

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Температурные интервалы ковки стали
Марка стали | Температура, оС | |
Максимальная | Минимальная | |
10, 15 | 1300 | 700 |
20, 30, 35 | 1280 | 720 |
40, 50 | 1260 | 760 |
20Г, 30Г | 1250 | 750 |
60Г, 65Г | 1200 | 760 |
15Х, 20Х, 30Х | 1250 | 760 |
35Х, 40Х | 1230 | 780 |
45Х, 12Х2Н4 | 1200 | 800 |
20Х13, 30Х13 | 1180 | 850 |
Х5М | 1200 | 850 |
35ХГСА | 1180 | 800 |
Х17, Х25 | 1120 | 720 |
10. Выбрать технологическую оснастку - инструмент и приспособления, необходимые для изготовления поковки.
В процессе ковки протягиванием заготовка укладывается на нижний неподвижный боек молота или пресса, а затем деформируется или непосредственно верхним подвижным бойком или с применением подкладного инструмента, помещаемого между верхним бойком и заготовкой. Бойки бывают плоскими и вырезанными. Вырезанные бойки, используемые при протяжке валов, ускоряют процесс ковки и повышают пластичность металла во время деформации.
Для переноса, поддержания, подачи и кантовки небольших заготовок пользуются ручными клещами. При ковке крупных поковок применяют такие приспособления, как подвешиваемые самозажимные клещи, а также кантователи и манипуляторы подвесного и напольного типов.
Заполнить п.8 бланка отчета.
11. По результатам выполненных расчетов, подбора оборудования и оснастки составить маршрутную карту технологического процесса ковки.
Маршрутная карта технологического процесса ковки включает в себя последовательность выполнения процесса, наглядное изображение его элементов, наименование и краткое описание используемых средств, параметры режима. Весь технологический процесс разбивают на операции по числу рабочих мест, а операции - на переходы основные технологические и вспомогательные. Каждый технологический переход иллюстрируется эскизом.
В зависимости от длины и массы заготовки при изготовлении вала применяют различные способы протяжки, т. е. протяжку начинают с конца заготовки или с ее середины.
При протяжке короткой заготовки начинают обжатия с ее дальнего конца, т. е. противоположного тому, за который заготовку удерживает кузнец. В таком случае каждая последующая подача приближает кузнеца к месту ковки. Это так называемая протяжка «на себя».
При протяжке длинной заготовки ковку начинают с ее середины. Если заготовка удерживается с одной стороны, то чтобы избежать перемещения центра тяжести за пределы двух опор (клещи и нижний боек), следует отковать сначала удаленную от кузнеца половину заготовки. В этом случае протяжку ведут «от себя». После захвата в клещи или патрон откованной части заготовки куют второй конец. В этом случае протяжку ведут также «от себя».
Заполнить п.9 бланка отчета. Согласно рассмотренным замечаниям покажите этапы перехода от заготовки к поковке. При этом нулевой этап – рисунок заготовки. Первый этап – поковка, прокованная на максимальный окончательный диаметр. Второй этап – поковка или ее часть, прокованная на диаметр, наибольший после максимального и т. д. Окончательный этап (переход) – ковка минимального диаметра, удаление концевых обрубков. На рисунках проставляются только те размеры, которые выдержаны на данном переходе.
Пример
Для ступенчатого вала (рис. 4а) из стали 45 массой 64,26 кг выполним расчет размеров и чертеж поковки. По марке материала устанавливаем вид сплава – углеродистая сталь с 0,45% углерода, а по массе детали – способ изготовления поковки – на молотах.
Вычерчиваем утолщенной линией контур поковки, вводя дополнительные напуски на скосы (рис.4б).
Рассчитаем припуски, размеры и предельные отклонения поковки (табл. 10).
При расчете длин ступеней поковки за базу принимаем торец выступа наибольшего сечения (диаметром 173 мм), не являющийся торцом поковки. Рассчитаем припуски, размеры от торца ступеней поковки до базы, общую длину поковки и предельные отклонения этих размеров, мм.
Таблица 10
Диаметральные припуски δ, размеры D, Dп и предельные
отклонения ![]() для ступеней вала
для ступеней вала
№ ступени | D, | δ | ΔDп | S | δп= δ+S | Dп |
|
1 | 160 | 13 | - | - | 13 | 173 | ± 4 |
2 | 80 | 10 | 83 | 5 | 15 | 95 | ± 3 |
3 | 140 | 12 | 21 | 3 | 15 | 155 | ± 3 |
4 | 90 | 11 | 72 | 4 | 15 | 105 | ± 3 |
![]() .
.
![]() .
.
![]() .
.
![]() .
.
Полученные значения размеров и предельных отклонений нанесем на чертеж поковки (рис.4б).
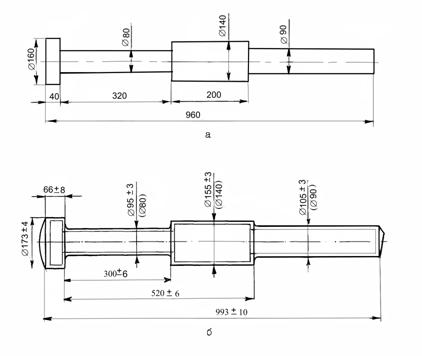
Рис.4. Чертеж (эскиз) готовой детали (а) и поковки для нее (б)
Определим массу поковки

№ ст. | Размеры ступени, мм | Величина объема ступени
| |
Диаметр, D | Длина, l | ||
1 | 173 | 66 | 1,55·106 |
2 | 95 | 300 | 2,12·106 |
3 | 155 | 220 | 4,15·106 |
4 | 105 | 407 | 3,52·106 |
Итого | 11,34·106 |
 кг
кг
Рассчитаем размеры заготовки. Форму заготовки выберем в виде проката квадратного сечения. Принимаем коэффициент уковки ![]() . Тогда при изготовлении поковки протяжкой
. Тогда при изготовлении поковки протяжкой
 мм2.
мм2.
Сторона квадратного сечения проката
 мм.
мм.
По табл.6 выбираем стандартное значение стороны квадратного сечения проката ![]() =170 мм.
=170 мм.
Масса заготовки с учетом отходов на угар (Оу=2,5%) и технологических отходов (От =6,5%) составит
кг.
Длина исходной заготовки ![]()
 мм.
мм.
Рассчитаем коэффициент выхода годного металла

и коэффициент использования металла
 .
.
Рассчитаем величину ТОS для получения поковки. Заготовка массой 98,95 кг должна протягиваться на паровоздушном молоте с массой падающих частей 3т и производительностью q=300кг/ч. При этом основное технологическое время ковки составит ч. Для нагрева слитка из углеродистой стали 45 в камерной печи (К=10) до Тmax = 1260оС при укладке заготовок в печь с промежутками (a = 1,5) потребуется время  ч. С учетом необходимости подогрева остывающей заготовки выше Тmin = 760оС основное технологическое время термической операции Тот =1,55× 1,05 =1,6 ч. Таким образом, основное технологическое время изготовления поковки составит приблизительно
ч. С учетом необходимости подогрева остывающей заготовки выше Тmin = 760оС основное технологическое время термической операции Тот =1,55× 1,05 =1,6 ч. Таким образом, основное технологическое время изготовления поковки составит приблизительно ![]() ч.
ч.
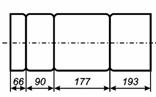
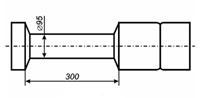
Пример технологического процесса изготовления поковки показан на рис. 5. Здесь, начиная с перехода (г) разметки заготовки, объемы металла, предназначенные для обсечки окончательно откованной поковки, условно не показаны. Расстояния между засечками при разметке следует рассчитать из условия постоянства объема металла каждой части поковки. Так, для того, чтобы окончательно получить размеры бочки (D=155 мм, длина 220 мм), необходимо на размечаемой заготовке диаметром 173 мм предусмотреть участок длиной 177 мм. Для получения размеров шейки (D=95 мм, длина 300 мм) намечают отрезок длиной 90 мм и т. д. Маршрутная карта технологического процесса ковки приведена в табл.11.
Рис. 5. Переходы ковки вала: а – чертеж готовой поковки; б – заготовка; в – протяжка заготовки; г – присечка фланца, шейки, бочки и цапфы;д – протяжка шейки; е – протяжка бочки; ж – протяжка цапфы и обрубка поковки в размер
Таблица 11
Маршрутная карта технологического процесса ковки
Номер и наименование операции, содержание основных переходов | Операционный эскиз | Оборудование | Инструмент | Приспособление | Технологический режим |
1.Термическая Нагреть заготовку до заданной температуры |
| Печь камерная. Кран-балка. | Самозажимные клещи | Т=1260оС t=1,05ч Тот=1,6ч | |
2.Ковочная Протянуть заготовку на диаметр 173 мм по всей длине (526 мм) |
| Паровоздушный молот с массой падающих частей 3т | Бойки вырезные | Самозажимные клещи | Температурный интервал ковки 1260–760оС |

Продолжение табл.11
Номер и наименование операции, содержание основных переходов | Операционный эскиз | Оборудование | Инструмент | Приспособление | Технологический режим |
Пережать на длине присечки фланца 66 мм, шейки 90 мм, бочки 177 мм и цапфы 193 мм |
| Кран кон-сольно-поворотный | Бойки плоские, пере-жимка | Самозажимные клещи | Диапазон значений коэффициента укова 1,24… …3,31 |
Протянуть шейку на диаметр 95 мм и длину 300 мм |
| Паровоздушный молот с массой падающих частей 3т | Бойки вырезные | Самозажимные клещи |
Продолжение табл.11

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
