

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
.
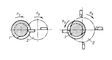
Рис. 2. Схема вихревого нарезания резьбы: а — методом схватывания; б — методом огибания; 1 — заготовка; 2 — резцовая головка; nз — направление вращения заготовки; np — направление вращения резцовой головки.

Рис. 1. Схема нарезания резьбы на токарном станке: а — по профильной схеме резания; б — по генераторной схеме; 1 — резьбовой профиль; 2 — резец; S — величина подачи резца, равная шагу резьбы; Sp — радиальная подача; SБ — боковая подача.
Накатка резьбы, процесс получения резьбы в результате пластической деформации заготовки резьбонакатным инструментом. Инструмент для Н. р. — плашки, резьбовые сегменты, ролики с винтовой или кольцевой нарезкой, затылованные ролики. Н. р. производят на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках.
Основные методы Н. р.: тангенциальный, радиальный и осевой (в зависимости от направления подачи инструмента и заготовки), при которых выбирают определённые технологические схемы и соответствующий инструмент (рис.).
Накатывают метрические и дюймовые резьбы, с треугольным, круглым, трапецеидальным и др. профилем, на наружных и внутренних поверхностях. Этим способом получают резьбу на деталях из сталей и цветных металлов (крепёжные детали, резьбонакатный и резьбонарезной инструмент, резьбовые калибры, микрометрические и ходовые винты), а также получают мелкие шлицы, зубья, рифления, кольцевые выступы и канавки на тонкостенных изделиях и т. п. Точность резьбы 4—6-й степени, шероховатость — до 10-го класса.
Лит.: , Новые способы непрерывного накатывания резьб и других профилей, М., 1961; , , Технология и оборудование для накатывания резьб и профилей, М., 1971.
.

Схемы накатки резьбы: а — плоскими плашками; б — резьбовым сегментом и роликом; в — двумя затылованными роликами; г — тремя роликами; 1 — подвижная плашка; 2 — заготовка; 3 — неподвижная плашка; 4 — резьбовой сегмент; 5 — ролик; 6 — затылованный ролик; 7 — ролики с винтовой нарезкой.
Сверлильная головка, узел или приспособление металлорежущего станка (главным образом сверлильного) для закрепления режущих инструментов: свёрл, зенкеров, развёрток, метчиков. С. г. изготовляются несамодействующие и самодействующие (с индивидуальным приводом), с одним или несколькими шпинделями. С. г., устанавливаемые на многошпиндельных и агрегатных сверлильных станках, могут иметь шпиндели, располагаемые жестко (применяются в массовом производстве), и шпиндели, которые можно фиксировать в том или ином заданном положении (применяются в серийном производстве).
Ручные машины, механизированный инструмент, группа технологических машин со встроенными двигателями, при работе которых их вес полностью или частично воспринимается руками оператора, производящего подачу и управление машиной. Р. м. обычно весит от 1,5 до 10 кг. Для приведения в действие рабочего органа в Р. м. используют главным образом пневматический или электрический привод (реже гидравлический) от двигателя внутреннего сгорания или порохового заряда. По назначению различают свыше 100 видов Р. м., которые в соответствии с классификацией делятся на самостоятельные группы.
Сверлильные машины (рис. 1) предназначаются для образования отверстий. По исполнению делятся на прямые (общего назначения) и угловые (для работы в труднодоступных местах). м. одно-, двух-, многоскоростные, с плавной регулировкой частоты вращения рабочего органа, реверсивные и нереверсивные. В эту группу Р. м. входят также машины ударно-вращательного действия, у которых на шпиндель при его вращении передаются осевые удары, увеличивающие рабочее усилие и, следовательно, производительность, особенно при обработке бетона, кирпича и т. п. материалов. м. при оснащении специализированным инструментом или насадками используются для зачистки, резки, шлифовки, распиловки, фрезерования и других работ.
Шлифовальные машины (рис. 2) применяют не только для шлифовки, но и для зачистки и полировки разных материалов. По исполнению шлифовальные Р. м. бывают прямые и угловые. Наиболее распространены прямые шлифовальные Р. м. с абразивными цилиндрическими кругами. Для зачистки, отрезки и полировки обычно используют угловые шлифовальные Р. м. с различными рабочими инструментами: чашечными абразивными кругами, металлическими щётками, абразивными дисками и подкладными эластичными кругами с абразивной шкуркой. Для обработки дерева часто применяют ленточно-шлифовальные Р. м. с бесконечной абразивной лентой. Для обработки больших металлических и деревянных плоскостей используются плоскошлифовальные Р. м. с рабочим органом-платформой, которая совершает круговое плоскопараллельное движение (рабочий инструмент — обычно абразивная шкурка). Для зачистки отливок, сварных швов, разделки кромок деталей под сварку используют Р. м., у которых вращение рабочему органу передаётся от привода через гибкий вал. Многие модели шлифовальных Р. м. оснащены пылеотсасывающими устройствами.
Резьбозавёртывающие машины предназначены для сборки резьбовых соединений. Распространение получили гайковёрты (рис. 3). В эту группу входят также шуруповёрты, шпильковёрты, муфтовёрты для завёртывания и отвёртывания винтов, шпилек, трубных муфт.
Молотки и другие Р. м. ударного действия (например, клепальные, зачистные, рубильные машины) применяют на сборочных и металлообрабатывающих операциях. Очистку металлических деталей от старой краски, ржавчины, окалины осуществляют пучковыми молотками, рабочий инструмент которых представляет собой пучок стальных закалённых стержней. В строительстве, горной и других отраслях промышленности для разрушения бетона, горных пород и т. п. используют отбойные молотки. Для образования размерных отверстий в горных породах, бетоне, кирпиче и т. п. материалах применяют перфораторы, рабочий инструмент которых не только совершает удар, но и вращается. Для обработки и зачистки каменных, бетонных и т. п. поверхностей служат бучарды с рабочим инструментом в виде стального башмака с закалёнными шипами. К этой же группе относятся гвоздезабивные, скобозабивные и другие Р. м. (рис. 4).
Фрезерные машины используют для образования пазов, гнёзд, различных углублений в металлических, деревянных, пластмассовых и других изделиях. Рабочий инструмент таких Р. м. — обычно пальцевая концевая фреза. К этой группе машин относятся рубанки (рис. 5), долбёжники, шаберы, напильники и т. д.
Ножницы (рис. 6) предназначаются для прямолинейной и фигурной резки листового материала из стали, сплавов цветных металлов, пластмасс, резины и т. п. Применяются на сборочных, ремонтно-монтажных, санитарно-технических и кровельных работах. Различают четыре типа ножниц: ножевые, вырубные, дисковые и рычажные (см. Ножницы).
Пилы (рис. 7) используются для резания древесины, пластмасс, мягких строительных материалов и реже — мелкого металлического проката, арматуры и труб. Пилы бывают дисковые, цепные, пилы-лобзики, пилы-ножовки (см. Пила, Лобзик, Ножовка).
Лит.: , , Ручные машины для монтажных и отделочных работ, М., 1960; , , Справочник по механизированному ручному инструменту, 2 изд., М. — Л., 1961; Пневматические ручные машины. Справочник. Л., 1968.
.

Рис. 2б. Шлифовальная ручная машина электрическая.

Рис. 5. Электрический ручной рубанок.

Рис. 7. Цепная электрическая ручная пила.

Рис. 1. Прямая сверлильная электрическая ручная машина.

Рис. 2а. Шлифовальная ручная машина пневматическая.

Рис. 3. Пневматический гайковёрт.

Рис. 4. Монтажный пороховой пистолет.

Рис. 6. Электрические ручные ножницы.
Сверление, 1) в металлообработке — процесс получения сквозных и глухих отверстий в сплошном материале на сверлильных, токарных, револьверных, расточных, агрегатных и других станках, а также при помощи сверлильных ручных машин. Точность изготовления отверстий при С. — 4—5-й класс. Отверстия более высокой точности получают после С. растачиванием, зенкерованием или развёртыванием.
Главное движение при С. — вращательное, движение подачи — поступательное. При работе на сверлильных станках оба движения осуществляет сверло, при работе на других станках вращение совершает обрабатываемая заготовка, поступательное осевое движение — сверло.
Режим резания при С. определяется скоростью резания v и подачей s. Скорость резания (теоретическая) — окружная скорость наиболее удалённой от оси сверла точки режущей кромки: u = pDn/1000 м/мин, где D — диаметр сверла (по ленточкам) в мм; n — частота вращения сверла в об/мин. Допускаемая скорость резания при С.:  м/мин, где Cv — коэффициент, зависящий от обрабатываемого материала, геометрии режущей части, материала сверла и др. условий обработки (охлаждение, глубина С. и т. п.); Т — стойкость сверла (время работы до нормального затупления) в мин; m — показатель относительной стойкости. Подача — осевое перемещение сверла за один его оборот в мм/об — определяется по формуле:
м/мин, где Cv — коэффициент, зависящий от обрабатываемого материала, геометрии режущей части, материала сверла и др. условий обработки (охлаждение, глубина С. и т. п.); Т — стойкость сверла (время работы до нормального затупления) в мин; m — показатель относительной стойкости. Подача — осевое перемещение сверла за один его оборот в мм/об — определяется по формуле: ![]() мм/об, где Cs — коэффициент, зависящий от механических свойств обрабатываемого материала и технологических факторов.
мм/об, где Cs — коэффициент, зависящий от механических свойств обрабатываемого материала и технологических факторов.
характеризуется основным технологическим временем: To= L/n×s мин, где L — длина прохода сверла в мм в направлении подачи.
.
2) В деревообработке — процесс получения сквозных отверстий в сплошной древесине или древесных материалах сверлом, а также обработка пазов, гнёзд под шипы и т. п. Точность обработки — 2—3-й класс (по диаметру), 3—4-й класс (по глубине). Частота вращения сверла по дереву достигает 3000—12000 об/мин, подача 0,1—0,5 мм/об (для твёрдых материалов) и 0,7—2,2 мм/об (для мягких материалов).
.
Лит.: , Расчет режимов резания древесины, М., 1967. См. также лит. при ст. Обработка металлов резанием.
Строгание, процесс обработки материалов резанием со снятием стружки, осуществляемый при относительном возвратно-поступательном движении инструмента (строгального резца, ножа и т. п.) или изделия. стружка, как правило, снимается при рабочем ходе.
В металлообработке скоростью резания при С. называется скорость Vp (в м/мин) прямолинейного движения резца (на поперечно-строгальном станке, рис. 1) или обрабатываемого изделия (на продольно-строгальном станке) при рабочем ходе. Подача х (в мм/дв. ход) — поперечное перемещение изделия за один двойной ход резца (на поперечно-строгальном станке) или резца за один двойной ход обрабатываемого изделия (на продольно-строгальном станке). Глубина резания t (в мм) — расстояние между обрабатываемой и обработанной поверхностями. Основное технологическое время при С.:
![]() мин,
мин,
где В — относительное перемещение резца или обрабатываемого изделия в направлении подачи в мм; n — число двойных ходов резца или изделия в мин; i — число проходов резца.
Для более полного использования мощности станка применяется многорезцовое С. (рис. 2). Высокопроизводительное чистовое С. осуществляется широкими строгальными резцами со вспомогательной режущей кромкой под углом j1 = 0°, длиной (1,2—1,8) s, оснащенными пластинками из твёрдых сплавов: С. ведётся при больших подачах — до 20 мм/дв. ход и более. Рациональный режим резания при С. определяют по той же методике, что и при точении, с учётом соответствующих поправочных коэффициентов (см. Обработка металлов резанием, Резец).
Основные недостатки С.: удар инструмента (резца) в начале каждого рабочего хода и наличие холостого хода, что снижает стойкость инструмента и производительность обработки.
В деревообработке под С. понимают операции снятия стружки ручными деревообрабатывающими инструментами (рубанками и т. п.), а также обработку древесины при получении строганого шпона.
Лит.: Обработка металлов резанием, 2 изд., М., 1962; Резание конструкционных материалов, режущие инструменты и станки, под ред, , М., 1974; , , Резание металлов и режущий инструмент, 2 изд., М., 1967.
.

Рис. 2. Схема многорезцового строгания: 1, 2, 3 и 4 — резцы; s — подача.

Рис. 1. Схема процесса строгания на поперечно-строгальном станке: 1 — обрабатываемая поверхность; 2 — плоскость резания; 3 — основная плоскость; 4 — опорная поверхность резца; 5 — обработанная поверхность; 6 — поверхность резания; а и b — толщина и ширина срезаемого слоя.
Шлифование, шлифовка (от польск. szlifować, нем. schleifen — точить, полировать, шлифовать),
1) обработка поверхностей заготовок абразивным инструментом. Производится на шлифовальных станках, на металлорежущих станках других групп с помощью специальных приспособлений (например, шлифовальных головок), вручную. По скорости вращения абразивного инструмента различают обычное Ш. — окружная скорость инструмента около 20 м/сек и скоростное — окружная скорость выше 50 м/сек. Ш. позволяет изготовлять металлические детали с точностью до 1-го класса и получать поверхности до 10-го класса шероховатости. Ш. широко применяется при обработке наружных и внутренних плоских, цилиндрических, конических и фасонных поверхностей заготовок из металлов, пластмасс, керамики, ферритов, камня, дерева и т. д. Некоторое распространение получило также черновое (обдирочное) Ш. для удаления больших припусков с литых чугунных и стальных заготовок.
Известны различные виды Ш.: круглое наружное и внутреннее, планетарное, бесцентровое наружное и внутреннее, плоское, фасонное и др. (подробнее см. в ст. Шлифовальный станок).
Для обработки труднообрабатываемых металлов применяют также электрохимическое (электролитическое) Ш. токопроводящими шлифовальными кругами с подводом к зоне резания постоянного электрического тока и электролита (см. в ст. Электрофизические и электрохимические методы обработки). Ш. может производиться абразивным порошком, взвешенным в жидкости, с помощью методов вибрационной обработки.
Ш. заготовок из древесины производят как абразивными материалами (шлифовальной шкуркой), так и специальными инструментами (щётками, проволочными кругами и др.) непосредственно после строгания, фрезерования или циклования, а также шпаклевания или грунтовки. нелакированных поверхностей движение шлифующих материалов осуществляется вдоль волокон, т. к. при поперечном движении волокна перерезаются и при последующем нанесении лака или красителей они поднимаются, образуя ворс.
камней применяют обычно карборундовый абразивный инструмент; обработку осуществляют на шлифовальных станках или ручным инструментом.
2) В крупяном производстве — удаление зародыша и наружных частей ядра, придание дроблёным зёрнам определённой формы и однородности.
Лит.: , Теория шлифования материалов, М., 1974; , Резание металлов, 2 изд., Л., 1973; , Технология отделки древесины, 2 изд., М., 1973.
.
Протягивание, процесс обработки металлов резанием на протяжных станках многолезвийным режущим инструментом — протяжкой. целесообразно при обработке больших партий деталей, т. е. в крупносерийном и массовом производстве (ввиду сложности изготовления и высокой стоимости протяжек).
В зависимости от порядка срезания припуска при П. различают следующие виды резания: а) профильное, при котором все режущие зубья протяжки снимают припуск, но не участвуют в окончательном формировании поверхности, последний же зуб придаёт ей окончательную форму; б) генераторное, при котором каждый режущий зуб протяжки, срезая припуск, одновременно участвует в построении поверхности; в) прогрессивно-групповое, применяемое при снятии относительно больших припусков, когда все зубья, распределённые по группам (2—3 зуба), снимают слой металла не сразу по всей ширине, а частями.
Существуют свободный и координатный методы П. При свободном методе протяжка обеспечивает получение только размеров и формы поверхности; при координатном, — кроме того, точное расположение обработанной поверхности относительно базовой.
Припуск под П. составляет для отверстий в поковках и отливках 2—6 мм; для отверстий, полученных сверлением, зенкерованием или растачиванием, 0,2—0,5 мм. Скорость резания при П. сравнительно низка (2—15 м/мин), однако производительность П. высока, т. к. велика суммарная длина одновременно работающих режущих кромок. Точность обработки при П. — 3—2-й класс; шероховатость обработанной поверхности — 7—9-й класс. Особенность процесса резания при П. — постоянное накопление стружки во впадинах перед каждым зубом. Для лучшего размещения стружки и предотвращения заклинивания протяжки зубья часто снабжаются стружколомающими канавками.
Лит.: , Резание металлов, 2 изд., Л., 1973.
.
Развёртывание, одна из разновидностей обработки отверстий резанием (после сверления и зенкерования) многолезвийным режущим инструментом — развёрткой. В результате чернового Р. снимается припуск на обработку не более 0,5 мм на диаметр, обеспечиваются шероховатость поверхности 7-го класса, точность 3-го класса. При чистовом Р. снимается припуск не более 0,2 мм; шероховатость — до 9-го класса, точность — до 2-го.
Притирка, операция механической обработки с целью подгонки главным образом деталей, работающих в паре (например, клапан — седло клапана). Операция сводится к многократным относительным перемещениям инструмента — притира — и детали или обеих деталей совместно с абразивным материалом. П. исправляет форму детали в пределах допуска, уменьшает шероховатость поверхности.
Суперфиниш, суперфиниширование (от супер... и англ. finish — отделка, обработка), один из видов отделочной обработки металлов резанием; производится обычно после шлифования для получения более гладкой поверхности (11—13-го класса чистоты), без повышения точности размеров. на специальных станках абразивными или алмазными брусками, закрепляемыми в специальной головке.
Хонингование (англ. honing, от hone — хонинговать, буквально— точить), отделочная обработка в основном внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения. Применяется также Х. закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка, находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Х. является заключительной (финишной) операцией, производится после растачивания, протягивания, развёртывания, шлифования и позволяет получать точность обработки до 1-го класса и шероховатость поверхности до 13-го класса.
Лит.: , Резание металлов, 2 изд., Л., 1973.
Абразивный инструмент, изготовляется из абразивных материалов, предназначен для механической обработки металла, кожи, дерева, стекла, горных пород, пластмасс и др. Промышленными способами А. и. начали изготовлять во 2-й половине 19 в. (со времени появления шлифовальных станков). А. и. разделяют на 2 основных типа: жёсткие (шлифовальные круги, головки, сегменты и бруски, рис. 1) и гибкие (шлифовальная шкурка и изделия из неё — ленты, диски и др.). Для изготовления А. и. применяют электрокорунд (нормальный, белый, легированный присадками окиси хрома, монокорунд); карбид кремния (зелёный и чёрный); синтетические и природные алмазы. А. и. выпускаются на керамической, бакелитовой, вулканитовой и реже на силикатовой, глифталевой и магнезиальной связках, скрепляющих отдельные абразивные зёрна. За рубежом применяют также олеанитовую и шеллаковую связки.
Номенклатура стандартных А. и. предусматривает около 750 типоразмеров, а всего насчитывается околоразновидностей. Шлифовальные круги из электрокорунда и карбида кремния изготавливают диаметром от 3 до 1100 мм и толщиной 0,5—200 мм с диаметром посадочных отверстий от 1 до 305 мм; из алмазных зёрен (на бакелитовых, металлических и керамических связках) — диаметром от 6 до 300 мм с толщиной рабочего кольца 1,5—5 мм и шириной от 3 до 20 мм. Важный показатель А. и. — концентрация алмазов (содержание алмазного зерна в 1 мм3 алмазоносного слоя; при 100% концентрации в 1 мм3 содержится 0,878 мг алмазных зёрен). Концентрация алмазов в кругах в алмазном слое от 25 до 200%.
Шлифовальная шкурка и изделия из неё выпускаются на основаниях из ткани и бумаги, с режущими зёрнами из электрокорунда, карбида кремния, стекла и кремния. Шкурка применяется для ручных и механизированных шлифовальных работ, в частности — для ленточного шлифования. В зависимости от требуемой прочности шкурка изготовляется на основаниях из бязи, саржи, полудвунитки или бумаги. Наибольшее сопротивление разрыву у шкурки на сарже.
От других видов режущих инструментов А. и. отличаются большим количеством беспорядочно расположенных зёрен — резцов с порами между ними, а также формой и прерывистостью режущих кромок. Стружка, снимаемая ими, как правило, небольшой длины. А. и. можно обрабатывать детали из материалов любой твёрдости, работать со скоростью резания, превосходящей применяемые при других процессах резания, снимать с обрабатываемой детали слой металла как тончайший, так и значительного размера (доли мкм и миллиметры).
В процессе шлифования абразивные зёрна по мере их затупления скалываются и выкрашиваются, обнажая лежащий под ними слой незатупившихся зёрен. Это свойство А. и. называют способностью к самозатачиванию. Чем интенсивнее происходит скалывание и выкрашивание, тем полнее самозатачивание А. и. При частичном самозатачивании А. и. режущая способность его восстанавливается не полностью. Для полного её восстановления А. и. подвергают правке удалением поверхностного слоя зёрен. При этом одновременно выправляется форма инструмента.
и. осуществляют алмазами в оправах, алмазными карандашами, алмазными роликами и различными заменителями алмазов: твердосплавными и стальными роликами, шарошками, шлифовальными кругами высокой твёрдости, абразивными брусками и пр. Абразивная способность А. и. тем выше, чем больше стойкость его между правками, а срок службы тем больше, чем меньший слой абразива снимается при каждой правке.
Технология производства А. и. в значительной степени определяет их рабочие свойства: однородность состава, твёрдость, износостойость и точность размеров и др. Для обеспечения стабильности указанных свойств технологическим процессом задаются вид и количество связки, объём и количество шлифовальной массы, давление и метод прессования, количество клеящего вещества, добавляемого в связку для улучшения формуемости массы, температура и время термической обработки. и. состоит из следующих основных операций: приготовление связки, смешение абразивной массы, формование, термическая обработка, механическая отделка, испытания на прочность и твёрдость. Керамические связки приготовляют из тонкоизмельчённых огнеупорных глин различных композиций, плавней (тальк, калиевый полевой шпат и т. п.), перлита, кварца. Связки смешивают в смесительных машинах (рис. 2) с абразивными зёрнами и клеящим веществом (декстрином или жидким стеклом) и протирают через вибрационное сито или рыхлительную машину. Подготовленную таким образом массу прессуют в гидравлических прессах (рис. 3). Из сушильных камер заготовки поступают в тоннельные обжигательные печи, где их постепенно нагревают до температуры 1240—1320°C и затем медленно охлаждают. А. и. на бакелитовой связке проходят бакелитизацию при t 180°C. Температурный режим и время термической обработки А. и. определяют их прочность на разрыв, изгиб, сжатие и удар и соответственно их эксплуатационные свойства. После обжига А. и. проходят механическую отделку — им придают требуемые размеры и уравновешивают. А. и. испытывают на разрывную прочность при нагрузке, превышающей рабочую на 50%, а после определения твёрдости маркируют. и. на вулканитовой связке отличается тем, что смешение массы выполняют на смесительных вальцах, а требуемая толщина заготовок достигается прокаткой на вальцах.
Алмазные круги формуют при больших давлениях (до 200 Мн/м2, или 2000 кгс/см2). Термическую обработку алмазных кругов на металлической связке ведут при температуре 600—650°C, на керамической связке — при температуре 800—850 °C. Прочность на разрыв А. и. допускает скорости резания 25—80 м/сек.
Шлифовальная шкурка изготавливается на полуавтоматических конвейерных аппаратах, где процесс осуществляется непрерывно. Наносимые на ткань или бумагу абразивные зёрна закрепляют на ней мездровым клеем или синтетическим лаком. Для повышения режущих свойств шкурки зёрна наносят в электростатическом поле.
А. и. широко распространены во всех отраслях машиностроения и особенно в подшипниковой. В автомобильной, тракторной и инструментальной промышленности до 30—35% от общего парка станков составляют шлифовальные, заточные, доводочные и полировальные. На этих станках А. и. применяются при обдирочных работах для удаления больших припусков и при чистовой и прецизионной обработке для изготовления деталей высокой точности и чистоты поверхностей.
Значительно развивается производство таких перспективных видов А. и., как круги для силового шлифования, зачистки проката, фасонного шлифования и других работ, связанных с большими съёмами металла и обеспечением высокой точности обработки.
Лит.: , Абразивные инструменты и их эксплуатация, М., 1959; , Абразивные материалы и инструменты. 2 изд., Л., 1967.

Рис. 3. Гидравлический пресс-агрегат.

Рис. 2. Смесительная машина.

Рис. 1. Жёсткие абразивные инструменты: а — шлифовальные круги; б — шлифовальные головки; в — сегменты; г — бруски.
Инструмент.
Резец, режущий инструмент, применяемый при обработке изделий на токарных, револьверных, расточных, карусельных, строгальных, долбёжных, зубострогальных и специальных станках. Р. представляет собой стержень, состоящий из головки с режущей частью и державки, которой Р. закрепляется на станке. По форме головки различают Р.: прямые, отогнутые, изогнутые, чашечные; по сечению державки — прямоугольные, квадратные, круглые. могут выполняться с приваренной головкой или режущей пластинкой, с припаянной пластинкой, с направленной головкой, с головкой-вставкой, с механическим закреплением пластинки и т. д. По назначению (виду обработки) различают Р.: проходные, подрезные, отрезные и прорезные, расточные, резьбонарезные, радиусные, фасонные и др. (рис. 1). В зависимости от характера обработки Р. бывают черновые (обдирочные), чистовые, для тонкого точения, выглаживающие; по направлению подачи — правые и левые. Материал режущей части — инструментальные (в т. ч. быстрорежущие) стали, твёрдые сплавы, минералокерамические материалы, искусственные алмазы, эльбор и др. Форму передней поверхности Р. (см. Геометрия резца) выбирают в зависимости от материала его режущей части, обрабатываемого материала, способа получения обрабатываемой заготовки и характера обработки (см. табл.).
Формы передней поверхности резцов
№ формы | Наименование | Вид | Область применения |
I | Плоская без фаски | Резцы всех типов для обработки чугуна и медных сплавов | |
II | Плоская с фаской | Резцы всех типов для обработки стали; f = 0 , 2—0 , 3 мм при чистовой обработке; f = 0,8—1,0 мм при черновой обработке, g = 0° для резцов из быстрорежущей стали, g = (— 5) — (—10) °— из твёрдого сплава | |
III | Paдиусная с фаской | Peзцы всех типов для обработки стали: R = 3—18 мм — для быстрорежущей стали: R = 2—6 мм — для твёрдого сплава: f и gj — аналогичны форме II | |
IV | Плоская отрицательная | Резцы с пластинками твёрдого сплава при черновом точении стали с временным сопротивлением sвр ³ 1000 Мн/м2 (100 кгс/мм2), стального литья с коркой, при точении с ударами | |
V | Плоская с фаской и опущенной вершиной | Черновое точение стали с крупной стружкой и подачами ³ 1,5 мм/об; gj =(—10) — (-15)° |
Геометрические параметры режущей части влияют на основные факторы процесса резания: трение между поверхностями Р. и заготовки, форму и направление схода стружки, деформацию поверхностного слоя, стойкость Р., силы резания, интенсивность и величину изнашивания Р., шероховатость обработанной поверхности и др.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
