциклопедический справочник, т. 9, М., 1949; , , Металлорежущие станки, 2 изд., М., 1959; 3агорский Ф. Н., Очерки по истории металлорежущих станков до середины XIX века, М. — Л., 1960; Металлорежущие станки, под ред. , т. 1—2, М., 1965; , , Числовое программное управление станками, М., 1966; , , Автоматизация производственных процессов, М., 1967; Резание конструкционных материалов, режущие инструменты и станки, М., 1967; , Расчёт и конструирование металлорежущих станков, 2 изд., М., 1967; , Металлорежущие станки, 2 изд., Л., 1969; Самоподнастраивающиеся станки, [Сб. ст.1, под ред. , 3 изд., М., 1970; (сост.), Металлорежущие станки, М., 1970; Металлорежущие станки, М., 1970; , , Самонастраивающиеся системы управления станками, М., 1971; Технологическая надёжность станков, М., 1971; Детали и механизмы металлорежущих станков, под ред. , т. 1—2, М., 1972.
.

Рис. 3р. Основные типы металлорежущих станков. Токарный восьмишпиндельный автомат (1К282).

Рис. 3с. Основные типы металлорежущих станков. Вертикально-фрезерный станок с копировальным устройством (6Н12К).

Рис. 3з. Основные типы металлорежущих станков. Универсальный токарно-винторезный станок с автоматическим циклом (1K62A).

Рис. 3а. Основные типы металлорежущих станков. Зубошлифовальный станок (5853).

Рис. 3в. Основные типы металлорежущих станков. Хонинговальный вертикальный одношпиндельный станок (ЗБ833).

Рис. 3м. Основные типы металлорежущих станков. Круглошлифовальный автомат (3К161).

Рис. 3п. Основные типы металлорежущих станков. Вертикально-протяжной станок (7Б705).

Рис. 3д. Основные типы металлорежущих станков. Координатно-расточный станок (2B440).

Рис. 3ж. Основные типы металлорежущих станков. Токарно-карусельный одностоечный станок с числовым программным управлением (1512Ф2).

Рис. 3г. Основные типы металлорежущих станков. Станок для перешлифовки шатунных и коренных шеек коленчатых валов (3А423).
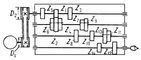
Рис. 2. Кинематическая схема главного привода токарного станка.

Рис. 3к. Основные типы металлорежущих станков Зубодолбёжный полуавтомат (5122).

Рис. 3н. Основные типы металлорежущих станков. Вертикально-сверлильный станок (2A135).

Рис. 1. Воспроизведения производящих линий методом: а, б — копирования; в — огибания (обката); г, д — следа; е — касания; П — производящая линия.

Рис. 3б. Основные типы металлорежущих станков. Зубострогальный полуавтомат (5А250П).

Рис. 4. Структурная схема цифрового программного управления металлорежущего станка: 1 — устройство для ввода программы; 2 — промежуточная «память»; 3 — сравнивающее устройство; 4 — исполнительный механизм; 5 — узел обратной связи (активного контроля).

Рис. 3л. Основные типы металлорежущих станков. Внутришлифовальный станок (3260).

Рис. 3о. Основные типы металлорежущих станков. Копировальный поперечно-строгальный станок (ГД-21).

Рис. 3и. Основные типы металлорежущих станков. Зубофрезерный станок (5K328A).

Рис. 3е. Основные типы металлорежущих станков. Радиально-сверлильный станок (2A53).

Рис. 3. Основные типы металлорежущих станков. Универсальный консольно-фрезерный станок (6Т82).
Металлорежущий инструмент, орудие производства для изменения формы и размеров обрабатываемой металлической заготовки путём удаления части материала в виде стружки с целью получения готовой детали или полуфабриката. Различают станочный и ручной М. и. Основные части М. и.: рабочая, которая может иметь режущую и калибрующую части, и крепёжная. Режущей называется часть М. и., непосредственно внедряющаяся в материал заготовки и срезающая часть его. Она состоит из ряда конструктивных элементов: одного или нескольких лезвий; канавок для отвода стружки, стружколомателей, стружкозавивателей; элементов, являющихся базовыми при изготовлении, контроле и переточках инструмента; каналов для подвода смазочно-охлаждающей жидкости. Назначение калибрующей части — восполнение режущей части при переточках, окончательное оформление обработанной поверхности и направление М. и. при работе. Крепёжная часть служит для закрепления М. и. на станке в строго определённом положении или для удержания его в руках и должна противодействовать возникающим в процессе резания усилиям. Крепёжная часть может выполняться в виде державок, хвостовиков (вставные М. и.) или иметь отверстие для крепления на оправках (насадные М. и.).
В зависимости от технологического назначения станочный М. и. делится на следующие подгруппы: резцы, фрезы, протяжки, зуборезный, резьбонарезной, для обработки отверстий, абразивный и алмазный инструмент. Резцы, применяемые на токарных, токарно-револьверных, карусельных, расточных, строгальных, долбёжных и др. станках (за исключением резьбовых и зуборезных резцов), служат для обточки, расточки отверстий, обработки плоских и фасонных поверхностей, прорезания канавок. Фрезы — многолезвийный вращающийся М. и. используют на фрезерных станках для обработки плоских и фасонных поверхностей, а также для разрезки заготовок. Протяжки — многолезвийный инструмент для обработки гладких и фасонных внутренних и наружных поверхностей. Для образования и обработки отверстий используют свёрла, зенкеры, зенковки, развёртки, цековки, расточные пластины, комбинированный инструмент, который применяют на сверлильных, токарных, револьверных, расточных, координатно-расточных и др. станках. Зуборезный инструмент предназначен для нарезания и обработки зубьев зубчатых колёс, зубчатых реек, червяков. Резьбонарезной инструмент служит для получения и обработки наружных и внутренних резьб. Номенклатуру резьбонарезного инструмента составляют также резьбовые резцы и фрезы, метчики, плашки и др. К абразивному инструменту относятся шлифовальные круги, бруски, хонинговальные головки, наждачные полотна и др., применяемые для шлифования, полирования, доводки деталей, а также для заточки инструмента. Алмазный инструмент составляют круги, резцы фрезы с алмазными пластинами и др. (см. Инструмент алмазный).
К ручным инструментам относятся зубила, напильники, надфили, ножовки, шаберы и др., используемые без применения металлорежущего оборудования. Получили распространение ручные машины с электрическим, гидравлическим и пневматическим приводом, рабочим органом которых являются ручные инструменты.
Форма и углы заточки режущей части М. и. (см. Геометрия резца), от которых зависят его стойкость, производительность, экономичность, качество обработки, выбираются с учётом свойств обрабатываемого материала, смазывающе-охлаждающей жидкости, жёсткости системы станок — приспособление — инструмент — деталь и т. д. Режущая способность М. и. определяется свойствами материала, из которого изготовлена его режущая часть. Наиболее существенным показателем является красностойкость материала. Применяют следующие основные группы материалов: инструментальные стали (углеродистые, быстрорежущие, легированные), твёрдые сплавы, минералокерамические сверхтвёрдые материалы. Инструмент из углеродистых сталей (красностойкость 200—250°C) используют для обработки обычных материалов при небольших скоростях резания. Быстрорежущие стали, легированные вольфрамом, позволяют увеличить скорость резания в 2—4 раза. Для обработки заготовок из жаропрочных сплавов и сталей повышенной прочности применяют инструмент из стали с увеличенным содержанием ванадия, кобальта, молибдена и пониженным содержанием вольфрама. Красностойкость этих сталей достигает 600—620 °С, но одновременно возрастает их хрупкость. Твёрдые сплавы — наиболее прогрессивные и распространённые материалы для М. и., вытесняющие инструментальные стали (кроме случаев прерывистого точения и фасонного фрезерования с большой глубиной), обладают красностойкостью 750—900 °C и высокой износостойкостью. Твёрдые сплавы для М. и. выпускаются в виде пластинок различной формы и размеров. Изготовляют также монолитные твердосплавные М. и. небольших размеров. Ещё более высокими красностойкостью (1100—1200 °С) и износостойкостью обладают М. и. с режущей частью, армированной минералокерамическими пластинками, изготовленными на основе окиси алюминия с добавлением молибдена и хрома. Однако применение минералокерамики ограничивается её низкой пластичностью и большой хрупкостью. Перспективным является применение сверхтвёрдых материалов — естественных и синтетических алмазов, кубического нитрида бора и др. (для шлифования и затачивания М. и.).
Технологические параметры М. и. зависят от глубины резания, подачи, скорости резания (см. Обработки металлов резанием). Критерием износа режущей части М. и. принято считать ширину изношенной площадки на задней поверхности инструмента с учётом вида инструмента требуемой точности обработки и класса чистоты. и. определяется продолжительностью (в мин) непосредственного резания между переточками. Главное требование к М. и. — высокая производительность при заданных классах чистоты и точности обработки — обеспечивается выполнением условий в отношении допусков на изготовление, отклонений геометрических параметров, твёрдости режущей части, внешнего вида и т. д. и. должна предусматривать возможность многократных переточек, надёжное и быстрое крепление. При проектировании металлорежущего оборудования учитываются специальные элементы для крепления М. и.: резцедержатели, конусные отверстия, оправки и т. п.
При создании новых конструкций М. и. стремятся усовершенствовать их геометрические параметры и конструктивные элементы, а также использовать материалы с повышенными режущими свойствами и новые материалы. Решение этих проблем позволяет повысить стойкость М. и. (в т. ч. размерную), улучшить дробление стружки, в частности для автоматических линий и станков с программным управлением. Важное значение имеют исследования физических закономерностей изнашивания инструмента, его геометрических параметров, изыскание новых смазочно-охлаждающих жидкостей. С вопросами производства М. и. тесно связано создание новых конструкций станков, внедрение современных электрохимических и электрофизических методов для обработки твердосплавного инструмента. См. также Инструментальная промышленность.
Лит.: , Металлорежущий инструмент, 2 изд., М., 1954; , Металлорежущие инструменты, 5 изд., М., 1965; , , Проектирование и производство режущих инструментов, Минск, 1969; Справочник технолога-машиностроителя, 3 изд., т. 1—2, М., 1972.

Станочный металлорежущий инструмент: 1 — резец с механическим креплением пластинки твёрдого сплава; 2 — винтовое сверло; 3 — зенкер с коническим хвостовиком, оснащенный твердосплавными пластинками; 4 — торцевая насадная фреза со вставными ножами, оснащенными твёрдым сплавом; 5 — машинная развёртка с твердосплавными пластинками; 6 — плашка; 7 — винторезная головка с круглыми гребёнками; 8 — червячная фреза; 9 — шлицевая протяжка; 10 — резцовая головка для обработки конических колёс с круговым зубом; 11 — метчик; 12 — зуборезный долбяк со спиральными зубьями.
Классы чистоты, классы шероховатости, совокупность поверхностей, сгруппированных по общности числовых значений основных параметров шероховатости поверхности. Основные параметры Ra — ср. арифметическое отклонение профиля от ср. линий х и Rz — высота неровностей в десяти точках (рис.) определяются по формулам: ![]() ;
;
![]() ;
;
где l — базовая длина; h — отклонение точек профиля от ср. линии; R1, R2.... R9, R10 — расстояния 5 наивысших и 5 наинизших точек профиля на базовой длине до линии, параллельной средней линии. Параметры шероховатости на практике измеряют при постоянных условиях для каждого К. ч.: измеряемый профиль должен соответствовать нормальному сечению, измерения производят в направлении наибольшей шероховатости и на стандартизированной для данного К. ч. базовой длине. При выполнении всех трёх условий и совпадении числовых значений параметров Ra или Rz с числовыми значениями в диапазоне данного К. ч. поверхность может быть отнесена к этому классу. В СССР установлено 14 К. ч. (табл.). Классы с 6-го по 14-й дополнительно разбиты на 3 разряда каждый (а, б, в).
Классы и разряды чистота поверхности
Класс чистоты поверхности | Разряды | Среднее арифметическое отклонение профиля, мкм | Высота неровностей, мкм | Базовая длина, мм |
1 | — | 80 | 320 | |
2 | — | 40 | 160 | 8 |
3 | — | 20 | 80 | |
4 | — | 10 | 40 | 2,5 |
5 | — | 5 | 20 | |
6 | а | 2,5 | 10,0 | |
б | 2,0 | 8,0 | ||
в | 1,6 | — | ||
7 | а | 1,25 | 6,3 | |
б | 1,0 | 5,0 | 0,8 | |
в | 0,8 | 4,0 | ||
8 | а | 0,63 | 3,2 | |
б | 0,5 | 2,5 | ||
в | 0,4 | 2,0 | ||
9 | а | 0,32 | 1,6 | |
б | 0,25 | 1,25 | ||
в | 0,20 | 1,0 | ||
10 | а | 0,16 | 0,8 | |
б | 0,125 | 0,63 | ||
в | 0,10 | 0,5 | 0,25 | |
11 | а | 0,08 | 0,4 | |
б | 0,063 | 0,32 | ||
в | 0,05 | 0,25 | ||
12 | а | 0,04 | 0,2 | |
б | 0,032 | 0,16 | ||
в | 0,025 | 0,125 | ||
13 | а | 0,02 | 0,1 | |
б | 0,016 | 0,08 | ||
в | 0,012 | 0,063 | 0,08 | |
14 | а | 0,01 | 0,05 | |
б | 0,008 | 0,04 | ||
в | 0,006 | 0,032 |
Числовые значения параметров шероховатости в классификации соответствуют ряду нормальных стандартизированных чисел, построенному по определённому закону. Для классов с 1-го по 5-й, для 13-го и 14-го основным параметром является Ra, что обусловлено техническими трудностями непосредственного измерения параметра Rz для этих классов и отсутствием соответствующих измерительных приборов. К. ч. в технической документации обозначают равносторонним треугольником, рядом с которым арабскими цифрами указывается номер класса, а для 6—14-го классов, кроме того, одной из букв (а, б, в) обозначают и разряд, например Ñ 10 в. Различные технологические процессы обеспечивают получение поверхностей разных К. ч., например, обычно литьё — Ñ 3, обработка точением — Ñ 5, шлифованием — Ñ 7, и т. д. В то же время один и тот же К. ч. может быть получен различными технологическими процессами, например К. ч. Ñ 7 может быть получен тонким точением и шлифованием и др. процессами.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
