

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Более низкая скорость приведёт к уменьшению длины жидкой зоны и опасности развития турбулентной области на всю зону формирования. Скорости выше 35 м/с для барабана диаметром 0,3 м технологически трудно осуществимы. Область возможного варьирования величины приложенного давления ΔР определяется по формуле (13) 0,12·105 ≤ ΔР ≤ 0,96·105 Н/м2.
Повышение приложенного давления благотворно сказывается на стабильности зоны формирования, т. к. быстрее и более эффективно «затягиваются» пустоты, возникающие при разрывах потока в задней части зоны (рис.14). Но в то же время, увеличение приложенного давления ΔР приводит к уменьшению радиуса кривизны и смещению возможной линии контакта в сторону против вращения барабана (рис.3), и как следствие, сбрасыванию порций расплава в сторону, противоположную вращению. Следовательно, максимальное приложенное давление не может превышать 0,4-0,5·105 Н/м2. Окончательно для ΔР = 0,3·105 Н/м2 и Vд = 25 м/с по формуле (13) вычисляем величину зазора Н=290 мкм, обеспечивающего получение аморфной ленты d = 20 мкм из сопла d=300 мкм на стальном барабане.
Но получение ленты заданной толщины решает поставленную задачу не полностью. Остаются вопросы геометрического качества поверхности.
Для принятых толщины ленты и технологических параметров избыточного по сравнению с атмосферным давления в расплаве Ро ≈ 0,3 атм, вполне достаточно для деления закрытой поры на более мелкие воздушные карманы «В. К.» под соплом. При этом процесс деления и уменьшения «В. К.» будет продолжаться до тех пор, пока давление в «В. К.» и расплаве не сравняется. При разливке в вакууме этот процесс заканчивается под соплом полным исчезновением поры, что подтверждается экспериментом.
Длина поры, рассчитанная по формуле (10), при разливке на воздухе составляет ln ≈ 79 мкм, а высота поры δν ≈ 5,3 мкм. Так как барабан вращается, то пора получается естественно вытянутой вдоль оси вращения. Расчёт по формуле (11) показывает, что на свободной поверхности ленты при выбранных технологических параметрах будет образовываться волновой рельеф с амплитудой δнерав – δ = 0,2-0,5 мкм и длиной волны l ≈ 150 мкм.
В заключение следует отметить, что слишком высокая чистота обработки поверхности барабана приводит к глубокому проникновению фронта затвердевания в зону формирования «В. К.» и замораживанию ещё не сформировавшихся под давлением Ро относительно крупных пустот. Слишком грубая механическая обработка поверхности, наряду с возникновением дополнительных гидродинамических возмущений, приводит к уходу фронта затвердевания по ходу вращения от щели сопла и росту «В. К.» в зоне понижения давления Ро. Характер механической обработки поверхности барабана во многом определяет как размер образующихся пор, так и количество формирующихся из неё «В. К.». Риски на поверхности барабана после обработки являются дополнительными линиями смачивания и способствуют как началу зарождения поры, так и интенсивности образования «В. К.». Экспериментально установленные оптимальные значения шероховатости поверхности барабана равны Rа = 0,1-0,5 мкм, Rmax = 2 мкм, при дополнительной подшлифовке барабана с получением скрещивающихся под углом 45о рисок.
6. Производство малогабаритных магнитопроводов из аморфного сплава Co57 Fe5Ni10 Si11B17 для высокоинформативных средств регистрации.
Разработанная технология получения аморфных металлических лент и, в частности, кобальтового аморфного сплава Co57Fe5Ni10 Si11B17, позволила вести работы по созданию малогабаритных магнитопроводов. Высокий уровень магнитных свойств полученных лент в исходном состоянии позволяет использовать их в качестве магнитопроводов без специальных термообработок. Однако, в связи с технологическими особенностями процесса изготовления магнитных головок, аморфные ленты подвергаются тепловым воздействиям. При склейке сердечников материал в течение 3-5 часов отжигают для полимеризации клея при температурах ~ 145оС или 180оС, в зависимости от применяемой технологии. В ряде случаев целесообразно применение магнитно-анизотропного материала, для чего необходимо проводить отжиги в магнитном поле при температурах ниже точки Кюри. И наконец, для аморфных лент в магнитопроводах используют высокотемпературные отжиги с целью получения материалов с повышенным уровнем магнитных свойств.
На рисунках 21-22 приведены зависимости коэффициента прямоугольности петли гистерезиса, величины коэрцитивной силы и начальной магнитной проницаемости от температуры отжига.
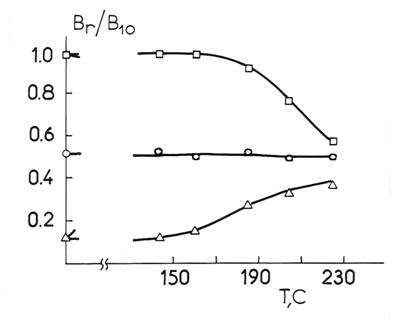
Рис.21. Зависимость коэффициента прямоугольности петли гистерезиса аморфных лент Co57Fe5Ni10Si11B17 от температуры отжига. Время отжига - 1 час. Прямолинейные образцы. о - Br/Bs ~ 0,5; ð - Br/Bs ~ 1,0; D - Br/Bs ~ 0,1.
|
|
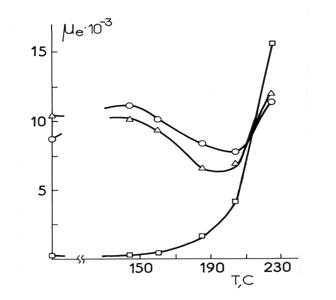
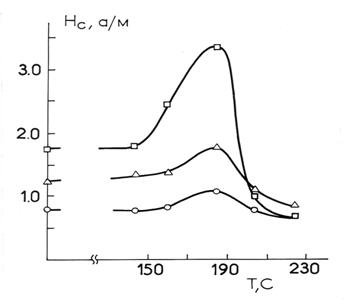
Рис.22. Зависимость эффективной магнитной проницаемости и коэрцитивной силы аморфных лент Co57Fe5Ni10Si11B17 от температуры отжига. Время отжига - 1 час. Прямолинейные образцы. о - Br/BS ~ 0,5; ð - Br/BS ~ 1,0; D - Br/BS ~ 0,1.
Приведённые результаты показывают, что на формирование магнитных свойств аморфных сплавов в процессе низкотемпературного отжига существенное влияние оказывают условия их получения.
Результаты исследований по влиянию термомагнитных обработок на магнитные свойства аморфных лент показали, что скорость наведения магнитной анизотропии в сплаве Co57Fe5Ni10Si11B17 также зависит от условий получения лент. У образцов с линейной петлёй гистерезиса и с петлёй гистерезиса, имеющей отношение Br/BS=0,5, коэффициент прямоугольности петли гистерезиса в процессе отжига меняется незначительно, т. е. эти образцы практически не воспринимают воздействия термообработки в поперечном магнитном поле. А для образца с прямоугольной петлей гистерезиса достаточно всего лишь 10 минут для того, чтобы в нём появилась поперечная магнитная анизотропия. После такой термообработки величина эффективной магнитной проницаемости образца увеличивается до ~20000.
Для всех типов лент характерно резкое увеличение магнитной проницаемости после отжигов при температуре выше 350оС в течение одного часа. Наблюдается также уменьшение коэрцитивной силы при температуре отжига 350оС. Однако, различия свойств между лентами, полученными в разных условиях, полностью не устраняются даже после отжига при температуре 350оС.
Анализ результатов исследований влияния технологических отжигов на магнитные свойства аморфных лент дал возможность сформулировать ряд практических рекомендаций.
Отжиг материала при температуре ~180оС приводит к значительному ухудшению магнитных свойств всех образцов лент, полученных при различных условиях. Это не позволяет нам рекомендовать использование данной термообработки при изготовлении сердечников магнитных головок из аморфных лент сплава Co57Fe5Ni10Si11B17. Из представленных рисунков видно, что отжиг при 145оС оказывает существенно меньшее воздействие на магнитные свойства исследуемых лент. Обращает на себя внимание изменение свойств прямолинейных образцов с коэффициентом прямоугольности Br/BS≈0,5, полученных при короткой длине теплового контакта. Отношение Br/BS остаётся постоянным в течение всего времени отжига, коэрцитивная сила меняется незначительно. Величина начальной магнитной проницаемости после существенного увеличения в начале отжига несколько снижается, но даже после длительного отжига более 3-х часов ленты имеют высокий уровень магнитных свойств.
Отжиг толстых лент δ >25 мкм, полученных при большой длине теплового контакта, приводит к уменьшению начальной магнитной проницаемости, но при этом её величина остаётся на достаточно высоком уровне. Напротив, отжиг тонких лент, полученных при большой длине теплового контакта, приводит к увеличению магнитной проницаемости по сравнению с исходным состоянием, но её величина остаётся недостаточной для применения этого материала в магнитных головках.
Таким образом, в случае применения технологии изготовления магнитных головок без дополнительных термообработок материала следует использовать аморфные ленты Co57Fe5Ni10Si11B17 с коэффициентом петли гистерезиса Br/BS=0,5.
Несмотря на то, что высокотемпературный отжиг значительно повышает начальную магнитную проницаемость до 40000 и понижает коэрцитивную силу аморфных лент Co57Fe5Ni10Si11B17, применение предварительных высокотемпературных термообработок оказалось нецелесообразным. Во-первых, этот вид термообработки приводит к значительному охрупчиванию материала, что усложняет технологию изготовления полусердечников и повышает вероятность скола ленты в рабочем зазоре головки, и следовательно, снижает надёжность её работы. Во-вторых, в процессе высоко-температурных отжигов существенным образом повышается магнитострикция лент. После такой обработки материал практически перестаёт быть материалом с околонулевой константой магнитострикции насыщения.
Исследования кинетики наведения поперечной магнитной анизотропии в аморфных лентах Co57Fe5Ni10Si11B17 позволяет сделать вывод о том, что в случае применения технологии изготовления магнитных головок из магнитно-анизотропного материала наиболее целесообразно использование тонких аморфных лент, полученных при большой длине теплового контакта.
Для оценки возможности применения полученных аморфных лент в головках высокоинформативных средств регистрации из них по разработанной технологии были изготовлены магнитные головки, характеристики которых затем сравнивались с характеристиками аналогичных головок, магнитопроводы которых были выполнены из традиционных кристаллических материалов.
Результаты испытаний показали, что применение в головках магнитной записи, магнитная цепь которых состоит из двух полусердечников аморфных лент с Br/BS=0,5, позволило одновременно с улучшением электрических характеристик обеспечить высокую термостабильность головок в интервале рабочих температур от -60оС до +80оС и высокую стабильность параметров головок при эксплуатации. Результаты измерения индуктивности магнитных головок за 18 лет независимых наблюдений показывают, что изменение индуктивности головок с магнитопроводом из сплава Co57Fe5Ni10Si11B17 – сплав 10-020 не превышало +2%.
Результаты исследований по влиянию технологических параметров получения аморфных лент на их магнитные свойства легли в основу технических условий на аморфную ленту сплава 10-020 как для изготовления сердечников магнитных головок, так и для сердечников малогабаритных трансформаторов.
Серийный выпуск аморфных сплавов осуществлялся на производственном участке НТЦ «Электронтех» РАН по техническим условиям ТУ ЖИСД.1., ТУ ЖИСД.3., ВТУ АН.91.1.
В целях расширения объёмов производства и номенклатуры аморфных сплавов разработанная технология производства аморфных лент была передана на металлур-гический завод завод Электросталь». Результаты проведённых исследований используются в ИФТТ РАН при выполнении научных исследований в области изучения физических свойств аморфных и нанокристаллических материалов.
Метод расчёта технологических параметров прошёл апробацию в условиях опытно-промышленного производства г. Калуга и рекомендован для расчёта технологических параметров при разработке технологии получения аморфных лент.
На базе проведенных исследований на Ижевском заводе и НТЦ «Электронтех» РАН был организован серийный выпуск многодорожечных блоков магнитных головок на основе аморфных лент.
Разработанный унифицированный ряд многодорожечных блоков магнитных головок послужил основой создания новых систем магнитной записи. Данной работе в 1990 году присуждена Государственная премия СССР.
На основе полученного опыта разработки высокоинформативных средств регистрации в НТЦ «Электронтех» РАН созданы современные системы объективного контроля действий диспетчерских и оперативных служб, обеспечивающие регистрацию аудио, видео и телеметрической информации в реальном масштабе времени.
В заключение следует отметить, что комплексные исследования процесса получения аморфной ленты методом закалки из расплава на вращающемся барабане-холодильнике позволили разработать как теорию процесса, так и систему технологических расчётов. Метод расчёта технологических параметров и описание технологических особенностей являются универсальными. Они активно использовались в представленной ампульной технологии получения аморфных лент на основе кобальта. Но данный подход полностью применим к технологии получения быстрозакалённых лент массового производства без каких-либо ограничений.
Общие выводы.
1. Впервые последовательное применение балансового подхода к решению уравнений неразрывности, Навье-Стокса и теплопроводности позволило построить математическую модель процесса формирования аморфной ленты при закалке плоской струи расплава на поверхности вращающегося барабана-холодильника в условиях стационарного и нестационарного режимов формирования аморфной ленты.
2. Разработанная модель динамики формирования ленты позволяет рассчитать временные зависимости всех интересующих характеристик процесса при постоянных параметрах, а также рассчитать зависимости геометрических характеристик зоны формирования и её средней температуры от технологических параметров и физических свойств расплава. Полученные расчётные зависимости подтверждаются закономерностями процесса формирования аморфной ленты, установленными экспериментальным путём.
3. На основе анализа расчётных данных показано, что процесс формирования аморфной ленты при закалке плоской струи расплава в режиме принудительного формирования подсопельной зоны на начальном этапе определяется затухающими автоколебаниями толщины ленты, средней температуры зоны, скорости выхода расплава из сопла и геометрических характеристик зоны. Стабильность процесса формирования аморфной ленты непосредственно определяется возможностью получения подсопельной зоны оптимальных пропорций и размеров, зависящих в основном от температурного режима скоростной закалки, выбора материала барабана-холодильника и физико-химических свойств расплава.
4. Впервые, на основе решения балансовых уравнений в стационарном режиме, получено выражение параметра f, значение которого определяет режим процесса закалки плоской струи расплава. С физической точки зрения параметр f определяет вклад в процесс переноса импульса затвердевшей части расплава в зоне формирования. При f→1 реализуется гидродинамический режим, при f→0 – теплофизический режим формирования. Показано, что оптимальным режимом получения высококачественной аморфной ленты является смешанный режим при f = 0,5.
5. На основе исследований влияния окружающей атмосферы на геометрию аморфных лент в закрытых установках выявлено, что физические характеристики газовой атмосферы не оказывают заметного влияния на качество поверхности аморфных лент. Экспериментально определён оптимальный диапазон давления в камере, равный 0,2–0,3 атм., обеспечивающий получение ленты с шероховатостью контактной поверхности Ra = 0,15 мкм.
Определены параметры обработки поверхности барабана-холодильника, обеспечивающие получение высококачественной аморфной ленты для разливки при атмосферном давлении на стальном барабане:
a. обработка поверхности барабана-холодильника до чистоты Ra = 0,1 - 0,15 мкм и Rmax < 2 мкм;
b. формирование микрорельефа путём подшлифовки поверхности барабана под углом 45о к направлению движения барабана-холодильника.
6. Предложен механизм формирования поверхностных дефектов аморфных лент. Установлено, что физической причиной образования «воздушных карманов» и волнового рельефа свободной поверхности лент является невозможность соблюдения условий несжимаемости (div![]() =0) в области контакта набегающего потока расплава и движущейся поверхности барабана-холодильника в задней части подсопельной зоны. Из-за большого перепада скоростей в зоне формирования с 1 до 20 м/с на малых расстояниях порядка 100-200 мкм неизбежны локальные разрывы сплошности расплава, появление каверн у поверхности барабана и заполнение их атмосферным газом. Впервые в теорию и практику закалки из расплава введено понятие «оптимальная длина зоны формирования», величина которой определяет качество поверхности аморфных лент.
=0) в области контакта набегающего потока расплава и движущейся поверхности барабана-холодильника в задней части подсопельной зоны. Из-за большого перепада скоростей в зоне формирования с 1 до 20 м/с на малых расстояниях порядка 100-200 мкм неизбежны локальные разрывы сплошности расплава, появление каверн у поверхности барабана и заполнение их атмосферным газом. Впервые в теорию и практику закалки из расплава введено понятие «оптимальная длина зоны формирования», величина которой определяет качество поверхности аморфных лент.
7. Получена экспериментальная база данных по физико-химическим свойствам аморфизирующихся расплавов системы Co-Fe-Si-B, которая является основой для расчёта технологических параметров получения аморфных магнитно-мягких лент на основе кобальта.
8. На основе исследований влияния условий получения аморфных лент базового состава Co57Fe5Ni10Si11B17 на их магнитные свойства установлено, что в зависимости от толщины получаемой ленты, меняя длину теплового контакта ленты с барабаном-холодильником можно получать из одного и того же сплава аморфные ленты с прямо-угольной, линейной петлёй гистерезиса или с петлёй гистерезиса, характеризующейся коэффициентом прямоугольности 0,5. Показано, что исходное состояние определяет способность материала воспринимать различные термообработки, в том числе и термомагинтные.
9. Впервые на основе разработанной модели предложен метод расчёта оптимального набора технологических параметров для проведения скоростной закалки конкретных расплавов в реальных условиях производства качественных аморфных лент. Данный метод расчёта технологических параметров и описания технологических особенностей является универсальным. Он практически использовался при разработке ампульной технологии получения аморфных сплавов на основе кобальта, но все основные теоретические выводы могут быть использованы для анализа и описания других вариантов получения аморфной металлической ленты.
10. На основе полученных результатов исследований создано технологическое оборудование для получения аморфных лент методом закалки из расплава, которым был оснащён экспериментально-производственный участок НТЦ «Электронтех» РАН и налажен выпуск аморфных лент по техническим условиям ТУ ЖИСД.1., ТУ ЖИСД.3., ВТУ АН.91.1. для изготовления элементов аппаратуры высокоинформативных средств регистрации. Разработанная технология производства аморфных лент была передана в завод Электросталь» для организации мелкосерийного производства, а также в ИФТТ РАН для выполнения научно-исследовательских работ в области изучения физических свойств аморфных и нанокристаллических материалов.
11. Разработанный унифицированный ряд многодорожечных блоков магнитных головок на основе аморфных сплавов послужил основой создания новых систем магнитной записи. На Ижевском заводе и НТЦ «Электронтех» РАН был организован серийный выпуск элементов высокоинформативных средств регистрации на основе аморфных сплавов, что послужило основой для создания современных средств объективного контроля действий оперативных и технических служб.
Основное содержание диссертации опубликовано в следующих работах:
1. , , . Влияние качества рабочей поверхности валка на свойства лент из аморфного металла, полученных закалкой из жидкого состояния. «III Всесоюзный семинар по аморфному магнетизму». Тезисы докладов. Самарканд 1983г. с. 113.
2. , , . Вязкостные свойства аморфизирующихся многокомпонентных металлических расплавов. Всесоюзная научная конференция «Проблемы исследования структуры аморфных металлических сплавов». Тезисы докладов. Москва 1984г. с. 59.
3. , , . Влияние состояния поверхности аморфных металлических сплавов на их магнитные свойства. Всесоюзная научная конференция «Проблемы исследования структуры аморфных металлических сплавов» Тезисы докладов. Москва 1984г. с. 202-203.
4. , , . Способ получения образцов аморфных лент для исследования влияния охлаждающей подложки на процесс закалки из жидкого состояния и устройство для его осуществления. А. С.№1 1984.
5. , , . Способ получения образцов аморфных лент для исследования влияния охлаждающей подложки на процесс закалки из жидкого состояния и устройство для его осуществления. А. с. №1 1984.
6. , , . Коэффициент холла сплавов Cu-Zr с аморфной и кристаллической структурой. Письма в ЖЭТФ 1984г. том 39, вып. 9, стр. 413-415.
7. , . Экспериментальное исследование возможностей нитридно-карбидной керамики в технологии получения аморфных сплавов. Препринт. Черноголовка 1985г. с. 7.
8. , , . Влияние состояния поверхности на перемагничивание аморфных сплавов. Металлофизика. Том 8 №5 1986г. стр. 67-69.
9. , , . Разработка технологии производства головок магнитной записи на основе аморфных металлических материалов. Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических сплавов». Тезисы докладов. Боровичи 1986г.
10. , , . Структурная релаксация в аморфном сплаве на основе железа и кобальта. IV Всесоюзный семинар по аморфному магнетизму. Тезисы докладов. Владивосток 1986г., с.123.
11. , , Влияние царапин на поверхности аморфных лент на их магнитные свойства. IV Всесоюзный семинар по аморфному магнетизму. Тезисы докладов Владивосток 1986г., с.148.
12. , , . Способ получения аморфных лент на основе кобальта и устройство для его осуществления. А. С. № 1 1986.
13. , , . Способ получения аморфных лент на основе кобальта и устройство для его осуществления. А. С. № 1 1986.
14. , , К вопросу о неоднородности начального участка лент из аморфных сплавов, получаемых закалкой расплава. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов» Тезисы докладов. Аша 1987г. с. 11-12.
15. , , . Влияние рельефа охлаждающей подложки на микрогеометрию лент, получаемых скоростной закалкой расплава. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов». Тезисы докладов. Аша 1987г. с. 12-13.
16. , , . Влияние загрязнений закалочной поверхности на геометрию аморфных лент. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов» Тезисы докладов. Аша 1987г. с. 15.
17. , , . Керамика в технологии аморфных сплавов. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов». Тезисы докладов. Аша 1987г. с. 17-18.
18. , . Исследование параметров блоков магнитных головок, изготовленных из аморфного сплава 10-020. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов». Тезисы докладов. Аша 1987г. с. 31.
19. , , . Использование аморфных лент в магнитных головках с комбинированной магнитной целью. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов». Тезисы докладов. Аша 1987г. с. 31-32.
20. , , . Влияние условий получения на формирование магнитных свойств аморфных сплавов с околонулевой магнитострикцией в процессе низкотемпературного отжига. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов». Тезисы докладов. Аша 1987г. с. 38.
21. , , . Влияние условий получения на магнитные свойства аморфных лент на основе кобальта. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов». Тезисы докладов. Аша 1987г. с. 39.
22. , , . Методические приёмы исследования процесса скоростной закалки расплава. III Межотраслевое совещание «Производство, обработка и применение аморфных и микрокристаллических материалов». Тезисы докладов. Аша 1987г. с. 56.
23. , . Высокотемпературная пластичность аморфного сплава на основе кобальта. IV Всесоюзный семинар «Структура дислокаций и механические свойства металлов и сплавов». Тезисы докладов. Свердловск 1987г.
24. , , Б., Серебряков для литья металлической ленты А. С. №1 1987г.
25. N. P.Kobelev, Ya. M.Soifer, V. G.Shteinberg and Yu. Levin “Giant” ![]()
![]() E – effect and magnetomechanical damping in amorphous ferromagnetic ribbons. Phis. stat. sol (a) v 102, 773-
E – effect and magnetomechanical damping in amorphous ferromagnetic ribbons. Phis. stat. sol (a) v 102, 773-
26. , , . Численное моделирование трехмерных нестационарных тепловых полей в процессе получения аморфных лент. Всесоюзная научно-техническая конференция «Проблемы исследования структуры и свойств быстрозакалённых металлических сплавов». Тезисы докладов. Москва 1988г. с. 3-4.
27. , , . О некоторых особенностях формирования магнитных свойств аморфных сплавов на основе кобальта в процессе высокотемпературного отжига. Всесоюзная научно-техническая конференция «Проблемы исследования структуры и свойств быстрозакалённых металлических сплавов». Тезисы докладов. Москва 1988г. с.11.
28. , , . Влияние исходного состояния на формирования магнитных свойств аморфных сплавов в процессе низко-температурного отжига. Всесоюзная научно-техническая конференция «Проблемы исследования структуры и свойств быстрозакалённых металлических сплавов». Тезисы докладов. Москва 1988г. с.11-12.
29. V. Kislov, Yu. Levin and A. Serebryakov. Structure and deformation induced magnetic anisotropy of amorphous alloys. Suppl. to Trans JIM,p.387-390.
30. , , . Магнитная анизотропия свежезакаленных лент аморфных сплавов на основе кобальта. Препринт. Черноголовка 1988 с. 23.
31. V Kislov, Yu. Levin, A. Serebryakov. Structure and strain-induced magnetic anisotropy. JIMIS-5 "Non-Equilibrium Solid Phases of MetalS and Alloys”, Abstracts, 1988, p. 94.
32. , , . Влияние условий получения и отжигов на магнитные свойства аморфных лент на основе кобальта. Препринт. Черноголовка, 1988, стр. 21.
33. , , . Влияние содержания металлоидов на стабильность аморфных сплавов на основе кобальта. III Всесоюзное совещание «Физикохимия аморфных (стеклообразных) металлических сплавов. Тезисы докладов. Москва 1989г. с. 60-61.
34. , . Влияние термообработок на магнитные свойства аморфного сплава на основе кобальта. III Всесоюзное совещание «Физикохимия аморфных (стеклообразных) металлических сплавов». Тезисы докладов. Москва 1989г. с. 100.
35. , , . К вопросу о влиянии рабочей атмосферы на процесс разливки плоской струи расплава. III Всесоюзное совещание «Физикохимия аморфных (стеклообразных) металлических сплавов». Тезисы докладов Москва 1989г. с. 154.
36. V. Kislov, Yu Levin, A. Serebryakov, M. Tejedor and B. Hernando Magnetic anisotropy of as-quenched ribbons of amorphous near-zero magnetostricive alloys. Acta Physica Polonica Ap. 701-704/
37. L. Voropaeva, A. Serebryakov, N. Novokhatskaya, Yu Levin and G. Abrosimova Rapid crystallization of amorphous alloys: Fe-Si-B based alloys. Scr. Metall. Mater. (1992) Vol.27, p.//
38. A. Serebryakov, V. Stelmukh, L. Voropaeva, N. Novokhatskaya, Yu Levin and A. Gurov. Nanocrystallization of Co-Si-B-Zr amorphous alloy. Nanostruct. Mater. 1994, vol. 4, № 6, p. 645-650.
39. A. Serebryakov, L. Voropaeva, Yu Levin, N. Novokhatskaya and G. Abrosimova. Crystallization of amorphous Co-Si-B alloys: effect of Fe additions. Nanostruct Mater. Vol. 4, №7, p. 851-855, 1994.
40. , , . Влияние легирования на структурное состояние и кристаллизацию аморфных сплавов Co-Si-B. ФММ Том 78, 1994г. с. 94-98.
41. , , . Нанокристаллизация аморфных сплавов (Со77Si23-УВу)93-ХFe7NbХ. Седьмая Всероссийская конференция с международным участием «Аморфные прецизионные сплавы: технология – свойства – применение». Тезисы докладов. Москва 2000г. с. 76.
42. , , . Конечные стадии кристаллизации аморфных сплавов (Со77Si23-УВу)93-ХFe7NbХ. Всероссийская конференция с международным участием «Аморфные прецизионные сплавы: технология – свойства – применение». Тезисы докладов. Москва 2000г. с. 77.
43. , , . Алгоритм расчета плотности и поверхностного натяжения расплавов методом большой капли при формировании изображения в цифровом формате. Известия ВУЗов. Черная металлургия 2003г., №7, с. 10-13.
44. , , -Фаттах, , . Моделирование процесса получения аморфной металлической ленты на основе уравнений гидродинамики и теплопроводности. Известия вузов. Чёрная металлургия. 2004г., №11, стр. 57-60.
45. , , . Нанокристаллизация аморфных сплавов Fe74.5-XSi13.5B9CuXNb3(x=0.6 и 1.0).ФММ 2006г. Том 101, №6,с.598-606.
46. , , . Влияние температурного режима разливки на динамику формирования быстрозакаленной ленты на вращающемся барабане-холодильнике. – Научно-технический журнал «Техника машиностроения» №4, 2006г., с.68-71.
47. , , . Теоретические основы производства аморфных и нанокристаллических сплавов методом сверхбыстрой закалки.– М.: «МИСиС». 2006. – 328с.
48. , , . Конфигурация подсопельной зоны при разливке аморфизирующихся расплавов на вращающемся барабане-холо-дильнике. Научно-технический журнал «Техника машиностроения» №4, 2006г., с.64-67.
49. Yu. A. Anikin, M. R. Filonov, Yu. B. Levin, A. N. Shumakov. Sele – descriptiveness of physical properties for planar flow casting and amorphous liquid melts researching. Thirteenth International Conference on Liquid and Amorphous Metals. Abstracts. Ekaterinburg 2007 p. 53.
50. Yu. B. Levin, Yu. A. Anikin, M. R. Filonov, A. N. Shumakov. Simulation of metallic amorphous and nano-crystalline ribbon manufacture by planar flow casting technique. Thirteenth Inter-national Conference on Liquid and Amorphous Metals. Abstracts. Ekaterinburg 2007 p. 165.
51. , , . Динамика формирования подсопельной зоны на начальных этапах разливки при получении аморфной металлической ленты на вращающемся барабане - холодильнике. Научно-технический журнал «Техника машиностроения» №2, 2007, с. 67-71.
52. , , . Влияние колебательных мод в подсопельной зоне на геометрические характеристики быстрозакалённой аморфной ленты. Научно-технический журнал «Техника машиностроения» № 3 2007г. стр.61-63.
53. Yu. B. Levin, A. N. Shumakov, M. R. Filonov, Yu. A. Anikin. A model of amorphous and nano-crystalline ribbon processing by planar-flow casting. Journal of Physics: Conference Seriesp.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
