

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
Теоретические и технологические основы
производства кобальтовых аморфных магнитно-мягких сплавов
специального назначения
Специальность 05.02.01. - Материаловедение (металлургия)
Автореферат
диссертации на соискание учёной степени
доктора технических наук
Москва 2009
Работа выполнена в » РАН и на кафедре ВТПМиА Московского института стали и сплавов.
Официальные оппоненты
доктор физико-математических наук, профессор, член-корр. РАН
доктор физико-математических наук, профессор
доктор технических наук, профессор
Ведущее предприятие
ЦНИИЧМ им. И.П. Бардина г. Москва
Защита диссертации состоится «21» мая 2009г. в «____» часов на заседании диссертационного совета Д 2Московского института стали и сплавов.
Москва, ГСП – 1, Ленинский проспект,.
С диссертацией можно ознакомиться в библиотеке МИСиС.
Автореферат разослан «____»_____________2009г.
Справки по телефону (4
Учёный секретарь
диссертационного совета
доктор физико-математических наук
профессор
Общая характеристика работы
Актуальность работы. Развитие современной техники требует создания принципиально новых материалов с более высокими служебными характеристиками, чем традиционные кристаллические материалы. Таким новым классом материалов, безусловно, являются аморфные и нано-кристаллические металлические сплавы, получаемые методом закалки из расплава и обладающие уникальным сочетанием физических, механических и химических свойств. Особое место среди аморфных материалов занимают сплавы на основе кобальта с близкой к нулю магнитострикцией, имеющие чрезвычайно низкие потери на перемагничивание и высокие значения магнитной проницаемости. Использование этих сплавов в радиоэлектронной промышленности в качестве магнитопроводов обеспечивает создание устройств нового поколения, параметры которых основываются на уникальности свойств кобальтовых аморфных магнитно-мягких сплавов. Поэтому в производстве аморфных сплавов прослеживается чёткая тенденция к расширению выпуска магнитно-мягких высоко-качественных аморфных лент для изготовления малогабаритных магнитопроводов. Под качеством кобальтовых аморфных лент подразумевается получение лент заданной толщины в сочетании с высоким уровнем их магнитных свойств и минимальным количеством топологических дефектов поверхности, которые являются характерной особенностью лент, получаемых закалкой из расплава.
Однако совершенствование малотоннажного производства аморфных сплавов сдерживается недостаточной разработанностью теоретических основ процесса формирования аморфной ленты. В современных условиях технологические параметры разливки определяются чисто эмпирически, что в значительной мере осложняет этап серийного освоения новых сплавов. До сих пор отсутствуют непротиворечивые представления о механизме образования топологических дефектов на поверхности аморфных лент.
Исходя из реальной ситуации в области производства аморфных сплавов, актуальной задачей является развитие теоретических основ, описывающих метод закалки из расплава, изучение процесса формирования аморфных лент с заданными техническими параметрами. Полученные знания позволят осуществить оптимизацию технологических параметров процесса, а следовательно, регулировать толщину и качество аморфных лент, используемых при изготовлении магнитопроводов ответственного назначения.
Цель работы. Разработка и освоение технологии серийного производства высококачественных аморфных магнитно-мягких лент на основе развития теоретических представлений о динамике формирования ленты в процессе закалки плоской струи расплава на вращающемся барабане-холодильнике. Создание универсального метода расчёта технологических параметров, необходимых для получения высококачественных лент заданной толщины с минимально возможным количеством геометрических дефектов.
Научная новизна:
1. Впервые на основе балансового подхода к решению уравнений гидродинамики и теплопроводности построена математическая модель процесса формирования аморфной ленты при закалке плоской струи расплава на поверхности вращающегося барабана-холодильника. Модель позволила рассчитать динамику геометрических и тепловых характеристик зоны формирования, включая толщину ленты, среднюю температуру зоны, а также их зависимость от технологических параметров и физических свойств расплава. Полученные расчётные зависимости подтверждены экспериментально.
2. Установлено, что процесс формирования ленты при закалке плоской струи расплава на начальном этапе определяется затухающими автоколебаниями толщины ленты, средней температуры зоны, скорости выхода расплава из сопла и геометрических характеристик зоны. Показано, что стабильность процесса формирования аморфной ленты непосредственно определяется возможностью получения подсопельной зоны оптимальных пропорций и размеров, зависящих от температурного режима скоростной закалки, выбора материала барабана-холодильника и физико-химических свойств расплава.
3. Впервые при решении балансовых уравнений в стационарном режиме введён параметр f, величина которого определяет физический режим формирования ленты. При f→1 реализуется гидродинамический режим, затвердевание отсутствует, при f→0 – теплофизический режим формирования, образуется твёрдая фаза по всей толщине ленты. Показано, что оптимальным режимом получения высококачественной аморфной ленты является смешанный режим при f = 0,5.
4. Предложен механизм формирования геометрических дефектов аморфных лент, из которого следует, что физической причиной образования «воздушных карманов» и волнового рельефа свободной поверхности лент является невозможность соблюдения условий несжимаемости (div![]() =0) в области контакта набегающего потока расплава и движущейся поверхности барабана-холодильника в задней части подсопельной зоны. Из-за большого перепада скоростей в зоне формирования с 1 до 20 м/с на малых расстояниях порядка 100-200 мкм неизбежны локальные разрывы потока расплава, появление каверн у поверхности барабана и заполнение их атмосферным газом. Установлено, что физические характеристики окружающей газовой атмосферы не оказывают заметного влияния на качество поверхности аморфных лент, получаемых в закрытых установках.
=0) в области контакта набегающего потока расплава и движущейся поверхности барабана-холодильника в задней части подсопельной зоны. Из-за большого перепада скоростей в зоне формирования с 1 до 20 м/с на малых расстояниях порядка 100-200 мкм неизбежны локальные разрывы потока расплава, появление каверн у поверхности барабана и заполнение их атмосферным газом. Установлено, что физические характеристики окружающей газовой атмосферы не оказывают заметного влияния на качество поверхности аморфных лент, получаемых в закрытых установках.
5. Показано, что исходное состояние аморфных лент на основе кобальта определяет способность материала воспринимать различные термообработки, в том числе и термомагнитные. На основе исследований влияния условий получения аморфных лент с близкой к нулю магнитострикцией на их магнитные свойства установлено, что в зависимости от толщины получаемой ленты и длины теплового контакта ленты с барабаном-холодильником можно получать из одного и того же сплава аморфные ленты с прямоугольной, линейной петлёй гистерезиса или с петлёй гистерезиса, характеризующейся коэффициентом прямоугольности 0,5.
Практическая значимость.
1. На основе разработанных теоретических представлений и экспериментальных исследований создано технологическое оборудование для получения аморфных лент методом закалки из расплава, которым был оснащён экспериментально-производственный участок НТЦ «Электронтех» РАН и налажен выпуск аморфных лент по техническим условиям ТУ ЖИСД.1., ТУ ЖИСД.3., ВТУ АН.91.1. для изготовления элементов аппаратуры высокоинформативных средств регистрации. Разработанная технология производства аморфных лент была передана в завод «Электросталь» для организации мелкосерийного производства, а также в ИФТТ РАН для выполнения научно-исследовательских работ в области изучения физических свойств аморфных и нанокристаллических материалов.
2. Впервые предложен теоретически обоснованный алгоритм расчёта оптимального набора технологических параметров для получения высококачественных аморфных лент в реальных условиях производства. Разработанный метод расчёта техноло-гических параметров является универсальным, прошёл апробацию в условиях опытно-промышленного производства и рекомендован для использования при отработке технологии получения аморфных лент различного состава.
3. Разработан унифицированный ряд многодорожечных блоков магнитных головок на основе аморфных сплавов, что явилось основой создания новых систем магнитной записи. Создание таких систем отмечено Государственной премией СССР за 1990г.
4. Результаты проведённых исследований использованы на Ижевском заводе и НТЦ «Электронтех» РАН при организации серийного выпуска элементов высокоинформативных средств регистрации на основе аморфных сплавов, что послужило основой для создания современных средств объективного контроля действий оперативных и диспетчерских служб.
Апробация работы.
По материалам диссертации опубликовано 53 работы, в том числе получено 5 авторских свидетельств, выпущена монография и опубликовано в журналах и изданиях, рекомендованных ВАК, 12 статей. Основные результаты и положения работы докладывались и обсуждались на: III Всесоюзном семинаре по аморфному магнетизму (Самарканд, 1983); Всесоюзной научной конференции «Проблемы исследования структуры аморфных металлических сплавов» (Москва, 1984); Межотраслевом совещании «Производство, обработка и применение аморфных и микрокристаллических сплавов» (Боровичи, 1986); IV Всесоюзном семинаре по аморфному магнетизму (Владивосток, 1986); IV Всесоюзном семинаре «Структура дислокаций и механические свойства металлов и сплавов» (Свердловск, 1987); III Межотраслевом совещании «Производство, обработка и применение аморфных и микрокристаллических материалов» (Аша, 1987); Всесоюзной научно-технической конференции «Проблемы исследования структуры и свойств быстрозакалённых металлических сплавов» (Москва, 1988); III Всесоюзном совещании «Физикохимия аморфных (стеклообразных) металлических сплавов» (Москва, 1989); Седьмой Всероссийской конференции с международным участием «Аморфные прецизионные сплавы: технология – свойства – применение» (Москва, 2000); Thirteenth International Conference on Liquid and Amorphous Metals. (Ekaterinburg, 2007).
Объём диссертации: диссертация изложена на 346 страницах машинописного текста, состоит из введения, 5 глав и общих выводов, содержит 5 таблиц, 141 иллюстрацию, список литературы из 262 наименований и приложений на 63 листах.
Содержание работы
1. Моделирование процесса формирования аморфной ленты.
К настоящему моменту накоплен большой экспериментальный материал по скоростной закалке из расплава, достигнуты значительные успехи в совершенствовании технологии спинингования. Однако, вследствие невозможности адекватного воспроизведения всех параметров спинингования на различных установках, сложности и чувствительности процесса к малейшим возмущениям, трудностей измерения состояния расплава в условиях высоких скоростей охлаждения, полученные различными авторами функциональные зависимости отличаются друг от друга как по форме, так и по теоретическому обоснованию. Это вызвано тем, что их рассмотрение проводится в основном по следующим независимым моделям формирования ленты:
- гидродинамическая модель формирования ленты, в которой толщину ленты определяет перенос момента импульса: вязкий пограничный слой вытягивается из ванны расплава в виде жидкой плёнки и затем затвердевает;
- модель формирования ленты за счёт затвердевания, где контролирующая стадия – теплопередача, и лента образуется за счёт затвердевания непосредственно под ванной.
Таким образом, осуществляется не построение общей модели процесса закалки из расплава, а решаются частные задачи.
В условиях разливки расплава через сопло на поверхность вращающегося барабана-холодильника образуется ванна жидкого металла, которая одновременно охлаждается и вытягивается барабаном. При больших градиентах температуры и скорости протекают сложные, взаимосвязанные друг с другом процессы тепло - и массопереноса.
Теоретически процесс формирования аморфной ленты можно описать системой уравнений неразрывности, Навье-Стокса и теплопроводности, дополненных начальными и граничными условиями.
Учитывая специфику процесса, вводятся следующие допущения:
1) Поскольку ширина сопла много больше толщины сопла, размер области определения уравнений вдоль оси z значительно превышает размеры области определения вдоль осей x и y, то предполагается, что производные неизвестных величин по координате z равны нулю, т. е. все функции зависят от двух координат «х» и «y».
2) В связи с высокой скоростью течения расплава под соплом, считается, что влияние силы тяжести на процесс пренебрежимо мало.
3) Пренебрегается выделением тепла при формировании ленты.
4) В рассматриваемом приближении принято, что поверхность барабана-холодильника – плоская.
Для проведения расчетов использованы следующие обозначения. Технологические параметры: Н – зазор между соплом и барабаном-холодильником, d – толщина сопла, То – температура разливки, Vд – скорость вращения барабана-холодильника, ΔР – приложенное давление. Физические свойства: r - плотность расплава, n - кинематическая вязкость расплава, s - поверхностное натяжение расплава, сv – удельная теплоёмкость единицы объёма расплава, l - теплопроводность расплава, a - коэффициент теплопередачи от расплава к барабану-холодильнику.
С учётом сделанных допущений система уравнений в координатной форме запишется следующим образом:
 (1)
(1)
где Vх и Vу – проекции вектора скорости на ось х и у соответственно.
Область определения этих уравнений ограничивается соплом, барабаном-холодильником, границами расплав-газ и лента-газ (рис.1). По направлению вращения барабана она заканчивается в точке х1 , правее которой будет жидко-твёрдая (двухфазная) лента постоянной толщины.
Область определения, ограниченную справа вертикальной секущей в точке х1 , назовём зоной формирования ленты. Из рис.1 видно, что введено также допущение о плоской форме фронта затвердевания.
Построение модели процесса формирования аморфной ленты основывается на последовательном решении следующих задач:
1. Расчет конфигурации зоны формирования с целью определения области интегрирования дифференциальных уравнений, описывающих процесс.
2. Решение уравнения теплопроводности под соплом и в ленте для определения положения начала фронта затвердевания.
3. Интегрирование уравнений (1) по зоне формирования с целью получения усреднённых балансовых уравнений для потоков массы, тепла и компонент импульса.
4. Решение балансовых уравнений при заданных начальных условиях с целью получения зависимостей, позволяющих рассчитывать в стационарном и нестационарном режимах толщину получаемой ленты, среднюю температуру подсопельной области, длину зоны формирования ленты, скорости ее охлаждения в зависимости от технологических параметров разливки и физических свойств расплава.
Такая схема позволяет, во-первых, проанализировать динамику формирования ленты во времени, во-вторых, рассмотреть взаимосвязь гидродинамических и теплофизических процессов и степень их влияния на закалку из расплава, в-третьих, разработать метод расчёта технологических параметров для получения ленты необходимой толщины при стабильно протекающем процессе её формирования.
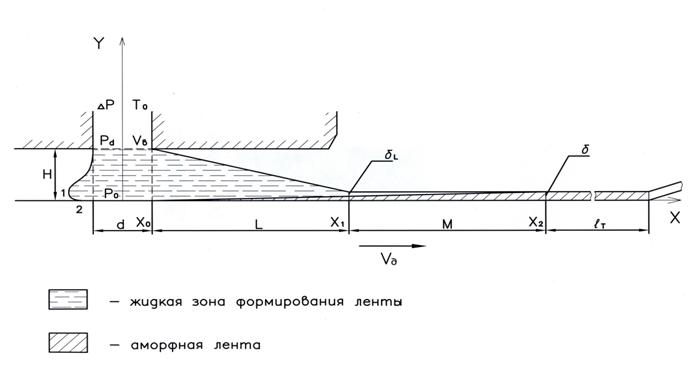
Рис.1. Схематическое изображение зоны формирования ленты. Начало системы координат (х, у) выбрано на поверхности барабана-холодильника на расстоянии ![]() от проекции обреза сопла на эту поверхность.
от проекции обреза сопла на эту поверхность.
Для расчёта формы жидкой зоны в подсопельной области была рассмотрена задача о вытекании жидкости из сопла.
Решались гидродинамические уравнения из системы (1) для стационарного случая ( ![]() ), в приближении постоянства скорости выхода расплава из сопла. Граничные условия
), в приближении постоянства скорости выхода расплава из сопла. Граничные условия ![]() , где
, где ![]() - скорость выхода расплава из сопла. Решение уравнений искалось в виде:
- скорость выхода расплава из сопла. Решение уравнений искалось в виде: ![]() . Из граничного условия следует, что
. Из граничного условия следует, что ![]() . Такой вид поля скоростей обосновывается следующим образом. Без учёта функции f(y) линии тока для поля скоростей
. Такой вид поля скоростей обосновывается следующим образом. Без учёта функции f(y) линии тока для поля скоростей ![]() и
и ![]() представляют собой гиперболы, что описывает раскрытие потока расплава под соплом. Функция f(y) учитывает влияние вязких сил на скорость, которые в основном зависят от расстояния Н до барабана-холодильника.
представляют собой гиперболы, что описывает раскрытие потока расплава под соплом. Функция f(y) учитывает влияние вязких сил на скорость, которые в основном зависят от расстояния Н до барабана-холодильника.
Задача была сведена к дифференциальному уравнению
 (2)
(2)
Решение уравнения (2) для формы границы зоны формирования на отрезке  было получено с использованием программного комплекса MathCad 13.
было получено с использованием программного комплекса MathCad 13.
Наиболее заметное влияние на форму задней части зоны оказывают поверхностное натяжение расплава и избыточное давление, которые связаны формулой Пуассона ![]() , где r – радиус кривизны. Результаты расчёта представлены на рис.2 и 3. Цифрами в подрисуночных подписях обозначен номер графика на рисунках в порядке слева направо. На каждом графике все параметры, кроме одного, фиксированы. Для остальных параметров брались следующие значения: Н = 200мкм, d = 500мкм, Vд = 25 м/с, ΔР = 0,2 атм., r = 6800 кг/м3, n = 10-6 м2/с, s = 1 Дж/м2.
, где r – радиус кривизны. Результаты расчёта представлены на рис.2 и 3. Цифрами в подрисуночных подписях обозначен номер графика на рисунках в порядке слева направо. На каждом графике все параметры, кроме одного, фиксированы. Для остальных параметров брались следующие значения: Н = 200мкм, d = 500мкм, Vд = 25 м/с, ΔР = 0,2 атм., r = 6800 кг/м3, n = 10-6 м2/с, s = 1 Дж/м2.
 |
Рис.2. Форма задней поверхности зоны для различных значений поверхностного натяжения: 1 – 0,8 Дж/м2, 2 - 1,2 Дж/м2, 3 - 1,6 Дж/м2.
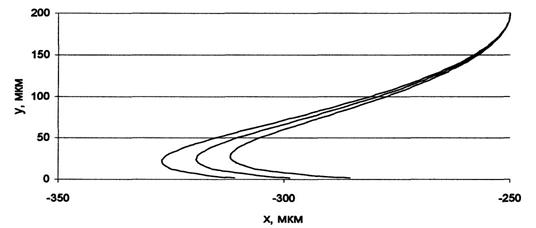
Рис.3. Форма задней поверхности зоны для различных значений приложенного давления: 1 – 0,25 атм., 2 – 0,22 атм., 3 – 0,2 атм.
Для определения координаты начала фронта затвердевания хо (рис.1) рассматривалась задача об одномерном стационарном распределении тепла под соплом. Конвективный перенос в горизонтальном направлении не учитывался, т. к. предполагается, что движение расплава под соплом происходит в основном в вертикальном направлении.
Решалось уравнение теплопроводности из системы (1) ![]() с граничными условиями Ту=Н = Т0 , Т(+0)=Т(-0),
с граничными условиями Ту=Н = Т0 , Т(+0)=Т(-0), ![]() , где λ1 и λ2 – теплопроводность расплава и барабана-холодильника соответственно. Эти условия вытекают из непрерывности температуры и теплового потока через границу расплава и барабана-холодильника.
, где λ1 и λ2 – теплопроводность расплава и барабана-холодильника соответственно. Эти условия вытекают из непрерывности температуры и теплового потока через границу расплава и барабана-холодильника.
Решение этой задачи позволило сделать вывод о распределении температуры внутри зоны формирования под соплом (рис.4).
 |
Рис.4. Распределение температуры вдоль зазора в зоне формирования ленты для величины зазора H = 200мкм.
Из графика видно, что температура на границе с барабаном-холодильником отличается от температуры у сопла не больше чем на 250 градусов. Из чего следует, что затвердевание расплава под соплом не происходит. Причем практически постоянное распределение температуры в этой области достигается только благодаря конвекции, т. е. переносу тепла за счёт переноса массы. Из-за высокой скорости выхода расплава из сопла (приблизительно 1м/с) барабан не успевает поглотить такое количество тепла, поэтому температура нa его поверхности остается достаточно высокой, чтобы расплав начал затвердевать. Однако справа от сопла основное течение расплава происходит параллельно поверхности барабана-холодильника, поэтому перенос тепла в вертикальном направлении происходит только за счет теплопроводности, что оказывается недостаточным для поддержки высокой температуры на поверхности барабана. А это значит, что здесь происходит быстрое охлаждение расплава. В связи с чем, в качестве координаты начала фронта затвердевания была выбрана проекция обреза сопла на поверхность барабана  (рис.1).
(рис.1).
Для определения координаты окончания фронта затвердевания х2 была решена задача об охлаждении ленты в приближении отсутствия теплопереноса за счёт теплопроводности в направлении движения ленты. Последнее основано на том факте, что скорость вращения барабана достаточно велика (~25 м/с), что позволяет пренебречь теплопроводностью в направлении механического движения системы по сравнению с конвективным потоком тепла.  .
.
Решалось уравнение теплопроводности из системы (1) ![]() с граничными условиями
с граничными условиями  ;
;  и
и  ,
,
где δ - толщина ленты, Т(х,0) – температура ленты, усреднённая по сечению ленты вертикальной прямой, проходящей через точку х. Охлаждение излучением на границе с газом не учитывалось, т. к. оно пренебрежимо мало по сравнению с теплоотводом на границе с барабаном-холодильником.
Из данной системы уравнений путём усреднения решения по у получено уравнение распределения температуры ленты Т(х) вдоль поверхности барабана
 , где ТБ – средняя температура барабана.
, где ТБ – средняя температура барабана.
Полученное решение было использовано для нахождения расстояния М = х2 – х1. Это фактически длина двухфазного участка сформировавшейся ленты толщиной δ, на котором контактная область ленты уже твёрдая, свободная ещё жидкая. Было сделано предположение, что температура, усреднённая по вертикальному сечению ленты в точке х1, равна средней температуре зоны формирования ![]() , а температура, усреднённая по вертикальному сечению ленты в точке х2 , где лента уже полностью сформировалась, равна температуре затвердевания расплава Тзатв.
, а температура, усреднённая по вертикальному сечению ленты в точке х2 , где лента уже полностью сформировалась, равна температуре затвердевания расплава Тзатв.
Тогда ![]() (3)
(3)
Длина фронта затвердевания по оси «х» будет равна (L+M). Фронт затвердевания принимается плоским. При этом область твёрдой фазы имеет вид прямоугольного треугольника с катетами δ и L+M, что учитывалось при построении модели процесса формирования аморфной ленты.
Используя полученные форму жидкой зоны и положение фронта затвердевания, уравнения неразрывности, Навье-Стокса и теплопроводности были проинтегрированы по всему сечению зоны формирования и, таким образом, сведены к системе дифференциальных уравнений:
 (4)
(4)
где ![]() ,
, ![]() и
и ![]() - средние величины.
- средние величины.
С учётом сделанных допущений:
1. Давление на линии обреза сопла определяется формулой Бернулли: 
2. Давление под соплом линейно по координате «у» 
3. Из решения гидродинамических уравнений следует
![]() , т. к.
, т. к. ![]() , получим
, получим ![]()
4. Так как поток расплава через сопло d равен потоку расплава через зазор Н, получим ![]() .
.
Система (4) преобразуется следующим образом:
 (5)
(5)
Из полученной формы твёрдой фазы имеем соотношение 
где δL - толщина пограничного слоя на поверхности твердой ленты, равная, согласно формуле Блазиуса,  .
.
Тогда 
К системе уравнений (5) добавим геометрическое соотношение, т. е. площадь трапеции, которой апроксимируем зону ![]() . Перейдя к безразмерным переменным:
. Перейдя к безразмерным переменным:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
окончательно получили следующую систему уравнений:
 (6)
(6)
Таким образом, построена модель процесса формирования аморфной ленты, описывающая форму жидкой зоны, и зависимость толщины ленты от технологических параметров и физических свойств в стационарном и нестационарном режимах. Модель также описывает теплофизические и гидродинамические процессы, протекающие внутри зоны формирования ленты.
Неизвестными здесь являются безразмерная скорость выхода расплава из сопла u, безразмерная толщина ленты X, безразмерная средняя температура зоны Y, безразмерная длина зоны формирования Z.
Система уравнений (6) для стационарного режима будет иметь вид
 (7)
(7)
Для упрощения расчётов система (7) преобразована путём подстановки выражения  .
.
Таким образом, получена система балансовых уравнений, имеющих достаточно простой вид и дающих зависимость u, X, Y от четырёх параметров h, Р, C, b
 (8)
(8)
Введённый через подстановку параметр f зависит только от температуры, определяет режим формирования ленты.
Так как  , то
, то  , следовательно
, следовательно
![]() (9)
(9)
Величина f показывает, какие процессы определяют формирование ленты.
При f → 1 – это гидродинамический режим, когда на выходе из зоны имеем «жидкую» ленту.
При f → 0 – это теплофизический режим, когда на выходе из зоны «твёрдая» лента.
С практической точки зрения гидродинамический режим не реализуем технологически, «жидкая» лента просто не будет держаться на вращающемся барабане. Теплофизический режим является слишком жёстким из-за вынужденной синхронизации подачи расплава и процесса затвердевания. Поэтому в первом случае барабан работает как вентилятор, разбрызгивая расплав, во втором – из-под сопла пойдёт поток затвердевших чешуек. Следовательно, разумно говорить о неком оптимальном смешанном режиме для процесса получения аморфной ленты, когда в процессе переноса импульса от барабана в зону формирования теплоперенос и гидродинамика вносят равный вклад, т. е. f ≈ 0,5.
Из уравнений 1 и 2 системы (8) для режима свободного истечения расплава, когда  , получено соотношение
, получено соотношение ![]() или
или ![]() .
.
Это соотношение является границей перехода, когда Н > , процесс закалки из расплава характеризуется свободным режимом формирования подсопельной зоны, при Н <
, процесс закалки из расплава характеризуется свободным режимом формирования подсопельной зоны, при Н <![]() - принудительный режим. В режиме свободного формирования зоны уравнения (6) решались для неизвестных h, Z и Y с параметрами Р, b, С и Re.
- принудительный режим. В режиме свободного формирования зоны уравнения (6) решались для неизвестных h, Z и Y с параметрами Р, b, С и Re.
Для режима принудительного формирования подсопельной зоны неизвестными являются Z, u и Y. Результаты решения представлены на рисунках 5 и 6.
Рис.5. Зависимость длины зоны (Z ___ ), высоты подъема (ht …….), средней температуры (Y -----) от времени для режима свободного истечения. |
Рис.6. Зависимость длины зоны (Z…..), скорости выхода расплава из сопла (u____), температуры (Y -----) от времени для режима принудительного формирования подсопельной зоны. |
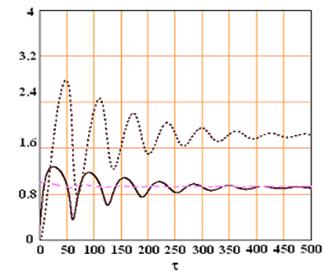
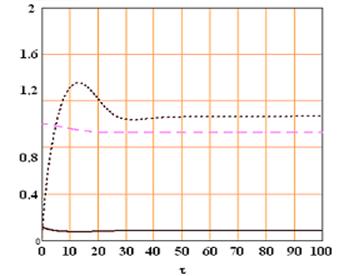
Из графиков видно, что временные зависимости всех функций представляют собой затухающие автоколебания. Время затухания колебаний, оно же время перехода процесса в стационарный режим, составляет 10-3 – 10-2 с и зависит от значений технологических параметров и физических свойств расплава. Именно на старте разливки устанавливается баланс гидродинамической и теплофизической составляющих динамики формирования подсопельной зоны и ленты. Вследствие этого, запуск технологии продолжительностью порядка 10-2 с является определяющим для дальнейшего стабильного хода процесса разливки. Интенсивность колебаний растёт с увеличением вклада процесса затвердевания в формирование ленты, т. е. с увеличением α или уменьшением перегрева.
Для режима принудительного формирования подсопельной зоны на зависимостях толщины ленты δ и средней температуры зоны ![]() от времени проявляется только первый максимум δ = δ(t) и первый минимум на кривой
от времени проявляется только первый максимум δ = δ(t) и первый минимум на кривой ![]() =
=![]() (t) (рис.7). На каждом графике (рис.7-10) приведена зависимость от одного технологического параметра или физического свойства. Все параметры, кроме одного, фиксированы. Для параметров, которые не изменялись, брались следующие значения:
(t) (рис.7). На каждом графике (рис.7-10) приведена зависимость от одного технологического параметра или физического свойства. Все параметры, кроме одного, фиксированы. Для параметров, которые не изменялись, брались следующие значения: ![]() =200 мкм,
=200 мкм, ![]() =500 мкм,
=500 мкм, ![]() =12500С,
=12500С, ![]() =25 м/с,
=25 м/с, ![]() =0,20 атм,
=0,20 атм, ![]() =6800 кг/м3,
=6800 кг/м3, ![]() =10-6 м2/с,
=10-6 м2/с, ![]() =
=![]() Дж/град·м3,
Дж/град·м3, ![]() =105 Вт/град·м2,
=105 Вт/град·м2, ![]() =950 0С.
=950 0С.
Так как при производстве аморфной ленты используется режим принудительного формирования подсопельной зоны, все дальнейшие результаты приводятся только для этих условий разливки.
|
|
 Рис 7. Зависимость толщины ленты δ (мкм) и средней температуры зоны
Рис 7. Зависимость толщины ленты δ (мкм) и средней температуры зоны ![]() от времени τ (миллисек).
от времени τ (миллисек).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
