
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
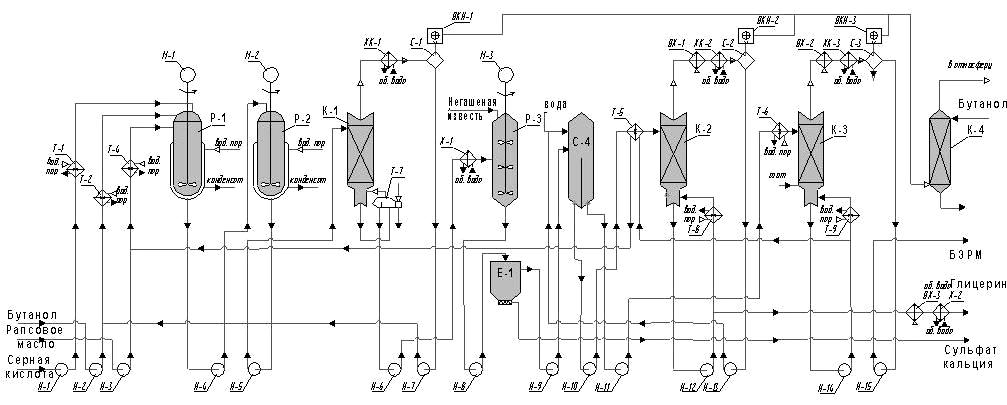
Р-1,2 – реакторы этерификации, Р-3 – реактор нейтрализации, Е-1 – осадительная емкость со шнеком,
К-1,2,3 – вакуумные стриппинг-колонны, К-4 – абсорбер; Т-1÷9 – теплообменники; Х-1,2,3 – холодильники,
ХК-1,2,3 – холодильники-конденсаторы, ВХ-1÷3 – воздушные холодильники, С-1,2,3,4 – сепараторы,
ВКН-1÷3 – водокольцевые насосы, М-1,2,3 – электромешалки, Н-1÷15 – центробежные насосы
Рисунок 9 – Принципиальная технологическая схема установки синтеза бутиловых эфиров рапсового масла (БЭРМ)
Продукты реакции поступают в вакуумную стриппинг-колонну К-1, где из смеси продуктов выделяется непревращенный бутиловый спирт, который смешивается со свежим бутанолом и возвращается в процесс. Из куба колонны К-1 смесь продуктов реакции, содержащая серную кислоту, поступает в реактор нейтрализации Р-3. В реакторе Р-3 серная кислота нейтрализуется негашеной известью CaO с образованием нерастворимой соли CaSO4 (гипс). Полученная суспензия откачивается в емкость Е-1, где соль скапливается у дна и удаляется шнековым транспортером. Затем смесь продуктов поступает в сепаратор С-4, где происходит промывка водой и разделение эфирной и водно-глицериновой фаз. Водно-глицериновая фаза поступает в вакуумную стриппинг-колонну К-2 на отделение воды от глицерина. С низа колонны К-2 глицерин-сырец откачивается с установки. Эфирная фаза поступает в вакуумную стриппинг-колонну К-3, с верха которой выводится товарный н-БЭРМ, а с низа – непревращенное рапсовое масло, которое рециркулирует. Несконденсированные продукты после вакуумных колонн улавливаются в абсорбере К-4, орошаемом бутанолом. Бутанол с низа абсорбера К-4 возвращают в процесс. Рассчитаны режимные параметры работы основного оборудования установки (таблицы 7, 8).
Таблица 7 – Режим работы и основные размеры реакторов (к рисунку 9)
Назначение аппарата | Позиция на схеме | Режимный параметр | Значение режимного параметра |
Реактор этерификации | Р-1, Р-2 | Температура, оС | 115 |
Объем реактора, м3 | 4,0 | ||
Внутренний диаметр, м | 1,6 | ||
Полная высота, м | 4,7 |
В главе рассчитан материальный баланс установки (таблица 9).
На основе материального и теплового балансов реакторного блока произведен расчет и выбор реакторов. Выбраны типовые эмалированные реакторы с паровой рубашкой и мешалкой. Рассчитан расход теплоносителя и гидродинамический режим перемешивания в реакторе.
В пятой главе выполнен анализ рынка противоизносных присадок. Анализ показал, что в последние годы потребность в противоизносных присадках для дизельных топлив в России и мире резко растет. Нужды российских производителей дизельных топлив в данном высокотехнологичном виде продукции практически полностью покрываются за счет зарубежных производителей присадок. Разработка отечественных технологий получения присадок и внедрение их в промышленность позволит решить проблему зависимости топливной промышленности страны от иностранных компаний.
Расчет основных технико-экономических показателей выявил достаточную эффективность внедрения предлагаемой технологии в промышленность. Оценка эффективности инвестиционного проекта показала высокую внутреннюю норму доходности предприятия.
Таблица 8 – Режим работы и основные размеры колонного оборудования (к рисунку 9)
Режимный параметр | Значение режимного параметра для аппарата (позиция на схеме) | ||
К-1 | К-2 | К-3 | |
Назначение аппарата | выделение бутанола | концентрирование глицерина | выделение н-БЭРМ |
Температура ввода сырья, оС | 115 | 100 | 150 |
Давление вверху, кПа | 6,7 | 13,3 | 4,0 |
Температура верха, оС | 77 | 72 | 233 |
Температура низа, оС | 120 | 217 | 250 |
Кратность острого орошения | 0,31 | 0,68 | 7,43 |
Концентрация продукта, % масс. | 99,9 | 99,9 | 99,9 |
Расход азота, кг/ч | - | - | 10 |
Число теоретических тарелок | 5 | 5 | 5 |
Диаметр колонны, м | 1,6 | 1,4 | 1,6 |
Таблица 9 – Материальный баланс установки
Взято: | % масс. | кг/ч | т/г |
Масло рапсовое (РМ) | 79,57 | 1329,08 | 10526,32 |
Нормальный бутиловый спирт | 17,93 | 299,47 | 2371,79 |
Кислота серная 98%-ная | 1,59 | 26,58 | 210,53 |
CaO | 0,91 | 15,20 | 120,39 |
Всего: | 100,00 | 1670,33 | 13229,02 |
Получено: | % масс. | кг/ч | т/г |
Бутиловые эфиры РМ | 75,59 | 1262,63 | 10000,00 |
Глицерин | 7,43 | 124,10 | 982,91 |
Масло непревращенное | 13,27 | 221,78 | 1756,45 |
Гипс | 2,36 | 39,34 | 311,59 |
Вода | 0,15 | 2,44 | 19,32 |
Потери | 1,20 | 20,04 | 158,75 |
Всего: | 100,00 | 1670,33 | 13229,02 |
ОСНОВНЫЕ ВЫВОДЫ
1 Выполнены сравнительные исследования свойств эфиров рапсового масла, полученных на основе метилового, изопропилового, изобутилового и н-бутилового спирта. Все эфиры имеют высокие значения вязкости и йодного числа. Установлено, что бутиловые эфиры имеют наименьшие значения кислотного числа и не требуют дополнительной доочистки перед их использованием.
2 Определен жирнокислотный состав бутиловых эфиров рапсового масла. Основную массу представляют эфиры олеиновой, линолевой и линоленовой кислот.
3 Подобраны режимные параметры процесса, дозировка катализатора (серной кислоты) для этерификации рапсового масла н-бутиловым спиртом: концентрация H2SO4 98%, доза – 2% масс. на масло, температура 115 оС, продолжительность процесса 120 мин. Предложено кинетическое уравнение, которое адекватно описывает процесс этерификации рапсового масла. Энергия активации реакции этерификации в присутствии серной кислоты составила 33 813 кДж/моль, в присутствии соляной кислоты 44 715 кДж/моль.
4 Подобраны композиции, включающие эфиры рапсового масла и присадку Агидол, при введении которых в дизельное топливо диаметр пятна износа снижается с 594 до 216-249 мкм (при норме не более 460 мкм). Одновременно растет значение цетанового числа с 47,2 до 50,6. При использовании дизельного топлива с низкой смазывающей способностью и низким цетановым числом рекомендуется введение 5% масс. н-БЭРМ и 0,1% Агидола, с высоким цетановым числом – 1% масс. н-БЭРМ и 0,1% масс. Агидола.
5 Произведен расчет реакторной системы на основе результатов математического моделирования. Выбраны типовые эмалированные реакторы с паровой рубашкой и мешалкой. Рассчитаны режимные параметры работы колонного оборудования и предложена технологическая схема процесса.
6 Выявлена достаточная экономическая эффективность внедрения предлагаемой технологии. Для установки мощностью 10 тыс. тонн в год себестоимость 1 тонны продукта составит 25,8 тыс. руб. Срок окупаемости капитальных вложений в размере 135,5 млн. руб. составит 2,5 года. Оценка эффективности инвестиционного проекта показала высокую внутреннюю норму доходности предприятия.
Положения диссертации опубликованы в следующих основных работах:
1 Жирнов катализатора для проведения бутанолиза триглицеридов рапсового масла./ , , ёва //Нефтепереработка и нефтехимия
. – 2009. - №1. – С. 40-42.
2 Сидрачёва кинетики реакции этерификации рапсового масла нормальным бутиловым спиртом./ ёва, , // Нефтепереработка и нефтехимия. – 2009. - №2. – С. 37-38.
3 Жирнов процесса переэтерификации рапсового масла бутанолом на кислых катализаторах / , , ёва, , // Нефтепереработка-2008: Международная научно-практическая конференция: материалы конференции. – Уфа: Издательство ГУП ИНХП РБ, 2008. – С. 145-146.
4 Хайрудинов возможности использования эфиров рапсового масла в качестве дизельного топлива / , ёва, // Нефтегазопереработка-2009: Международная научно-практическая конференция: материалы конференции. – Уфа: Издательство ГУП ИНХП РБ, 2009. – С. 145-146.
5 Сидрачёва кинетики реакции этерификации рапсового масла нормальным бутиловым спиртом / ёва, , // Нефтегазопереработка-2009: Международная научно-практическая конференция: материалы конференции. – Уфа: Издательство ГУП ИНХП РБ, 2009. – С. 300-301.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
