

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лабораторная работа 1
Изготовление поковки
по методу свободной ковки
ЦЕЛИ работы
1. Изучение студентами дисциплины «Технология конструкционных материалов», раздел «Обработка металла давлением».
2. Приобретение практических навыков в выборе средств технологического обеспечения метода свободной ковки.
РЕШАЕМЫЕ ЗАДАЧИ
При выполнении лабораторной работы студенты должны решить следующие задачи:
1. По конструкции детали определить способ получения для нее поковки.
2. Назначив напуски на не - и трудновыполнимые элементы конструкции детали и припуски, изобразить контур поковки.
3. Рассчитав припуски, номинальные размеры, предельные отклонения размеров, определить объем и массу поковки.
4. Выбрать для поковки кузнечную заготовку, рассчитать ее массу и размеры.
5. Подобрать оборудование для свободной ковки, нагрева и транспортировки заготовки, оснастку для выполнения операций нагрева и ковки, составить маршрутную карту технологического процесса изготовления поковки.
СРЕДСТВА ДЛЯ ПРОВЕДЕНИЯ РАБОТЫ
1. Гидравлический пресс модели ПСУ–10 для демонстрации операции протяжки.
2. Прямоугольные образцы заготовок из мягкого материала.
3. Комплект технологической оснастки для свободной ковки.
4. Методические указания к лабораторной работе, исходные данные и бланки для оформления отчета.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
· Работать на оборудовании могут только преподаватель, учебный мастер или лаборант. Студенты должны находиться не ближе 1…2 м от оборудования.
· Используемый в ходе лабораторной работы инструмент должен быть снабжен необходимыми деревянными и изолирующими ручками, не иметь зазубрин и трещин на рабочих местах.
· Пресс должен быть снабжен паспортной таблицей с краткой характеристикой, а также источником для освещения рабочей зоны.
· Механизмы включения и торможения должны обеспечивать полную безопасность работы и наладки пресса, не допускать самопроизвольного или случайного включения.
· Электроаппаратура управления должна находиться в изолированной, запираемой на ключ стойке.
· Регулирование пресса и приспособлений, а также укладка и удаление заготовок должны производиться при выключенном прессе и полностью остановившемся приводе.
· Все детали прессовой установки, находящиеся под давлением, должны подвергаться периодическим осмотрам и освидетельствованиям.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомиться с целью, задачами и средствами проведения работы, с правилами по технике безопасности. Получить у преподавателя индивидуальное задание. По табл.12 и рис.6 найти исходные данные, согласно которым изобразить чертеж (эскиз) ступенчатого вала.
Заполнить п.1. бланка отчета.
2. По массе детали установить способ получения поковки, а по марке материала - к какой группе сплавов он относится.
При массе ступенчатого вала до 175 кг фасонную поковку для него обычно получают на молоте. Поковки для более массивных деталей получают на гидропрессах.
Самым распространенным конструкционным материалом для ковки является сталь – сплав железа с углеродом. Различают две группы сталей: углеродистые и легированные. При наличии в стали хрома (Х), никеля (Н), молибдена (М), марганца (Г), кремния (С), азота (А) или других легирующих элементов в общей сложности 2,5–5% сплав считают низколегированным, при наличии 5–10% – среднелегированным, а свыше 10% – высоколегированным. Остальные стали условно относятся к углеродистым. Содержание легирующих элементов, если оно превышает 1%, ставят после соответствующей буквы в целых единицах. Например, сталь марки 12ХН3 содержит 0,12% углерода, 1% хрома и 3% никеля, являясь, таким образом, низколегированной.
3. Ввести напуски. Пронумеровать и перечислить участки детали, на которые вводятся напуски, заполнить п.2.бланка отчета.
Напуском называется местное увеличение массы поковки для упрощения ее формы в сравнении с формой детали из-за невозможности или нерентабельности изготовления поковки по контуру детали. Напуски назначаются на шпоночные и шлицевые канавки, отверстия диаметром меньше 50 мм, зубья шестерен, а также на меньшие ступени вала при относительно небольшой разности диаметров соседних ступеней (рис.1) и в других случаях. На чертеже детали напуски показывают двойной штриховкой.
Для поковок, получаемых на молотах, напуск на ступень вводится, если перепад диаметров соседних ступеней вала ![]() (причем
(причем ![]() ) меньше некоторого минимального значения
) меньше некоторого минимального значения ![]() , определяемого по формуле
, определяемого по формуле
 .
.
Для поковок, получаемых на гидропрессах, напуск на ступень вводится, если перепад диаметров соседних ступеней вала ![]() (причем
(причем![]() ) меньше некоторого минимального значения
) меньше некоторого минимального значения ![]() , определяемого по табл.2.
, определяемого по табл.2.
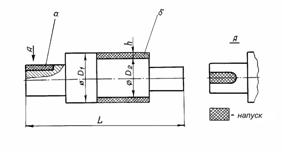
Рис.1. Напуск на шпоночную канавку (а) и соседнюю меньшую
ступень вала (б)
Таблица 2
Минимальная выполняемая высота уступа ![]()
Длина заготовки L, мм | Диаметр D1, мм, примыкающий к уступу | |||||
До 200 | Св.200 до 235 | Св.235 до 270 | Св.270 до 300 | Св.300 до 335 | Св.335 до 370 | |
До 1000 | 24 | 24 | 28 | 30 | 32 | 34 |
Св.1000 до 2000 | 24 | 26 | 30 | 32 | 34 | 36 |
4. Назначить припуски и предельные отклонения на диаметры ступеней вала.
Для поковок круглого сечения с уступами припуски назначаются основные и дополнительные.
Основные припуски ![]() и предельные отклонения
и предельные отклонения ![]() назначают по таблице 3 в зависимости от общей длины детали L и диаметра Di рассматриваемого сечения.
назначают по таблице 3 в зависимости от общей длины детали L и диаметра Di рассматриваемого сечения.
Дополнительный припуск на несоосность S следует назначать по табл.4 и 5 на диаметры всех сечений, кроме основного, в зависимости от разности диаметров наибольшего и рассматриваемого сечений детали, с назначенными на нее основными припусками ![]() .
.
Методика определения основного сечения предполагает определение площадей продольных сечений ступеней поковки и сравнение их с площадью продольного сечения выступа с наибольшим диаметром. Для упрощения расчетов условимся в работе за основное сечение принимать выступ с наибольшим диаметром.
Рассчитать припуски, размеры и предельные отклонения поковки, заполнить п.3.1 бланка отчета.
5. Назначить припуски и предельные отклонения на длину L и размеры от базы до выступов и уступов.
При ковке на молотах припуск ![]() на общую длину детали принимают равным 2,5 припускам на диаметр выступа наибольшего сечения (рис.2).
на общую длину детали принимают равным 2,5 припускам на диаметр выступа наибольшего сечения (рис.2).
Предельные отклонения ![]() на общую длину детали принимают равным 2,5 отклонениям на диаметр выступа наибольшего сечения (рис.2).
на общую длину детали принимают равным 2,5 отклонениям на диаметр выступа наибольшего сечения (рис.2).
Припуски ![]() на длину уступов и выступов принимают кратными припуску на диаметр выступа наибольшего сечения согласно рис. 2.
на длину уступов и выступов принимают кратными припуску на диаметр выступа наибольшего сечения согласно рис. 2.
При ковке на прессах припуск ![]() на общую длину детали, предельные отклонения
на общую длину детали, предельные отклонения ![]() на общую длину детали, припуски
на общую длину детали, припуски ![]() на длину уступов и выступов принимают кратными припуску на диаметр выступа наибольшего сечения согласно рис. 3.
на длину уступов и выступов принимают кратными припуску на диаметр выступа наибольшего сечения согласно рис. 3.
При ковке на молотах и прессах длину уступов и выемок на чертеже поковки указывают от единой базы. За базу принимают торец выступа наибольшего сечения, не являющийся торцом поковки.
Предельные отклонения ![]() на длину уступов и выступов принимают равными 1,5 отклонениям на диаметр выступа наибольшего сечения согласно рис.2 и 3.
на длину уступов и выступов принимают равными 1,5 отклонениям на диаметр выступа наибольшего сечения согласно рис.2 и 3.
Заполнить п.3.2 бланка отчета.
Таблица 3
Основные припуски ![]() и предельные отклонения
и предельные отклонения ![]()
Тип оборудования | Длина детали L | Диаметр детали D, мм | ||||||||
До 50 | Св.50 до 70 | Св.70 до 90 | Св.90 до 120 | Св.120 до 160 | Св.160 до 200 | Св.200 до 250 | Св.250 до 300 | Св.300 до 360 | ||
Припуски | ||||||||||
Молот | До 250 | 5±2 | 6±2 | 7±2 | 8±3 | 9±3 | – | – | – | – |
Св.250 до 500 | 6±2 | 7±2 | 8±2 | 9±3 | 10±3 | 11±3 | 12±3 | 13±4 | 14±4 | |
Св.500 до 800 | 7±2 | 8±2 | 9±3 | 10±3 | 11±3 | 12±3 | 13±4 | 14±4 | 15±4 | |
Св.800 до1200 | 8±2 | 9±3 | 10±3 | 11±3 | 12±3 | 13±4 | 14±4 | 15±4 | 16±4 | |
Тип оборудования | Длина детали L | Диаметр детали D, мм | ||||||||
До 140 | Св.140 до 160 | Св.160 до 180 | Св.180 до 200 | Св.200 до 224 | Св.224 до 250 | Св.250 до 280 | Св.280 до 315 | Св.315 до 355 | ||
Припуски | ||||||||||
Гидропресс | До 1000 | 20±4 | 20±5 | 20±5 | 20±5 | 20±6 | 20±6 | 20±6 | 20±7 | 20±7 |
Св.1000 до 1250 | 20±5 | 20±5 | 20±5 | 20±6 | 20±6 | 20±6 | 20±7 | 20±7 | 20±7 | |
Св.1250 до 1600 | 20±5 | 20±5 | 20±6 | 20±6 | 20±6 | 20±7 | 20±7 | 20±7 | 21±7 | |
Св.1600 до 2000 | 20±5 | 20±6 | 20±6 | 20±7 | 20±7 | 20±7 | 20±7 | 21±7 | 22±8 |
Таблица 4

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
