Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Инв. № подл.
ТУ
Лист
12
Изм.
Лист
№ докум.
Подп.
Дата
Допускается применение специального измерительного инструмента, обеспечивающего необходимую точность измерения и аттестованного в установленном порядке. 5.5. Измерение среднего наружного (D) и внутреннего (d) диаметров трубы производят по ГОСТ Р ИСО 3126 на расстоянии не менее 20 мм от торцов, исключая область сварного шва. Допускается определять средний наружный диаметр как среднеарифметическое значение результатов четырех равномерно распределенных измерений диаметра. Полученные значения среднего наружного и внутреннего диаметров трубы должны соответствовать значениям, указанным в таблице 1. Рекомендуется внутренний диаметр трубы дополнительно контролировать калибрами, аттестованными в установленном порядке. 5.6. Овальность трубы определяют как разность между максимальным и минимальным наружными диаметрами, определяемыми по ГОСТ Р ИСО 3126 в одном сечении пробы. Полученные значения овальности трубы должны соответствовать указанным значениям в п. 2.2.2. 5.7. Толщину стенки трубы (S) определяют по ГОСТ Р ИСО 3126 с обоих торцов каждой пробы не менее чем в шести точках, равномерно расположенных по периметру образца на расстоянии не менее 10 мм от торца, исключая область сварного шва. Полученные минимальное и максимальное значения толщины стенки должны быть в пределах указанных в таблице 1. 5.8. Длину труб в отрезках измеряют рулеткой. Длину труб в бухте и ее отклонение от номинального значения определяют на трех отрезках длиной по одному метру. На наружную поверхность каждого образца наносят линию параллельно оси трубы между метками отсчета метража. С помощью металлической линейки замеряют расстояние между метками - L в мм. Отклонение длины ∆L в процентах вычисляют по формуле: ∆L = (L - 1000) / 1000 х 100 За результат испытаний принимают среднее арифметическое значение измерений трех образцов. Допускается длину труб в бухтах определять делением значения массы бухты, взвешенной с погрешностью не более 0,5 %, на значение расчетной массы 1 п. м. трубы (приложение 4) или по показаниям счетчика метража. Полученное значение длины трубы L должно быть в пределах указанных в таблице 2. 5.9. Измерение средних диаметров раструбной части D1 и d1 производят по ГОСТ Р ИСО 3126 на расстоянии не менее 5 мм от торцов. Допускается определять диаметры, как среднеарифметическое значение результатов четырех равномерно распределенных измерений. Полученные значения диаметров раструбной части D1 и d1 должны соответствовать значениям, указанным в таблице 5. 5.10. Длины раструба соединительной части (l1 и l3) определяют по ГОСТ Р ИСО 3126 со всех раструбов измеряемой соединительной детали не менее чем в четырех точках, равномерно расположенных по периметру раструба. Полученные значения измерений должны быть не менее, указанных в таблице 5. 5.11. Определение стойкости к расслоению отдельных слоев при раздаче конусом передней кромки трубы проводят по ГОСТ Р 53630 на образце длиной (100±5) мм с торцами, перпендикулярными оси. Образец натягивают на конус с углом 15 градусов до отметки, соответствующей 10% деформации наружного диаметра и освобождают. Через (15±1) мин после освобождения на всех испытанных образцах не должно наблюдаться видимых без увеличительных приборов расслоений слоев и разрывов. | ||||||
Подп. и дата | ||||||
Инв. № дубл. | ||||||
Взам. инв. № | ||||||
Подп. и дата | ||||||
Инв. № подл. | ||||||
ТУ | Лист | |||||
13 | ||||||
Изм. | Лист | № докум. | Подп. | Дата |
5.12. Прочность клеевого соединения полимерного и алюминиевого слоев трубы определяют по ГОСТ Р 53630 на отрезках трубы длиной (10+1) мм с торцами, перпендикулярными оси трубы. Стенку каждого образца с противоположной сварному шву стороны необходимо разрезать специальным приспособлением или ножом вдоль оси. Слой алюминиевой ленты отделить и отогнуть на 5мм. Образец трубы устанавливается в оправку (Рисунок 2).
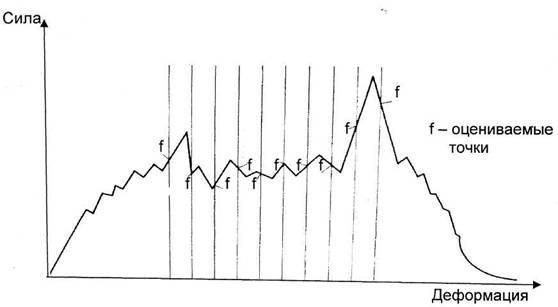
Рисунок 2. Оправка для испытания на прочность клеевого соединения полимерного и алюминиевого слоёв трубы. Разделенный слой алюминиевой ленты и держатель оправки фиксируются в захваты разрывной машины. Испытания проводятся при температуре (23 ± 3)0С и скорости передвижения захвата (50 ± 5) мм/мин. После проведения испытания образца строят диаграмму в координатах «сила - деформация» (рисунок 3). Для оценки прочности клеевого соединения не оцениваются первая и последняя часть диаграммы. Диаграмма делится 10 вертикальными линиями на 9 равных частей, оцениваются только точки диаграммы (f) на пересечениях с линиями. По полученным величинам сил при расслоении слоев трубы определяется среднее арифметическое значение, которое округляется до 2 значащих цифр. По результатам испытаний всех образцов определяется среднее арифметическое значение, которое округляется до 2 значащих цифр. Среднее арифметическое значение результатов испытаний должно быть не менее значения, указанного в таблице 4 настоящих технических условий для данного показателя. | ||||||
Подп. и дата | ||||||
Инв. № дубл. | ||||||
Взам. инв. № | ||||||
Подп. и дата | ||||||
Инв. № подл. | ||||||
ТУ | Лист | |||||
14 | ||||||
Изм. | Лист | № докум. | Подп. | Дата |

Рисунок 3. Схематическое представление диаграммы по оценке и определению силы при испытании на прочность клеевого соединения полимерного и алюминиевого слоев трубы 5.13. Прочность клеевого соединения полимерного и алюминиевого слоев трубы после искусственного старения проводят по методике п. 5.12 настоящих технических условий. Искусственное старение образцов труб проводят при циклическом воздействии попеременных температур в водной среде. Образцы труб диаметром 16 и 20 мм длиной около 4 метров сгибают в спираль с наружным диаметром до 10 номинальных диаметров испытуемой трубы. Для труб номинальным диаметром 25 и 32 мм старение проводится на прямых отрезках длиной 1 метр. Искусственное старение проводится при попеременном воздействии холодной воды с температурой (20 ± 5) ОС и горячей – (93 ± 2)ОС при постоянном внутреннем давлении в образцах равном 0,1 МПа. Испытание проводят по схеме «вода в воде» Температура воды в ванне, где находятся образцы труб - (20 ± 5)ОС. Скорость протекания воды в образцах должна составлять не менее 0,5 м/с. Разница температуры воды на входе и выходе из образца не должна превышать 6 ОС. Смена температуры воды от холодной до горячей должна закончиться за время не более 1 минуты (отсчёт начинается с момента подачи воды на испытуемый образец). Образцы труб подвергают циклической температурной нагрузке по следующему циклу: - воздействие холодной воды (15±0,5) мин; - воздействие горячей воды (15±0,5) мин. Испытание проводится в течение 5000 циклов. После проведения циклических нагрузок проводится визуальный контроль. Расслоение алюминиевого слоя с внутренним или внешним слоем фиксируется как повреждение алюминиевого слоя и испытываемых образцов. При положительном результате визуального контроля на расслоение образцы нагруженных труб продолжают испытывать в соответствии с п. 5.12. | ||||||
Подп. и дата | ||||||
Инв. № дубл. | ||||||
Взам. инв. № | ||||||
Подп. и дата | ||||||
Инв. № подл. | ||||||
ТУ | Лист | |||||
15 | ||||||
Изм. | Лист | № докум. | Подп. | Дата |
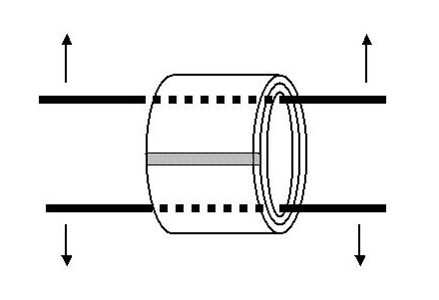
5.14. Прочность сварного соединения алюминиевой ленты проводят на отрезках трубы длиной (25+1) мм с торцами, перпендикулярными оси трубы. Испытание проводят на разрывной машине с помощью двух параллельных стержней диаметром 4 мм, пропущенных сквозь полость трубы. При этом сварной шов алюминиевой ленты должен находиться на одинаковом от стержней расстоянии. Схема испытания представлена на рисунке 4.
Рисунок 4. Схема испытания прочности сварного соединения алюминиевой ленты трубы Скорость перемещения подвижного зажима разрывной машины должна составлять (50±2) мм/мин. За результат испытания принимают минимальное значение измеренного усилия разрыва сварного шва. Полученное значение испытания должно быть не менее, указанного в таблице 4 настоящих технических условий. 5.15. Определение изменения длины трубы после прогрева в воздушной среде проводят в соответствии с ГОСТ 27078 при температуре (110±2ОС) и времени прогрева (60±1) мин. 5.16. Определение стойкости трубы при постоянном внутреннем давлении проводят по ГОСТ 24157 по схеме «вода в воде». Из каждой пробы изготовляют по одному образцу. Режимы испытаний должны соответствовать параметрам, указанным в таблице 4 для соответствующего типа испытания. Труба считается выдержавшая испытание, если все испытуемые образцы не разрушились до истечения контрольного времени испытания. 5.17. Изменение внешнего вида соединительных частей после прогрева в воздушной среде проводят по ГОСТ Р ИСО 580 при температуре (110±2ОС). Соединительные части считаются выдержавшими испытание, если на них не обнаруживается дефектов, указанных в Таблице 6 или глубина дефектов не превышает 20% толщины стенки соединительной части. | ||
Подп. и дата | ||
Инв. № дубл. | ||
Взам. инв. № | ||
Подп. и дата
НЕ нашли? Не то? Что вы ищете?
Реклама
Реклама на сайте, общая информация Контент-маркетинг Поддержите проект! Copyright © 2009-2026 Pandia. Все права защищены. Мнение редакции может не совпадать с мнениями авторов. Автоответчик: +7 495 7950139 228504 Написать письмо: [email protected] 
❮
❯
|