

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
|
В рамках модели были найдены зависимости толщины ленты δ и средней температуры зоны ![]() для стационарного режима от технологических параметров Н, ΔР, Vд и Т0 (рис.8).
для стационарного режима от технологических параметров Н, ΔР, Vд и Т0 (рис.8).
|
|
|
Рис.8. Зависимость δ и ![]() от технологических параметров процесса закалки.
от технологических параметров процесса закалки.
На рис.9 представлены зависимости толщины ленты δ и средней температуры зоны ![]() от коэффициента теплопередачи α.
от коэффициента теплопередачи α.
|
Рис.9. Зависимость δ и ![]() от от коэффициента теплопередачи α ·105 Вт/град · м2.
от от коэффициента теплопередачи α ·105 Вт/град · м2.
На рисунке 10 даны зависимости толщины ленты δ и средней температуры зоны ![]() от типа разливаемого расплава.
от типа разливаемого расплава.
|
|
Рис.10. Зависимость δ и ![]() от вязкости ν · 10-6 м2/с и плотности ρ · 103 кг/м3.
от вязкости ν · 10-6 м2/с и плотности ρ · 103 кг/м3.
Влияние технологических параметров и физических свойств, зависящих от типа разливаемого расплава, на стационарную толщину и среднюю температуру зоны определяется их ролью в процессах формирования гидродинамических потоков и затвердевающей корки в подсопельной зоне. Избыточное давление, скорость вращения барабана и величина зазора при данной плотности расплава регулируют материальный баланс зоны через скорости выхода Vв и выхода расплава из зоны (Vв· d = Vд · δ ). Поэтому их изменение естественным образом приводит к увеличению или уменьшению толщины ленты. Уменьшение вязкости расплава приближает его по характеру истечения к идеальной жидкости, что приводит к уменьшению потока импульса от барабана к расплаву. Последнее приводит к увеличению толщины ленты. Теплоёмкость и коэффициент теплопередачи определяют интенсивность теплоотвода и, следовательно, скорость нарастания твёрдой фазы в подсопельной области. Развитие этого процесса приводит к увеличению скорости выхода расплава из сопла за счёт снижения гидро-динамического сопротивления.
В то же время, все перечисленные параметры влияют на среднюю температуру зоны, поэтому простое их разделение на некоторые группы, отвечающие за гидродинамику или теплофизику, некорректно. Наиболее наглядно это видно на примере влияния температуры разливки Т0 на толщину ленты (рис.8).
В расчётах не учитывалось температурное изменение физических свойств расплава. Поэтому механизм влияния температуры разливки на толщину определяется тем, что увеличение перегрева приводит к сдвигу фронта затвердевания в конец зоны формирования, что, в свою очередь, усиливает чисто гидродинамические факторы формирования ленты и приводит к уменьшению её толщины.
Таким образом, из анализа расчётных данных следует, что ни одним из рассмотренных факторов нельзя пренебречь при расчёте технологии и выборе того или иного набора технологических параметров. Все они в значительной мере влияют на толщину ленты, среднюю температуру и конфигурацию зоны формирования. Следует также учитывать, что выбранные технологические параметры определяют как стабильность процесса разливки, так и качество получаемой ленты.
2. Влияние внешних условий на качество аморфных металлических лент.
На условия закалки существенное влияние оказывают технологические параметры процесса, при этом влияние одних параметров может нивелироваться изменением других. Поэтому необходимо проводить достаточно большое количество экспериментов, чтобы обеспечить контролируемое изменение одного из параметров при сохранении других неизменными.
В связи с этим, была разработана специальная методика, позволяющая надёжно определять влияние технологических параметров на свойства получаемых аморфных лент. Способ заключается в одновременном или последовательном получении образцов лент для исследований из одного и того же расплава при одних и тех же параметрах разливки, кроме изучаемого (рис.11).
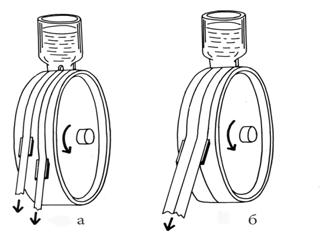
Рис.11. Схема получения образцов лент: а – с различной длиной теплового контакта, б – на различных подложках.
Например, для исследования влияния длины теплового контакта и толщины получаемой ленты на её магнитные свойства были изготовлены специальные «двойные» ампулы. Расплав одновременно через оба формирователя плоской струи выдавливался на поверхность барабана-холодильника, а принудительный съём осуществлялся с помощью специальных ножей при различной длине теплового контакта. Применение разработанных методик позволило значительно сократить время проведения эксперимента и повысить достоверность получаемых результатов. Для исследований использовались как установки открытого типа для закалки на воздухе, так и установки закрытого типа для проведения технологического процесса при различном давлении и химическом составе атмосферы. Было исследовано несколько материалов, из которых изготовлялись барабаны-холодильники. На рис.12 представлена фотография контактной поверхности аморфной ленты, соседние участки которой закаливались на медном и стальном барабане соответственно по методике, представленной на рис.11(б).
а б
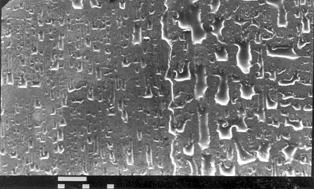
Рис.12. Контактная поверхность аморфной ленты, полученной на составном барабане: а – стальной барабан, б – медный барабан.
Экспериментально установлено, что в начале процесса ленты, получаемые как на медной, так и на стальной подложках, сходят самопроизвольно с длиной теплового контакта 3 – 6 см. В дальнейшем картина меняется. Уже на пятом обороте лента, получаемая на стальном барабане, «залипает», и съём ленты в течение оставшегося времени процесса ведётся принудительно с помощью ножей. Это обстоятельство позволяет регулировать длину теплового контакта ленты со стальным барабаном, в отличие от медного, что является важным условием проведения исследований. Резкое отличие морфологии поверхности участков лент, закалённых на разных барабанах (рис.9) (Sвк на меди >> Sвк на стали), также делает более предпочтительным использование стального барабана в ампульной технологии получения аморфных лент.
Исследования показали, что морфология контактной стороны ленты сильно изменяется по её длине. На первых оборотах барабана «воздушные карманы» (далее «В. К.») крупные и равноосные, начиная с 7-10 оборотов, «В. К.» приобретают форму вытянутых в направлении движения треугольников, обращённых малоугловой вершиной к началу ленты, с размером основания ≈20-30 мкм и высотой ≈ 80-100 мкм. Отношение площади, занятой «В. К.», к общей площади ленты (Sвк /S), уменьшается от 0,6 до 0,2 после 7-10 оборотов. Таким образом, процесс взаимодействия расплав-поверхность барабана стабилизируется к 10 обороту барабана, что составляет порядка 0,3 – 0,5с. Данное время на два порядка больше, чем гидродинамическое время запуска технологии (рис.6), что, с одной стороны, подтверждает возможность использования технологических параметров как констант, с другой – показывает незначительность степени длительности времени запуска для характеристики реальной нестационарности процесса.
Проведение цикла экспериментов с разливками кобальтовых сплавов при давлении в камере 1 атм. в различных газах: воздухе, аргоне, гелии, смеси азота с 10% водорода – не выявило заметного влияния плотности и вязкости газа на морфологию контактной поверхности получаемых лент.
Характерно, что проведение закалки при различном давлении газа в рабочей камере приводит к значительному изменению микрогеометрии получаемых лент. На лентах, полученных при давлении воздуха в рабочей камере в 1,5 атм. наблюдались крупные «В. К.» вплоть до образования сквозных отверстий в ленте. Было найдено, что существует интервал давлений в рабочей камере 0,2-0,3 атм, при котором, с одной стороны, обеспечивается достаточно продолжительный контакт ленты с диском, а с другой – существенно улучшается качество поверхности ленты, которое, в соответствии с ГОСТом, определялось как среднее арифметическое отклонение профиля Rа=0,2-0,3 мкм.
Проведение процесса в вакууме приводит к получению ленты с очень низкой шероховатостью контактной поверхности Rа≈0,1 мкм, соответствующей шероховатости поверхности барабана, и отсутствием «В. К.». В то же время, электронные микро-фотографии, полученные на большом увеличении, выявляют контраст типа складок поверхности, что связано со специфическими условиями растекания расплава на поверхности движущегося барабана-холодильника (рис.13). Отметим также, что даже при закалке в вакууме на свободной поверхности ленты имеется продольная по длине ленты регулярная волнистость поверхности, связанная с осцилляциями длины зоны формирования аморфной ленты. К сожалению, ленты, получаемые в вакууме, как правило, сильно охрупчены, что является следствием маленькой длины теплового контакта ленты с барабаном-холодильником, а следовательно, как показало численное моделирование тепловых полей в ленте, высокой температурой схода ленты ~500оС.
Наличие дефектов на поверхности барабана-холодильника может привести к образованию «В. К.», которые в общем случае принимают форму и распределение этих дефектов. Поэтому подготовке барабана к разливке в наших экспериментах уделялось особое внимание. Поверхность барабана механически полировалась Rа≈0,15 мкм, а затем создавался различный рельеф путём обработки алмазными абразивами. Созданный таким образом рельеф поверхности, т. е. риски на поверхности барабана явились не только местом зарождения «В. К.», но и местом закрепления их краёв. Это дало возможность управлять формой и размерами «В. К.». Нанесение на поверхность барабана пересекающихся рисок под углом 30-45о обеспечило получение ленты с равноосными, равномерно расположенными «В. К.».
Дальнейшим направлением исследований явилось определение зависимостей величин параметров шероховатости контактной поверхности ленты от величины параметров шероховатости закалочной подложки. Обнаружено, что эти зависимости имеют минимум при значениях шероховатости подложки Rа≈0,15 мкм Rmax< 2 мкм, что обеспечивает получение ленты с Rа≈0,45 мкм. Подшлифовка барабана под углом к направлению вращения позволила сократить относительную площадь «В. К.» с 30% до 15%. Полученные результаты были использованы при разработке технических условий серийного производства аморфных лент.
___________ ____________
100мкм 10мкм
Рис.13. Микрофотографии контактной поверхности ленты, полученной разливкой в вакууме.
3. Гидродинамическое описание процесса возникновения
поверхностных дефектов аморфных лент.
При производстве аморфных лент методом закалки плоской струи расплава на вращающемся барабане-холодильнике в подсопельной области образуется двухфазная зона, в которой происходит формирование аморфной ленты. Конфигурация данной зоны и её структура, в смысле распределения твёрдой и жидкой фаз и гидродинамических потоков, являются крайне важными характеристиками процесса.
В точке 2 (рис.1) происходит контакт струи расплава и движущейся поверхности барабана-холодильника. При этом кривая 1-2 является линией тока, которая определяется уравнением  при условии div
при условии div![]() =0. Если предположить, что кривая 1-2 описывается четвёртой частью окружности, то Vу в точке 1 должна быть равна Vх в точке 2. Но касательная скорость в точке 1 не может быть больше скорости выхода расплава (Vв). Максимальное значение Vв можно оценить по формуле для свободного истечения расплава
=0. Если предположить, что кривая 1-2 описывается четвёртой частью окружности, то Vу в точке 1 должна быть равна Vх в точке 2. Но касательная скорость в точке 1 не может быть больше скорости выхода расплава (Vв). Максимальное значение Vв можно оценить по формуле для свободного истечения расплава ![]() , где ΔР - приложенное давление.
, где ΔР - приложенное давление.
При обычно применяемых технологических режимах Vд=20-30 м/с, Vв=2 м/с. Т. е. при огибающих, близких по форме к окружности, скорость расплава из-за условия полного прилипания в области точки 2 должна возрастать в 10-15 раз. Более «гладкие» варианты возможны при огибающих, близких по форме к эллипсу, но и они дают аналогичные результаты.
Таким образом, в области контакта расплав-барабан условие несжимаемости расплава не выполняется. Также теряют смысл такие понятия как линия тока и устойчивая граница расплав-газ, расплав-поверхность барабана. Область в точке касания расплава барабана характеризуется развитой турбулентностью, а следовательно, разрывами сплошности расплава, образованием каверн и захватом воздушных пузырьков окружающей атмосферы.
При разливке в вакууме «В. К.» полностью исчезают. Этот факт говорит о том, что процесс образования и исчезновения «В. К.» происходит до появления развитого фронта затвердевания, т. е. непосредственно под соплом. Следовательно, и локальные разрывы потока расплава в задней части зоны формирования имеют масштаб не более толщины сопла d. Так как слой, который выдёргивается барабаном из-под «пятки», должен иметь скорость барабана, то его толщину можно оценить формулой  . Этот слой движется вместе с барабаном вглубь зоны, оставляя за собой воздушную пору (рис.14) .
. Этот слой движется вместе с барабаном вглубь зоны, оставляя за собой воздушную пору (рис.14) .
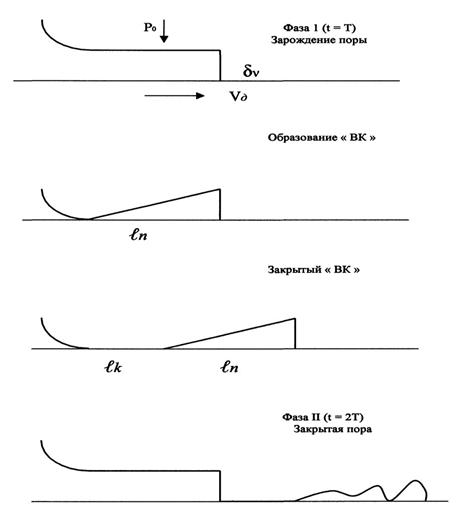
Рис.14. Схематическое изображение образования шероховатости на контактной поверхности аморфных лент.
За счёт вертикальной составляющей скорости расплава в зоне над каверной она равномерно захлопывается и превращается в воздушный карман. Время захлопывания поры ![]() . Учитывая сделанное ранее допущение Vу ≈Vв , окончательно получим для высоты и длины поры:
. Учитывая сделанное ранее допущение Vу ≈Vв , окончательно получим для высоты и длины поры:
и  (10)
(10)
Уравнения (10) позволяют сделать оценку влияния скорости вращения барабана Vд, вязкости расплава ν и скорости выхода расплава из сопла Vв на длину и высоту образующихся «В. К.», а следовательно, оценить качество контактной поверхности аморфной ленты.
Процесс образования «В. К.» будет сопровождаться периодическим изменением потока импульса, направленными перпендикулярно контактной поверхности ленты, что в свою очередь вызовет колебания толщины ленты δ и, следовательно, длины зоны формирования. Рассматривая этот процесс в приближении гармонических колебаний и предполагая, что температура зоны существенно не изменяется в процессе колебаний, было получено уравнение для длины зоны

где  , а безразмерные величины введены с учётом принятых выше обозначений. Для упрощения расчётов была сделана подстановка
, а безразмерные величины введены с учётом принятых выше обозначений. Для упрощения расчётов была сделана подстановка ![]() .
.
Окончательно для приведённой толщины ленты получим
 (11)
(11)
На рисунках 15 и 16 представлены рассчитанная профилограмма свободной поверхности аморфной ленты и профилограмма свободной поверхности ленты, полученной в вакууме.
|
Рис.15. Профилограмма свободной поверхности аморфной ленты (формула 11).
Vд = 20 м/с, n=0,000002 м2/с, d=0,0005 м, С=1,2, u=0,040, xст=0,040.
Рис.16. Профилограмма свободной поверхности ленты, полученной в вакууме
(направление ощупывания вдоль ленты).
Следует учитывать, что кривая на рис.15 соответствует профилю свободной поверхности ленты. Профиль контактной стороны определяется процессом закрытия поры и режимом обрушения свода воздушного кармана под действием давления в расплаве. В первой фазе за время t = T образуется пора длиной lп и высотой ![]() и захлопывается её задняя часть с образованием «В. К.» (рис.14). Во второй фазе идёт образование следующей поры и одновременное частичное затягивание расплавом полученного в предыдущей фазе «В. К.». При этом процесс деления и уменьшения воздушных пор будет продолжаться до тех пор, пока давление в «В. К.» и в расплаве не сравняются. Детально процесс захлопывания поры и затягивания «В. К.» определяется затвердеванием расплава и выдавливанием воздушной массы из «В. К.» и поры. Можно лишь утверждать, что частота шероховатости на контактной поверхности лент будет в 2-3 раза больше, чем на свободной поверхности, а амплитуда колебаний будет около 0,5
и захлопывается её задняя часть с образованием «В. К.» (рис.14). Во второй фазе идёт образование следующей поры и одновременное частичное затягивание расплавом полученного в предыдущей фазе «В. К.». При этом процесс деления и уменьшения воздушных пор будет продолжаться до тех пор, пока давление в «В. К.» и в расплаве не сравняются. Детально процесс захлопывания поры и затягивания «В. К.» определяется затвердеванием расплава и выдавливанием воздушной массы из «В. К.» и поры. Можно лишь утверждать, что частота шероховатости на контактной поверхности лент будет в 2-3 раза больше, чем на свободной поверхности, а амплитуда колебаний будет около 0,5![]() 1 мкм.
1 мкм.
Предполагаемый механизм образования шероховатости свободной и контактной поверхности лент позволяет ввести в теорию и практику закалки из расплава на вращающемся барабане-холодильнике такое понятие, как оптимальная длина зоны формирования. Так, слишком короткая зона приводит к преждевременной фиксации формы «В. К.» и колебаний свободной поверхности. Чрезмерное удлинение зоны приводит к выходу газа из «В. К.» в верхние слои зоны формирования вплоть до образования следов лопнувших пузырей на свободной поверхности лент. Длину зоны при прочих равных определяет перегрев расплава перед разливкой и теплоотвод через барабан-холодильник в процессе разливки.
В заключение следует отметить, что предложенный механизм формирования поверхностных дефектов аморфных лент хорошо согласуется с полученными экспериментальными данными.
4. Технологические особенности получения аморфных металлических лент на основе кобальта.
Исследования процесса формирования аморфных металлических лент осуществлялись на сплавах, предназначенных для изготовления малогабаритных магнитопроводов, в частности, для магнитных головок. Выбор такого подхода к исследованиям обусловливался тем, что повышенные требования к качеству материала для магнитных головок, в частности, обеспечение возможности изготовления рабочего зазора, равного 0,5 мкм, ставят задачу детального изучения процесса формирования толщины, дефектной структуры поверхности и магнитных свойств аморфных лент.
В подавляющем большинстве публикаций, посвящённых головкам из аморфных сплавов, речь идёт в первую очередь об аморфных сплавах на основе Со. Решающим при этом стал фактор близкой к нулю магнитострикции, благодаря которому можно получить высокие магнитные характеристики в широком диапазоне частот.
Ранее была отмечена особая роль влияния физических свойств на динамику формирования аморфной ленты в процессе быстрой закалки из расплава. Поэтому проведена серия экспериментов по измерению вязкости, плотности и поверхностного натяжения аморфизирующихся расплавов системы Со-Fe-Si-B. Было исследовано более 20 композиций сплавов Со-Fe-Si-B с различным содержанием Si и В, c добавками Ni, Mo, Mb, Cr. Анализ полученных политерм вязкости, плотности и поверхностного натяжения в интервале температур оС позволил выявить характерные особенности их изменения с температурой и составом. Во всех случаях плотность системы практически линейно уменьшается с ростом температуры. Более сложный вид имеют политермы поверхностного натяжения. Некоторые из политерм имеют купол при температурах 1400оС, что объясняется перераспределением бора, как поверхностно активного компонента, между поверхностным слоем и объёмом расплава при нагреве (рис.17). На вершине купола концентрации бора в поверхностном слое и объёме становятся равными.
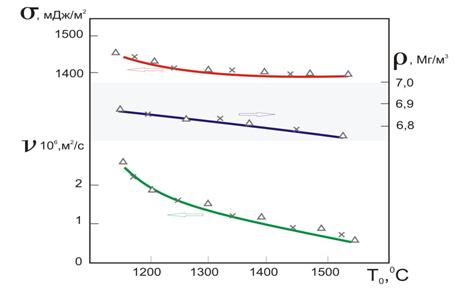
Рис. 17. Физические свойства расплава состава Co57Fe5Ni10Si11B17
D - нагрев, х – охлаждение.
Характер политерм вязкости описывается гиперболической зависимостью. Причём, при температуре 1400оС кинематическая вязкость аморфизирующихся расплавов составляет 10-6 м2/с, что примерно равно вязкости жидкого кобальта. Однако, при температурах, близких к температурам плавления, вязкость аномально увеличивается в 2![]() 3 раза и составляет 2
3 раза и составляет 2![]() 3 ·10-6 м2/с.
3 ·10-6 м2/с.
Зависимость физических свойств от температуры предполагает определённую процедуру отбора конкретных значений при проведении расчётов технологических параметров. Плотность расплава влияет на скорость выхода расплава из сопла, поэтому должно выбираться её значение, соответствующее температуре Т0. Поверхностное натяжение влияет на форму задней части зоны формирования и также должно соответствовать Т0, т. к. температура под соплом мало отличается от температуры разливки. Вязкость, теплоёмкость и коэффициент теплопроводности определяют потоки импульса и тепла на границе расплав-барабан и соответствуют ТL, т. к. разумно ожидать, что на границе расплав-твёрдая фаза температура близка к температуре затвердевания. На основе полученных экспериментальных данных физических свойств расплава, а также изучения магнитных свойств аморфных лент был выбран базовый сплав Co57Fe5Ni10Si11B17 с близкой к нулю магнитострикцией для дальнейших исследований.
На сплаве Co57Fe5Ni10Si11B17 было проведено комплексное изучение влияния длины теплового контакта и толщины аморфных лент на их магнитные свойства. Как показали результаты скоростной киносъёмки, в начале процесса лента самопроизвольно сходит с барабана, при этом длина теплового контакта не превышает 3-6 см. Поэтому начальные участки всех лент имеют приблизительно одинаковый уровень свойств. Коэффициент прямоугольности петли гистерезиса этих лент Вr/Bs~0,5, коэрцитивная сила Нс≈0,8-1,2 А/м, начальная магнитная проницаемость . Но уже на пятом обороте лента «залипает» на поверхности подложки, что даёт возможность контроля и поддержания заданной длины теплового контакта.
Было установлено, что для каждой толщины ленты существует некоторая длина контакта, превышение которой приводит к резкому изменению магнитных свойств ленты.
Ленты толщиной 10<δ<20мкм (тонкие ленты), полученные на длине теплового контакта lт=5 см, обладали следующими свойствами: Вr/Вs~0,5, Нc~0,8 А/м, mе~7000, которые практически не изменялись по всей длине ленты. В случае получения лент с lт=24 см, наблюдалось резкое увеличение Вr/Вs до значений, близких к 1, увеличивалась величина и разброс значений Нc до 2,4 А/м и падение магнитной проницаемости до 400.
Ленты толщиной 25<δ<35мкм (толстые ленты), полученные с коротким сходом lт = 5 см имели практически такую же форму петли гистерезиса, что и тонкие ленты, однако наблюдалось ухудшение и увеличение разброса Нc и mе. У лент с длинным сходом lт = 24 см, наблюдались изменения, противоположные изменениями в тонкой ленте. Коэффициент прямоугольности петли гистерезиса понижался до 0,1 и петля гистерезиса становилась практически линейной. Значительно повышалась начальная магнитная проницаемость до mе=18000.
Таким образом, свойства начала всех лент разной толщины и длины схода приблизительно одинаковы. Это связано с тем, что во всех случаях мы фактически имеем короткий сход. На основе численного моделирования тепловых полей в процессе получения аморфной ленты было установлено, что температура схода ленты возрастает с уменьшением длины теплового контакта и особенно резко при lт < 3 см. Аморфные ленты при коротком сходе, независимо от их толщины, сходят с барабана при достаточно высокой температуре, что приводит к развитию процессов структурной релаксации.
На рисунке 18 представлена рассчитанная на основе численного моделирования тепловых полей зависимость температуры схода ленты Тсх от длины теплового контакта lт для разной толщины ленты: 10,20,30 мкм. Как видно из графиков, температура схода ленты возрастает с уменьшением длины теплового контакта и особенно резко при lт < 3см.
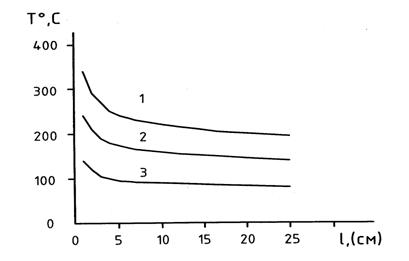
Рис.18. Зависимость температуры схода аморфной ленты от длины теплового контакта и толщины получаемой аморфной ленты. 1–30мкм, 2– 20мкм, 3 – 10мкм.
Тонкие ленты, при большой длине теплового контакта, имеют низкую Тсх, а следовательно, процесс структурной релаксации затруднён, что подтверждается проведёнными калориметрическими исследованиями. В толстых лентах, несмотря на сильный теплоотвод на большой длине lт, температура схода относительно высокая, что приводит к частичному протеканию процессов структурной релаксации. Следовательно, наиболее неравновесное состояние имеют ленты с прямоугольной петлёй гистерезиса, а наиболее релаксированные – ленты с петлёй гистерезиса, характеризующейся отношением Вr/Вs=0,5. Ленты с линейной петлёй гистерезиса соответствуют промежуточному состоянию. Если это так, тогда при получении лент с большой длиной теплового контакта, при переходе от состояния Вr/Вs~0,5 в начале ленты к состоянию Вr/Вs~1 должен быть участок ленты с петлёй гистерезиса, приближающейся к линейной. Для подтверждения этого вывода лента, на которой происходило это изменение, разрезалась на более мелкие образцы, на которых измерялась петля гистерезиса. Обнаружено, что коэффициент прямоугольности образцов по длине ленты сначала уменьшался от значения 0,5 до значения ~0,2, а затем резко увеличивался до 1,0.
Следовательно, для получения материала с прямоугольной петлёй гистерезиса подачу расплава необходимо осуществлять таким образом, чтобы толщина ленты была не более 20 мкм, а длина теплового контакта lт > 20 см.
Для получения ленты с линейной петлёй гистерезиса, необходимо увеличивать подачу расплава так, чтобы получать ленты толщиной более 25 мкм.
Для получения лент, характеризующихся коэффициентом прямоугольности петли гистерезиса ~0,5 и с равномерными по длине свойствами, подачу расплава необходимо осуществлять таким образом, чтобы толщина получаемых лент была порядка 20 мкм, а съём ленты с поверхности барабана происходил на расстоянии lт ≈ 5-6 см.
Так как длина теплового контакта lт определяется до начала процесса закалки из расплава, то с практической точки зрения важнейшей задачей является расчёт технологических параметров, обеспечивающих получение аморфных лент заданной толщины.
5. Расчёт технологических параметров для получения аморфных лент на основе кобальта.
Алгоритм расчёта технологических параметров для получения аморфных лент на основе кобальта заданной толщины с минимально возможным количеством геометрических дефектов был построен на решении практической задачи, а именно: какие ограничения накладываются на величину технологических параметров при получении ленты определённой толщины δ0 из данного типа расплава с физическими свойствами ν0, ρ0, σ0, сVo.
Систему уравнений (8) можно переписать в виде
Обозначив  , В = bX Re, получим
, В = bX Re, получим
 (12)
(12)
при следующем выражении А и В:  и В =
и В = ![]() (13)
(13)
Исключая «Y» из уравнений (12), получим неявную функциональную зависимость А=А(В) при различных перегревах «С» (рис.19).
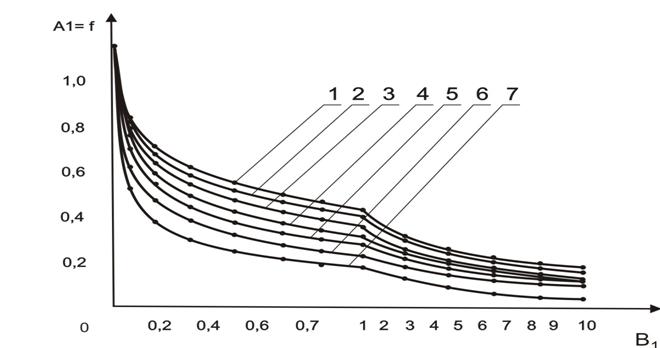
Рис. 19. Зависимость А от В при различных перегревах.
1 – 5000С, 2 – 4000С, 3 – 3000С, 4 – 2000С, 5 – 1500С, 6 – 1000С, 7 – 500С.
Функции А=А(В) при данных «C» - универсальны и относятся к процессу разливки расплава на вращающийся барабан-холодильник в режиме принудительного формирования подсопельной зоны, т. е. единственное ограничение их применимости Н < ![]() . Зависимость А=А(В) связывает две группы технологических параметров и физических свойств
. Зависимость А=А(В) связывает две группы технологических параметров и физических свойств  .
.
Использование этой зависимости позволяет расписать технологические параметры и, следовательно, описать технологию разливки.
Проведённые комплексные исследования показали, что оптимальной, с точки зрения служебных и конструкционных свойств, при изготовлении малогабаритных магнитопроводов, является аморфная лента с толщиной δ=20мкм.
Таким образом, решалась задача определения технологических параметров для получения аморфной ленты толщиной 20 мкм из расплава состава Co57Fe5Ni10 Si11B17. Тогда комплекс ![]() .
.
На основании анализа распределения температуры в области контакта расплав-поверхность барабана-холодильника получена формула для вычисления интегрального коэффициента теплопередачи α:
Расчёт по формуле для медного барабана даёт α=0,4·106, для стального барабана α=0,1·106.
Следовательно, при разливке выбранного расплава на медный барабан Вcu= 0,6, на стальной барабан-холодильник ВFe= 0,15. Разумно предположить, что вне зависимости от типа разливаемого расплава и материала барабана, для успешного протекания процесса формирования существуют некие одинаковые геометрические размеры и пропорции зоны формирования. Определяющим для геометрических пропорций зоны формирования является выбор значения температурной функции, принятой ранее как f = 0,5.
Длина жидкой зоны вычислялась по формуле: ![]() ,
,
длина двухфазной зоны ![]() , длина всей зоны L + М + d = 2,5мм.
, длина всей зоны L + М + d = 2,5мм.
Выбранное значение f определяет необходимые перегревы для работы с медными и стальными барабанами. Из рис.19 видно, что на стальных барабанах (ВFe= 0,15) перегрев над Tзатв должен быть 80оС (кривые 6-7), на медных (Вcu= 0,6) 400оС (кривые 2-3). Но при этом будут соответственно различны и средние температуры зоны 1010оС для стали и 1200оС для меди (рис.20).
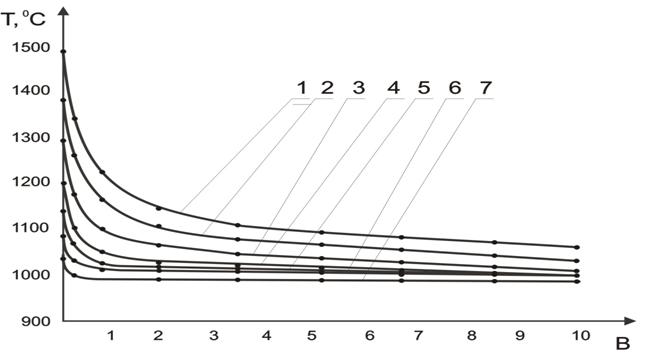

Рис.20. Зависимость средней температуры зоны от В1 для кобальтового сплава с Tзатв = 9500С при различных перегревах. 1 – 5000С, 2 – 4000С, 3 – 3000С, 4 – 2000С, 5 – 1500С, 6 – 1000С, 7 – 500С.
Оба варианта имеют свои преимущества. Разливка на стальной барабан более технологична, т. к. проводится при пониженных температурах. Но она и более чувствительна к изменению температуры: с одной стороны – очень близко температура солидус, с другой стороны, как показало численное моделирование тепловых полей, достаточно высокая температура поверхности барабана ~4000С может повыситься при перегревах расплава на С. Последнее может привести к взаимодействию расплава и барабана, т. е. к налипанию расплава на его поверхность. Медные барабаны свободны от этих недостатков, активно используются для получения аморфных сплавов в промышленных масштабах при разливке больших масс расплава. Преимущества стальных барабанов для ампульной разливки расплавов на основе кобальта с точки зрения качества получаемых лент были экспериментально доказаны выше (рис.9). Таким образом, определён первый технологический параметр: температура расплава в ампуле перед разливкой на стальной барабан должна равняться То = 10300С.
Расчёт остальных параметров проводится на основании формулы (13)
![]() (13)
(13)
при f = 0,5, r = 6,9·103кг/м3, d = 2·10-5м. Верхнее значение зазора в режиме принудительного формирования жидкой зоны определяется выражением Н < ![]() , а нижнее – 100 мкм. Толщина сопла (d) определялась технологией изготовления ампул и составляла d = 300 мкм. Следовательно, при 100 ≤ Н ≤ 400 мкм пределы изменения линейной скорости вращения можно оценить как 20 ≤ Vд ≤ 35 м/с.
, а нижнее – 100 мкм. Толщина сопла (d) определялась технологией изготовления ампул и составляла d = 300 мкм. Следовательно, при 100 ≤ Н ≤ 400 мкм пределы изменения линейной скорости вращения можно оценить как 20 ≤ Vд ≤ 35 м/с.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
