

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На зубозакругляющих станках обрабатывают зубья пальцевой конической фрезой, вращающейся и совершающей возвратно-поступательное движение. За один двойной ход фрезы зубчатое колесо поворачивается на один угловой шаг. Перемещение инструмента вдоль зуба (рис. 8) осуществляется под действием вращающегося фасонного кулачка. На станках осуществляют закругление прямых и косых зубьев зубчатых колёс наружного и внутреннего зацепления диаметром до 320 мм, а также снимают фаски и заусенцы с торцов зубьев после их нарезки. Во время работы ось инструмента находится в вертикальном положении, а заготовка наклонена к этой оси под углом 30—45°. Станок работает по автоматическому циклу: быстрый подвод инструмента к заготовке, рабочая подача и возврат инструмента в исходное положение. Заготовка закрепляется в приспособлении на оправке.
Лит.: , Основы технологии машиностроения, М., 1969; , , Технология приборостроения, М., 1955; Технология электроприборостроения, М. — Л., 1959; , Технология авиационного приборостроения, 2 изд., М., 1962; , Научные основы технологии машиностроения, М. — Л., 1955; , Основы выбора технологического процесса механической обработки, М., 1963.
.
![]()
Рис. 6. Схемы зубошлифования: а — по методу профильного копирования фасонным шлифовальным кругом; б — по методу обкатки двумя тарельчатыми шлифовальными кругами; в — по методу обкатки одним дисковым шлифовальным кругом, имеющим профиль зуба рейки; г — по методу обкатки абразивным червяком; Vu и Vg — скорости вращения соответственно инструмента (шлифовального круга) и детали (зубчатого колеса); S — поперечная подача шлифовального круга; V2 — скорость возвратно-поступательного движения шлифовальных кругов.
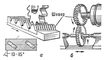
Рис. 5. Схемы шевингования цилиндрических зубчатых колёс: а — реечным шевером; б — дисковым шевером.

Рис. 3. Нарезание зубьев фасонной зуборезной головкой.

Рис. 7. Схема притирки зубчатых колёс: 1, 2, 4 — притиры; 3 — обрабатываемое колесо.

Рис. 8. Схемы зубозакругления наружных (а) и внутренних (б) зубьев.

Рис. 4a. Зубострогальный станок. Общий вид.

Рис. 4б. Зубострогальный станок. Схема нарезания зубьев на коническом зубчатом колесе: 1 — обрабатываемое зубчатое колесо; 2 — производящее зубчатое колесо; 3 — зубострогальные резцы производящего колеса.

Рис. 1. Зубофрезерный станок.

Рис. 2. Принципиальная схема работы вертикального зубодолбёжного станка.
Зубонарезание, процесс обработки зубьев зубчатых колёс и др. деталей, имеющих зубья, на зубообрабатывающем станке путём снятия стружки зуборезным инструментом. З. бывает черновое (предварительное) и чистовое. При черновом З. снимается большая часть припуска, а профиль зуба ещё не получает окончательной формы. бывает либо окончательным процессом, либо после него производят упрочняющую обкатку зубьев, термическую обработку с последующим зубошлифованием или доводкой. осуществляют методами обкатки или копирования, чистовое З. — обычно методом обкатки. При копировании инструментом является дисковая или пальцевая фреза, которая в радиальной плоскости имеет профиль, соответствующий впадине между зубьями нарезаемого зубчатого колеса. При обкатке используют червячные фрезы, зубонарезные гребёнки, долбяки, зубострогальные резцы с режущей частью, производящая поверхность которой представляет собой как бы профиль зуба сопряжённой зубчатой рейки (колеса). Профиль зуба, получаемый после З. по методу обкатки, близок к огибающей линии, образованной последовательными положениями режущей кромки инструмента. См. также Зубонакатывание.
Карусельный станок, металлорежущий станок токарной группы, предназначенный для обработки изделий большой массы с относительно небольшой длиной l по сравнению с диаметром D (l /D < 1 для лёгких и средних и l /D < 0,5 для тяжёлых станков). На К. с. удобно устанавливать, выверять и закреплять изделия, поэтому они вытеснили лобовые станки (см. Токарный станок), применявшиеся ранее. Отличительной особенностью К. с. (рис.) является вертикальное расположение шпинделя. На его верхнем конце находится планшайба, на которой с помощью кулачков, имеющих радиальное перемещение, устанавливается и закрепляется обрабатываемое изделие. Изделие совершает главное вращательное движение, а инструмент, закрепленный на суппорте, — поступательное движение подачи. Шпиндель станка частично разгружен, т. к. массу изделия и силы резания воспринимают круговые направляющие планшайбы. К. с. выпускаются одностоечные и двухстоечные, или портальные. с. обычно имеют вертикальный и боковой суппорты, двухстоечные — 2 вертикальных и 1 или 2 боковых. На одном из вертикальных суппортов часто устанавливают поворотную револьверную головку. Привод механизмов К. с. обычно осуществляется от нескольких, а у тяжёлых К. с. — от многих электродвигателей, которые во время обработки передают движение шпинделю с планшайбой, суппортам при их рабочих и холостых (ускоренных) движениях, а также служат для закрепления поперечины, включения тормоза и т. д.
На К. с. производят обтачивание и растачивание цилиндрических, конических и фасонных поверхностей, подрезку торцовых поверхностей, а на станках с револьверной головкой, кроме того, сверление, зенкерование и развёртывание. При наличии специальных приспособлений на К. с. можно также нарезать резьбу, производить долбление, фрезерование и шлифование. На К. с. можно вести многоинструментальную обработку, используя одновременно движения нескольких инструментов, установленных на разных суппортах, что позволяет значительно повысить производительность. Жёсткость конструкций К. с. допускает обработку уникальных массивных изделий с высокой степенью точности. Например, на тяжёлых двухстоечных К. с. обрабатывают изделия массой до 500 т и более с диаметром до 30 м (части мощных гидротурбин и турбогенераторов, детали атомных реакторов, синхрофазотронов и т. п.).
.

Одностоечный карусельный станок.
Револьверная головка, поворотный узел станка, прибора или аппарата, несущий несколько инструментов, оптических систем и т. п.
Р. г. — обязательный узел револьверного станка, применяется на многих автоматах и полуавтоматах, а также в токарных карусельных и сверлильных станках. Р. г., как правило, имеет индексирующий механизм, осуществляющий её точное фиксирование при повороте, т. е. при установке каждого инструмента в рабочем положении. г. и её фиксация могут производиться автоматически или вручную, а в станках с программным управлением по команде от программоносителя. Одновременно с поворотом Р. г. изменяются скорости главного движения и подачи в соответствии с применяемым инструментом.
Подача, относительное перемещение режущего инструмента и обрабатываемой на станке заготовки; один из основных параметров, характеризующих режим резания при обработке изделий на станках. П. позволяет последовательно распространить процесс резания на всю подлежащую обработке поверхность. непрерывную (например, токарные, сверлильные, фрезерные станки) и прерывистую, или периодическую (например, строгальные и долоёжные станки), прямолинейную (токарные, сверлильные, фрезерные, строгальные станки) и круговую (например, при вращении изделий в некоторых шлифовальных станках). П. измеряется в мм на 1 оборот заготовки или инструмента (станки токарной группы); в мм на 1 двойной ход стола, ползуна (строгальные станки); в мм/мин — минутная подача (фрезерные станки).
Токарный станок, станок для обработки преимущественно тел вращения путём снятия с них стружки при точении. Т. с. — один из древнейших станков, на основе которого создавались станки сверлильной, расточной и др. групп. Т. с. составляют значительную группу металлорежущих станков, отличаются большим разнообразием. На Т. с. можно выполнять различные виды токарной обработки: обтачивание цилиндрических, конических, фасонных поверхностей, подрезку торцов, отрезку, растачивание, а также сверление и развёртывание отверстий, нарезание резьбы и накатку рифлений, притирку и т. п. Используя специальные приспособления, на Т. с. можно осуществлять фрезерование, шлифование, нарезание зубьев и др. виды обработки. На специализированных Т. с. обрабатывают колёсные пары, муфты, трубы и др. изделия.
Основные узлы Т. с. (рис.1): основание с корытом для сбора охлаждающей жидкости и стружки; станина с направляющими суппорта и задней бабки; неподвижная передняя бабка со шпинделем и коробкой скоростей, которая может располагаться и в др. месте, например в основании; передвижная задняя бабка, закрепляемая на станине в определённом положении; коробка подач, соединённая муфтами с ходовым валиком и ходовым винтом; фартук с механизмом передачи движения от ходового валика к рейке (или к винту подачи поперечных салазок) и с механизмом соединения маточной гайки с ходовым винтом; суппорт, состоящий из каретки, движущейся по направляющим станины, поперечных салазок, перемещающихся по направляющим каретки; поворотная часть с направляющими для верхней каретки, несущей резцедержатель. Каретка и поперечные салазки перемещаются вручную или автоматически. В Т. с. некоторых моделей верхняя каретка также перемещается автоматически. В механизме фартука предусмотрена блокировка, исключающая одновременное включение подачи от ходового валика и ходового винта и одновременное включение каретки и поперечных салазок. Для быстрого хода суппорта служит дополнительный привод ходового валика от электродвигателя через обгонную муфту.
На Т. с. в процессе резания вращение заготовки, закрепляемой в патроне зажимном или в центрах, осуществляется от привода главного движения, обеспечивающего ступенчатое или бесступенчатое регулирование частоты вращения шпинделя для настройки на требуемую скорость резания. Поступательное перемещение режущего инструмента обеспечивается кинематической цепью движения подачи, первое звено которой — шпиндель, последнее — зубчато-реечная передача (при точении) или кинематическая пара ходовой винт - маточная гайка (при нарезании резьбы). Настройка подачи производится с помощью коробки подач (при точении) или установкой сменных зубчатых колёс узла настройки подачи — гитары станка (при нарезании резьбы).
Шпиндельный узел выполняется жёстким и виброустойчивым. Опорами шпинделя обычно служат подшипники качения. В прецизионных Т. с. применяют гидростатические подшипники. На переднем конце шпинделя может устанавливаться планшайба или патрон, в которых закрепляют заготовки. Задняя бабка используется при обработке заготовок в центрах, а также для закрепления инструмента при сверлении, зенкеровании и развёртывании.
В привод главного движения Т. с. могут входить одно - или многоскоростной асинхронный электродвигатель и многоступенчатая коробка скоростей или механический вариатор либо регулируемый электродвигатель постоянного тока и коробка скоростей (обычно в тяжёлых Т. с.). Иногда в Т. с. применяют др. приводы (например, гидравлические).
Требования автоматизации мелкосерийного производства привели к развитию Т. с. с числовым программным управлением (ЧПУ). Эти станки имеют некоторые особенности (рис.2). Наряду с традиционной применяется компоновка, при которой станина имеет наклонные направляющие, что облегчает удаление стружки и защиту рабочего пространства. Зона резания закрыта кожухами. Программируется: переключение скоростей шпинделя, продольные и поперечные перемещения суппорта с бесступенчатым регулированием подачи, быстрые перемещения суппорта, поворот револьверной головки, пуск, остановка и реверс привода главного движения, автоматическая смена инструмента (при наличии многоинструментального магазина). В некоторых центровых станках применяются самозажимные поводковые патроны и автоматизированные задние бабки. Во многих случаях станки имеют поворотные револьверные головки с индивидуальным электро- или гидроприводом. Подачи могут осуществляться от шаговых электродвигателей с гидроусилителями, двигателей постоянного тока, от гидродвигателей; применяют ходовые винты качения (шаровые). Инструменты налаживают вне станка с помощью оптических устройств или приспособлений для настройки резцов по индикаторам или шаблонам. На станке производят только смену и закрепление предварительно налаженных блоков или всего резцедержателя.
с. применяют в основном в условиях единичного и мелкосерийного производства. При оснащении Т. с. специальными приспособлениями (гидро - или электрокопировальными суппортами, быстрозажимными автоматизированными патронами и т. п.) область их применения распространяется на серийное производство. В массовом производстве применяют токарные и револьверные автоматы и полуавтоматы. Обслуживание автомата сводится к периодической наладке, подаче материала на станок и контролю обрабатываемых деталей. В полуавтомате не автоматизированы движения, связанные с загрузкой и снятием заготовок. Автоматическое управление рабочим циклом этих станков осуществляется с помощью распределительного вала, на котором установлены кулачки.
По принципу осуществления вспомогательных (холостых) движений автоматы и полуавтоматы можно разделить на 3 группы. Первая — станки, имеющие 1 распределительный вал, вращающийся с постоянной для данной настройки частотой; вал управляет рабочими и вспомогательными движениями. Эта схема применяется в автоматах малых размеров с небольшим числом холостых движений. Вторая группа — станки с 1 распределительным валом, имеющим 2 частоты вращения: малую при рабочих и большую при холостых операциях. Обычно эта схема применяется в многошпиндельных автоматах и полуавтоматах. Третья группа — станки, имеющие, кроме распределительного вала, быстроходный вспомогательный вал, осуществляющий холостые движения. О деревообработке Т. с. см. в ст. Деревообрабатывающий станок. См. также Карусельный станок, Револьверный станок.
Лит.: Металлорежущие станки, 2 изд., т. 1, М., 1965.
.

Рис. 1. Универсальный токарно-винторезный станок производства завода «Красный пролетарий» (модель 16К20): 1 — передняя бабка; 2 — коробка подач; 3 — ходовой валик; 4 — ходовой винт; 5 — винт подачи поперечных салазок; 6 — поперечные салазки; 7 — фартук; 8 — верхняя каретка; 9 — каретка суппорта; 10 — рейка; 11 — статина; 12 — основание; 13 — задняя бабка.

Рис. 2. Токарный патронно-центровой станок с числовым программным управлением производства завода «Красный пролетарий» (модель 16К20ФЗ).
Станина, основная, как правило, неподвижная часть машины, на которой размещаются и по которой перемещаются остальные её узлы. Для перемещения узлов на С. имеются направляющие. С. воспринимает усилия от узлов и деталей машины. Обычно закрепляется на фундаменте. С. отливают из чугуна или сваривают (реже) из низкоуглеродистых сталей. Она имеет сложную, иногда коробчатую форму, с перегородками, ребрами и окнами; крупные С. делают составными. Наиболее типичными являются С. металлорежущих станков и прессов. При обработке особо тяжёлых изделий С. станка перемещается по направляющим, а изделие неподвижно. Основные требования к С.: высокие жёсткость, виброустойчивость, точность и износоустойчивость направляющих и пр.
Суппорт (англ. и франц. support, от позднелат. supporto — поддерживаю), узел, предназначенный для крепления и перемещения (при помощи механизма или вручную) инструмента, например в металлорежущих станках. С. обычно состоит из резцедержателя и промежуточных деталей типа салазок, обеспечивающих заданное направление движения инструмента. С. различают по виду обработки — токарные, шлифовальные и др.; по типу резцедержателя — резцовые, револьверные; по расположению на станке — верхние, передние и т. п.; а также по направлению и характеру движений — продольные, поперечные, качающиеся. выполняет перемещение в нескольких направлениях. Точность перемещения и жёсткость С. в значительной степени определяют качество станка.
Салазки в машиностроении, деталь металлорежущего станка или другой машины, предназначенная для перемещения инструмента, изделия или узла машины в двух (чаще всего взаимно перпендикулярных) направлениях и обычно имеющая две системы направляющих. Различают продольные, поперечные и поворотные С. станков средних размеров сплошное, тяжёлых станков — коробчатое; основной материал — чугун СЧ 15—32. С. называются также неподвижные металлические балки, по которым в процессе эксплуатации передвигаются узлы машины, например электродвигатели.
Бабка, распространённое название узла некоторых металлорежущих или деревообрабатывающих станков. Б. передняя (Б. шпиндельная, Б. изделия) снабжена шпинделем, сообщающим вращательное движение обрабатываемой заготовке или инструменту, закрепленным в приспособлении (патроне зажимном, цанге, центрах). Б. задняя, или упорная, имеет конусное отверстие для установки центра, поддерживающего заготовку или для закрепления инструмента (сверла и т. п.). Б. шлифовальная — узел кругло - и плоско-шлифовальных станков, несущий шпиндель со шлифовальным кругом и сообщающий им вращательное движение.
пиндель (нем. Spindel, буквально — веретено),
1) рабочий вал металлорежущего станка. На Ш. закрепляется инструмент (фреза, сверло, шлифовальный круг и т. п.) или обрабатываемое изделие. К Ш. предъявляются высокие требования по точности вращения, существенно влияющей на точность обработки. Поэтому их устанавливают на подшипниках качения высокого класса точности или подшипниках скольжения, а особо быстроходные Ш. внутришлифовальных станков (частота вращения до 100000 об/мин)— на подшипниках скольжения с воздушной смазкой. осуществляется через зубчатую или ремённую передачу, а также непосредственно от встроенного электродвигателя или воздушной турбинки.
2) Промежуточный вал, через который приводится во вращение валок прокатного стана. Подвижные соединения концов Ш. с валком и приводным валом допускают поперечное перемещение валка.
3) Веретено прядильной машины.
4) Рабочий орган хлопкоуборочной машины.
5) Стержень клапана или ось судового шпиля и др.
Патрон зажимной, приспособление для установки и закрепления на металлорежущих или деревообрабатывающих станках заготовок или режущего инструмента. Различают механические, пневматические, электромагнитные, гидропластовые и др. патроны. Наиболее распространён механический самоцентрирующий токарный трёхкулачковый П. з., предназначенный для закрепления заготовок правильной формы (главным образом тел вращения) и центрирования их по оси шпинделя станка; крепление самоцентрирующими П. з. осуществляется кулачками, одновременно перемещаемыми в радиальном направлении при вращении диска со спиральной канавкой (рис.). Четырёхкулачковый токарный П. з. служит для зажима заготовок сложной формы; его кулачки имеют независимое друг от друга радиальное перемещение. Для закрепления цилиндрических заготовок малого диаметра при работе на револьверных станках и полуавтоматах применяются быстродействующие цанговые патроны с пружинящей зажимной втулкой (цангой). Пневматические и гидропластовые П. з. позволяют быстро зажимать заготовку и освобождать обработанную деталь. з. применяются главным образом для крепления тонких деталей, которые могли бы деформироваться при зажиме в П. з. др. типов.
.

Трёхкулачковый самоцентрирующий патрон: 1 — кулачок; 2 — коническая шестерня; 3 — зубчатое колесо; 4 — спиральная канавка.
Цанга (от нем. Zange), приспособление в виде пружинящей разрезной втулки для зажима цилиндрических или призматических предметов. Со стороны головки (рис.) Ц. имеет осевые прорези, разделяющие лепестки — зажимные кулачки. Зажим предмета происходит под действием осевого усилия, приложенного к наружной или внутренней (при зажиме предмета за его внутреннюю поверхность) конической части Ц. Применяется как патроны зажимные на металлорежущих или деревообрабатывающих станках, в цанговых карандашах и т. п.

Цанги: а — односторонняя; б — двусторонняя; в — цанга-втулка (для закрепления предмета за внутреннюю поверхность); 1 — коническая часть; 2 — прорезь; 3 — лепесток.
Центр в машиностроении, устройство, применяемое для установки детали или оправки на токарных, кругло-шлифовальных и др. станках, а также в контрольно-измерительных приборах. Один конец Ц. — рабочая коническая поверхность с углом при вершине 60 или 90°, другой — хвостовик с пологим конусом инструментальным для закрепления Ц. в шпинделе передней бабки или пиноли (передвижной в осевом направлении гильзе) задней бабки станка. Если на обрабатываемой детали нужно проточить торцовую поверхность, то на неподвижном Ц. предусматривают вырез для выхода резца. Для полых деталей применяют грибковые Ц. с увеличенным диаметром усечённого рабочего конуса, контактирующего с конической фаской отверстия детали. устанавливаемый в шпиндель станка, имеет на конической рабочей поверхности зубчики, передающие движение обрабатываемой детали. Для устранения скольжения детали по неподвижному Ц. при значительных скоростях обработки его заменяют вращающимся Ц. на подшипниках качения. из закалённой стали.
Конус инструментальный, конический хвостовик инструмента или гнездо для него в шпинделе станка или прибора; служит для соединения свёрл, развёрток, зенкеров и др. инструментов, а также оправок и центров со шпинделями станков и приборов. и. обеспечивает быстрое и удобное крепление инструмента, точность его центрирования, надёжность работы. и. способствует проведению взаимозаменяемости. В СССР К. и. стандартизованы
Коробка скоростей, механизм, предназначенный для ступенчатого изменения частоты (скорости) вращения ведомого вала при постоянной частоте вращения ведущего путём изменения передаточного числа. К. с. состоит из переключаемых зубчатых передач, размещенных в отдельном корпусе (коробке) или в общем корпусе с др. механизмами. Наряду с термином «К. с.» применяют термин коробка передач, например для механизма, входящего в привод ведущих колёс автомобиля и др. транспортных средств.
Передаточное число, отношение числа зубьев колеса к числу зубьев шестерни ![]() в зубчатой передаче, числа зубьев колеса к числу заходов червяка в червячной передаче, числа зубьев большой звёздочки к числу зубьев малой в цепной передаче, а также диаметра большего шкива или катка к диаметру меньшего в ремённой передаче и фрикционной передаче (нерегулируемой). П. ч. применяют также при расчётах многоступенчатых редукторов и др. механизмов. В отличие от передаточного отношения, П. ч. всегда больше или равно 1.
в зубчатой передаче, числа зубьев колеса к числу заходов червяка в червячной передаче, числа зубьев большой звёздочки к числу зубьев малой в цепной передаче, а также диаметра большего шкива или катка к диаметру меньшего в ремённой передаче и фрикционной передаче (нерегулируемой). П. ч. применяют также при расчётах многоступенчатых редукторов и др. механизмов. В отличие от передаточного отношения, П. ч. всегда больше или равно 1.
Коробка передач, механизм для ступенчатого изменения передаточного числа, т. е. скорости вращения или величины подачи. К. п. состоит из переключаемых зубчатых передач, размещенных в отдельном корпусе (коробке) или в общем корпусе с др. механизмами.
К. п., применяемая для изменения скорости главного движения резания металлорежущих станков, называется также коробкой скоростей. К. п., предназначенная для изменения подачи в металлорежущих станках и имеющая некоторые кинематические особенности, называется коробкой подач. К. п. широко применяются в приводах ведущих колёс автомобилей и др. транспортных средств, работающих от двигателя внутреннего сгорания, который при небольшой частоте вращения не может развивать большого вращающего момента и большой мощности, а также не допускает изменения направления вращения вала (реверсирования). п. позволяет получить достаточный момент на колёсах, рациональные режимы работы двигателя при различных скоростях движения, а также обеспечивает задний ход.
Передаточные числа u К. п. обычно соответствуют геометрическому ряду (u1; u2 = ju1; u3 = j2u1,...), что обеспечивает одинаковое относительное увеличение u при переключении с любой скорости на следующую. Значения u в СССР стандартизованы: 1,06; 1,12; 1,26; 1,41; 1,58; 2,00. Иногда применяют ступенчатый геометрический ряд с разным j на определенных участках регулирования или арифметический ряд (например, в коробке подач).
п. зависит от её назначения, способа переключения передачи и технической характеристики машины или станка — передаваемой мощности, быстроходности, числа скоростей (до 48), диапазона регулирования. Для ускорительных передач К. п. обычно принимают u не менее 1/2, для замедляющих — не более 4, число передач между двумя валами не более 6—8.
По способу переключения передач различают: К. п. со скользящими зубчатыми блоками (с кулачковыми и зубчатыми муфтами); К. п., имеющие зубчатые муфты с синхронизаторами; К. п. с фрикционными муфтами и тормозами; К. п. с муфтами свободного хода. К. п. со скользящими блоками (рис. 1) допускают переключение только при остановках или на малой скорости холостого хода; имеют простую и компактную конструкцию, широко применяются в металлорежущих станках с большим числом скоростей. При малом j конструкцию К. т можно упростить и сократить по длине, применив корригирование зубчатых колёс, позволяющее одно и то же зубчатое колесо сцеплять с разными колёсами на др. валах. К. п., имеющие зубчатые муфты с синхронизаторами (рис. 2), позволяют сначала вводить в соприкосновение небольшие фрикционные поверхности, выравнивающие угловые скорости вала и включаемого зубчатого колеса, а затем вводить в зацепление зубчатую муфту. п. обеспечивают безударное переключение на холостом ходу; применяются преимущественно в автомобилях. К. п. с фрикционными муфтами и тормозами допускают переключение на ходу под нагрузкой, а при использовании муфт и тормозов с электромагнитным, гидравлическим или пневматическим управлением обеспечивают дистанционное переключение и возможность автоматизации. Ввиду сложности конструкции и больших габаритов такие К. п. применяют при малом числе скоростей; переключение тормозами используют в планетарных К. п. (рис. 3). К. п. с муфтами свободного хода (рис. 4) осуществляют переключение передач при изменении направления вращения ведущего вала при неизменном направлении вращения ведомого; применяются редко.
Переключение скоростей в К. п. осуществляется: механизмами индивидуального управления, в которых каждый зубчатый блок или муфта переключается отдельной рукояткой; механизмами централизованного управления (последовательного и выборочного включения и с предварительным выбором, или преселективные), в которых все зубчатые блоки и муфты переключаются одной общей рукояткой; электрическими и др. устройствами дистанционного управления; устройствами автоматического управления, переключающим скорости в зависимости от изменяющихся условий работы.
п. по сравнению с механическими вариаторами: ступенчатое изменение передаточного числа и менее удобное управление; преимущества — жёсткая кинематическая связь, т. е. строгое постоянство передаточных чисел между ведущим и ведомым валами, высокая надёжность и долговечность, компактность и простота конструкции, что обеспечило их широкое применение в современных машинах.
Лит.: Машиностроение. Энциклопедический справочник, т. 11, М., 1948.
.
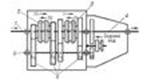
Рис. 2. Схема автомобильной четырёхступенной (I—IV) коробки передач: 1 — первичный вал; 2, 3 — муфты с синхронизаторами; 4 — выходной вал; 5 — шестерни, входящие в зацепление с зубчатыми колёсами; 6 — вторичный вал.

Рис. 3. Схема трёхскоростной планетарной коробки передач.

Рис. 4. Схема двухскоростной коробки передач с муфтами свободного хода.

Рис. 1. Схема коробки передач со скользящим зубчатым блоком: а — двухвенцовым; б — трехвенцовым; в — одновенцовым, входящим в зацепление с тремя разными шестернями (u=1,06).
Коробка подач, механизм металлорежущего станка, предназначенный для изменения подачи; состоит из переключаемых зубчатых передач, которые помещены в корпус (коробку). Особенности кинематики К. п. позволяют точно согласовать движение подачи инструмента при формообразовании обрабатываемой детали (нарезание резьб и зубьев) с др. движениями инструмента относительно заготовки. Например, в токарно-винторезном станке нужно перемещать резец вдоль заготовки за один её оборот на величину, равную шагу нарезаемой резьбы. Для изменения передаточного отношения в К. п. предусматривают накидную шестерню, сидящую на валу, и ряд зубчатых колёс, закрепленных на др. валу. п. обычно имеет также передачи для настройки на тип резьбы и так называемые множительные передачи для расширения диапазона регулирования подачи.
Каретка (от итал. carretta — тележка), узел механизма или машины, несущий ряд деталей и передвигающийся по направляющим или, реже, вращающийся в подшипниках. В металлорежущих станках К. — нижняя (опорная) часть суппорта, перемещающаяся по направляющим станины (токарные станки), поперечины (продольно-строгальные и карусельные станки), или часть стола станка, передвигающаяся по направляющим консоли (поперечно-строгальные и фрезерные станки). В ткацких станках К. — механизм для зевообразования при выработке тканей мелкоузорчатых и сложных переплетений. В пишущих машинках К. выполнена в виде рамки с валиком для бумаги. В велосипедах К. называют весь педальный механизм.
Резцедержатель, приспособление на токарных, строгальных и некоторых других металлорежущих станках, служащее для установки и закрепления в нём резца болтами.
Планшайба (нем. Planscheibe), приспособление, применяемое в токарных, расточных и некоторых др. металлорежущих станках, на котором закрепляется обрабатываемая заготовка или режущий инструмент для сообщения им вращательного движения. Как правило, на П. устанавливаются заготовки сложной формы или большого диаметра при небольшой длине. Крепление обрабатываемых заготовок на П. осуществляется прихватами, угольниками (рис.), накладками, болтами.

Крепление деталей на планшайбе: а — при помощи прихватов; б — при помощи угольника.
Вариатор, отдельный агрегат или встроенный в машину узел для плавного изменения передаточного числа. В. состоит из одной или нескольких бесступенчатых передач и устройств, обеспечивающих их функционирование. Основная характеристика В. — диапазон регулирования, то есть отношение наибольшего передаточного числа к наименьшему (обычно 3—6, реже 10—12).
В. обеспечивает оптимальный скоростной режим машины при различных условиях её работы. Например, на станке можно поддерживать наивыгоднейшую скорость резания на различных участках заготовки при обработке поверхностей вращения переменного радиуса. На эскалаторах метрополитена В. служат для точной подгонки скоростей движения поручней и лестницы. В. применяют в станках, машинах и механизмах текстильной, бумажной, химической промышленности, на транспорте. Распространённая конструкция — клиноремённый В. со встроенным электродвигателем. как бесступенчатых регуляторов скорости (при необходимости — с программным управлением) значительно возрастает в связи с возможностью использования их для автоматизации управления производственными процессами.
, .
Бесступенчатая передача, механизм для плавного изменения передаточного числа, т. е. отношения частоты вращения ведущего звена к частоте вращения ведомого. Применяется в транспортных машинах, станках, приборах и т. д. Бесступенчатое регулирование скорости по сравнению со ступенчатым повышает производительность машин, облегчает автоматизацию и даёт возможность управления на ходу. Б. п. — часть вариатора, который состоит из одной или нескольких Б. п. и устройств, обеспечивающих их функционирование. п. электрические и механические.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
