


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Состав различных видов анализа в различных CAE-системах разнообразен [6, 18]. В частности, решаются следующие задачи: кинематический анализ, анализ напряженно-деформированного состояния, анализ тепловых процессов, анализ поведения изделия при столкновениях и ударах, определение условий потери устойчивости конструкции, расчет характеристик усталостных разрушений, анализ процессов колебаний и др.
Большинство CAE-программ включают собственные средства построения геометрической модели изделия, а также снабжены стандартными форматами обмена графической информацией с пакетами конструирования, т. е. предварительная геометрическая модель может быть создана в CAD-системе.
Различные виды анализа, выполняемые в программных системах, основаны на классических инженерных подходах к разработке математических моделей поведения изделия при различных воздействиях.
Обычно исходная задача анализа формулируется в дифференциальных уравнениях с частными производными совместно с начальными и граничными условиями.
По используемому математическому аппарату методы решения задач в частных производных делят на две группы: аналитические и численные. В том редком случае, когда решение задачи может быть представлено в виде формулы, которая позволяет по заданному значению аргумента получить значение искомой функции, говорят, что решение получено в аналитической форме. Общий недостаток аналитических методов состоит в том, что область их применения обычно ограничивается простыми геометрическими конфигурациями, несложными граничными условиями и линейной постановкой задачи. Аналитические решения получают путем подстановок, функциональных преобразований, строго обосновывая некоторое количество принятых допущений.
В отличие от аналитических, в численных методах решения дифференциальных уравнений в частных производных в качестве неизвестных используются значения зависимой переменной (тем-пературы, перемещения, потенциала) в некотором конечном числе точек исходной области (в узлах расчетной сетки). Производится дискретизация дифференциальных уравнений с использованием численных методов. В результате специальных преобразований система уравнений в частных производных заменяется системой линейных алгебраических уравнений для неизвестных значений в узлах сетки. Алгоритмы решения таких систем на ЭВМ хорошо разработаны.
Наиболее распространенный численный метод в САПР – это метод конечных элементов (finite element method) – МКЭ. МКЭ предполагает предварительное разбиение исследуемой геометрической области на отдельные подобласти простой формы, связанные между собой конечным числом узлов – конечные элементы. Геометрическая модель превращается в сеточную (рисунок 4). В различных программах имеются специальные средства генерации конечно-элементных сеток с учетом кривизны поверхностей и других особенностей геометрии изделия. Различными бывают и типы конечных элементов: треугольники, четырехугольники, тетраэдры, призмы и др.
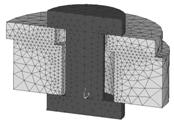

Рисунок 4 – Примеры конечно-элементных сеток
на твердотельных моделях
Кроме геометрических характеристик конечных элементов, содержанием базы данных расчета становятся свойства материала, граничные (пространственные) и начальные (временные) условия. Для описания свойств материала изделия используются параметры, необходимые для выполнения требуемого вида анализа. Так, в прочностном анализе учитываются модуль упругости (модуль Юнга), коэффициент Пуассона, плотность, коэффициент трения, модуль сдвига, коэффициент теплового расширения, коэффициент внутреннего трения. В качестве граничных условий – заданные значения действующих сил, моментов и узловых перемещений. Для проведения теплового анализа задают удельную теплоемкость, коэффициент теплопроводности, коэффициент конвективной теплоотдачи, температуру окружающей среды, граничные значения или законы изменения температур и тепловых потоков.
В CAE-системах существуют следующие возможности представления результатов решения задачи:
· визуализация линий или поверхностей уровня, например, с равными температурами или напряжениями;
· анимация нестационарного процесса;
· листинг результатов в виде таблицы значений искомых переменных в заданных узлах.
Часто возможна оценка погрешностей результатов анализа.
Рисунок 5 иллюстрирует порядок проведения прочностного анализа детали.


а б в
Рисунок 5 - Расчет напряженно-деформированного состояния:
а – геометрическая модель; б – расчетная схема;
в – визуализация расчета
Большинство систем конечно-элементного анализа обладают внутренними средствами, позволяющими создать практически любую нужную для анализа геометрию. Однако все развитые CAE-системы могут также импортировать геометрические данные либо через промежуточные файлы стандартных форматов (типа SAT, IGES, STEP, DXF), либо непосредственно из конкретных CAD. Однако исполь-зование геометрических моделей, подготовленных в CAD, часто затруднено с точки зрения конечно-элементного моделирования (слишком сложная сетка и др.).
2.7 Проектирование технологии для оборудования с ЧПУ
Числовым программным управлением называют использование закодированной в числовом виде информации при управлении функциями оборудования. Числовые данные, необходимые для изготовления детали, предоставляются станку в форме программы обработки детали. Эта программа состоит из набора операторов, которые могут интерпретироваться управляющей системой станка и преобразовываться в сигналы, перемещающие приводы. Программа содержит геометрическую информацию о детали, определяющую пути перемещения инструмента по отношению к заготовке. В программе указываются скорость резания, скорость подачи и дополнительные параметры, такие как состояние системы охлаждения, направление вращения шпинделя и др. Готовая программа должна давать результат, отвечающий техническим требованиям к изготовлению детали.
Приведем некоторые основные понятия, используемые в проектировании технологических процессов для станков с ЧПУ [6, 18]:
· удаляемый из заготовки материал;
· система базирования элементов оборудования, создается путем определения положений начала координат и направления координатных осей, отвечает за взаимное расположение станка, инструмента, оснастки и детали в процессе обработки;
· степень свободы станка, определяет направление относительного движения режущего инструмента и заготовки;
· среда обработки, ее элементами являются описания имеющихся на предприятии станков, геометрические модели инструментов, оснастки, заготовки, детали;
· цикл — элементарный этап механической обработки;
· операция — совокупность циклов механической обработки, выполняемых одним инструментом;
· последовательность — совокупность операций, выполняемых данным станком с данной оснасткой без переустановки детали;
· процесс — совокупность последовательностей операций.
Для станков описывается:
· архитектура, определяющая возможные движения элементов станка в процессе его работы;
· технологические параметры (максимальные обороты шпинделя, максимальные скорости подачи, наличие охлаждения и т. д.);
· геометрические параметры;
· кинематическая схема, определяющая связь обрабатываемой заготовки с элементами технологической оснастки, станком и инструментом.
Станок с ЧПУ оборудован контроллером (стойкой), который управляет различными функциями станка (перемещением инструмента и детали, охлаждением и т. п.). Современный контроллер типа CNC (computer numerical control) напоминает персональный компьютер, часто отличается от него только наличием специальной платы. Он содержит процессор, оперативную память, постоянное запоминающее устройство, жесткий диск, коммуникационные порты, клавиатуру, дисплей, а иногда графическое устройство ввода (мышь, трекбол, сенсорный экран).
Программа для станка с ЧПУ описывает траекторию движения инструмента, а не геометрию детали. Поэтому ручной способ разработки программ несет в себе определенные трудности, требует арифметических и тригонометрических расчетов.
Автоматизированный подход к составлению программ обработки деталей предполагает использование языков программирования высокого уровня. Программный код, написанный на таком языке, компилируется в машинно-независимый файл (cutter location – CL data file), содержащий информацию о перемещениях режущего инструмента и вспомогательные сведения об управлении станком. CL-файл обрабатывается специализированным постпроцессором; в результате получаются программы, предназначенные для контроллера конкретного станка.
В настоящее время ручной и автоматизированный способы составления программ постепенно вытесняются генерацией CL-файла непосредственно по геометрической модели CAD с помощью CAM-системы, которая переводит каждую последовательность процесса обработки на язык выбранного контроллера. Такой подход иногда называют графическим программированием.
Обычно в CAM-системе не определяется жесткий порядок создания технологического процесса. Однако во многих случаях порядок проектирования следующий [19]:
1. Выделяются элементы геометрии конечной детали и заготовки. Для токарных, сверлильных и 2,5-осевых фрезерных операций, а также для операций лазерной резки, как правило, требуется двумерная геометрия. Если поверхности детали должны обрабатываться на трех - или пятикоординатном фрезерном станке, для составления программы потребуются геометрические сведения о поверхностях.
2. Определяется геометрия режущего инструмента. Программное обеспечение CAM обычно включает библиотеки инструментов, из которых пользователь может выбирать нужные ему экземпляры.
3. Определяется последовательность технологических операций, и планируются траектории движения режущего инструмента с соответствующими параметрами обработки. Использование большего количества точек на каждой траектории обработки сложной поверхности дает более точное соответствие детали ожидаемой форме, однако увеличивает общий объем файла программы.
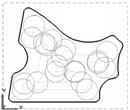
4. Моделирование и визуальная проверка траектории движения инструмента на экране монитора (рисунок 6а, б), если потребуется – ее и корректировка.
5. Формирование CL-файла, передача его постпроцессору и получение файла в машинном коде выбранного контроллера. Возможен вывод текста программы на печать (рисунок 6в).
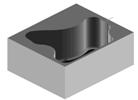

а б в
Рисунок 6 – Расчет траектории (а) обработки колодца (б)
и вывод управляющей программы для ЧПУ (в)
В процессе технологической подготовки производства деталь, подлежащую механической обработке, можно разложить на конструктивные элементы (технологические элементы формы), т. е. геометрические элементы, имеющие свои особенности обработки. Понятие конструктивного элемента связано с информацией о конструкции детали с точки зрения технолога, в которую входит:
· тип элемента (колодец или карман, уступ, стенка, окно, плоскость, паз, отверстие, торец, область, резьба, скос, плечо, поверхность);
· параметры элемента (глубина, припуск и т. д.);
· геометрия элемента (контуры, ломаные и т. д.).
Все процедуры изготовления могут быть описаны элементарными технологическими шагами, называемыми технологическими переходами, со следующими данными:
· тип перехода (фрезеровать, сверлить, центровать, зенкеровать, развернуть, расточить, нарезать, точить, подрезать, отрезать и др.);
· параметры перехода (подача, частота вращения шпинделя и т. п.).
Каждый станочный цикл определяет траекторию режущей кромки заданного инструмента. Некоторые станочные циклы могут быть выполнены только на определенных станках. Например, обработка неплоской поверхности совмещением оси инструмента с нормалью к этой поверхности (рисунок 7) не может выполняться на
3-координатном станке.
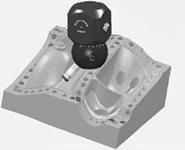
Рисунок 7 – Обработка сложной поверхности
Наиболее распространенными во многих отраслях машиностроения являются циклы 2,5-координатной фрезерной и токарной обработки.
Из-за количества одновременно изменяемых координат в траектории принято считать 2,5-координатное фрезерование плоской обработкой. По сравнению с объемным плоское фрезерование отличается большей потребностью в различных стратегиях обработки. Некоторые из разновидностей стратегий:
· спираль — обработка элемента по спирали (рисунок 8а);
· петля — обработка в параллельных плоскостях с сохранением выбранного (встречное или попутное) направления фрезерования (рисунок 8-б);
· зигзаг — обработка в параллельных плоскостях с чередованием встречного и попутного направлений фрезерования (рисунок 8в);
· эквидистанта — эквидистантная обработка от центра к границам обрабатываемого элемента;
· обратная эквидистанта — эквидистантная обработка от границ обрабатываемого материала к центру. Обычно применяется для обработки плоскостей;
· петля эквидистантная — обработка по ленточной спирали с сохранением выбранного (встречное или попутное) направления фрезерования. Обычно применяется для обработки уступов;
· зигзаг эквидистантный — обработка по ленточной спирали с чередованием встречного и попутного направлений фрезерования. Обычно применяется для обработки уступов;
· петля контурная — обработка с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется по кратчайшему расстоянию между двумя контурами;
· зигзаг контурный — обработка с чередованием встречного и попутного направлений фрезерования. Траектория формируется по кратчайшему расстоянию между двумя контурами.

а б в
Рисунок 8 - Спираль (а), петля (б) и зигзаг (в)
Важным является момент врезания инструмента в заготовку, поскольку на этом этапе фреза испытывает наибольшие нагрузки. Возможны следующие схемы врезаний:
· по нормали к поверхности;
· линейное врезание, под углом к плоскости обрабатываемой заготовки;
· радиусное, спиральное врезание по касательной к точке первого перемещения на рабочей подаче.
Для обработки конструктивных элементов с непрямыми стенками существуют следующие возможности:
· задание угла стенки и радиуса скругления на дне;
· задание стенки двумя контурами, лежащими в плоскости дна и верхней грани, что позволяет задавать элементы, стенка которых является переменной линейчатой поверхностью;
· задание контура профиля стенки.
Обработка таких элементов выполняется за несколько проходов по координате Z, глубина следующего прохода может быть рассчитана с учетом высоты гребешка на стенке.
2.8 Технологии быстрого прототипирования
Технологии быстрого изготовления прототипов (Rapid Prototyping) неразрывно связаны с технологиями быстрой подготовки оснастки (Rapid Tooling) и в настоящее время достигли в развитых странах уровня промышленного использования, занимают лиди-рующее положение в ряду гибких технологических процессов [6, 18]. На рисунке 9 приведена классификация методов быстрого прото-типирования.
Быстрое прототипирование (Rapid Prototyping) | è | Стереолитография (SLA — Stereo Lithography Apparatus) |
è | Моделирование на основе расплавленного полимера (FDM — Fused Deposition Manufacturing) | |
è | Послойное спекание материала (SLS — Selective Laser Sintering) | |
è | Лазерно-компьютерное макетирование (LOM — Laminated Object Manufacturing) | |
è | Использование принтеров твердотельных объектов (3D Printer) | |
è | Использование оборудования с ЧПУ |
Рисунок 9 – Классификация методов быстрого прототипирования
Быстрое прототипирование начало развиваться ускоренными темпами в 1980-х годах. Его технологическую базу составляют технологии послойного формообразования. Основное отличие процессов быстрого прототипирования от процессов механообработки состоит в том, что материал при изготовлении добавляется, а не снимается. В настоящее время существуют различные направления и подходы к реализации технологий быстрого прототипирования. По используемым материалам их можно разделить на методы, применяющие жидкости (фотополимеры, электролиты, вода), порошки (спекание однородных или двухкомпонентных составов), твердые материалы (пластики, воски, металлы), листовой материал (ламинированная бумага, пластик), газы. Часть методов находится в стадии исследовательских разработок, часть имеет коммерческое применение. Наибольшее распространение получили следующие технологии: стереолитография, моделирование на основе расплавленного полимера, послойное спекание материала, лазерно-компьютерное макетирование, использование оборудования с ЧПУ.
Во всех случаях начальным этапом проектирования является создание трехмерной (пространственной) геометрической модели изделия в используемой CAD-системе. Далее следует выбор метода обработки, который зависит от технологического оборудования, имеющегося в распоряжении предприятия. Во многих CAD-системах имеется возможность сохранить файл в специальном формате для быстрого прототипирования, например, формат STL (стерео-литография).
Габариты детали, которую может построить система прототипирования, ограничена размерами «строительной камеры». В зависимости от машины, размеры моделей распределяются от 8х8х8 дюймов до 32х22х20 дюймов. Однако большие детали могут быть изготовлены по частям и затем собраны в одну деталь.
Скорость построения модели зависит от таких факторов, как: размер детали, геометрическая сложность, используемые материалы, программное обеспечение и др.
В зависимости от процесса, в прототипировании используются следующие основные материалы: полистирол, термопластик, бумага, акрил, поликарбонат, нейлон, синтетические смолы и др.
Точность прототипа достигает сотых долей миллиметра и определяется следующими факторами:
· правильность CAD-файлов;
· разрешение (толщина слоёв);
· свойства материала.
Разработчики RP-систем в последнее время ориентируются на выпуск недорогих и быстродействующих машин, снижая стоимость и увеличивая объём рабочей камеры.
Основные области применения быстрого прототипирования:
· визуальная оценка проекта;
· функциональная оценка (проверка собираемости узлов и механизмов, кинематическая, аэродинамическая или другая проверка);
· изготовление малых партий изделий методами быстрой подготовки технологической оснастки;
· изготовление моделей для точного литья (из материалов, выгорающих под действием высоких температур), моделей для вакуумного литья пластмасс;
· изготовление пресс-форм и гипсовых форм.
Система производства на основе применения технологий быстрого прототипирования обладает рядом преимуществ по сравнению с традиционными производственными системами, которые используются в опытном и экспериментальном производстве:
· сжатие процесса изготовления изделия во времени и в пространстве, позволяющее на одном комплексно-автоматизированом участке реализовать сквозную технологию проектирования, констру-ирования и изготовления изделий, оперативно изготавливать изделия по заказу;
· снижение производственных издержек при запуске в производство новой продукции, в том числе за счет сокращения длительности конструкторско-технологической подготовки произ-водства, снижения себестоимости производства изделий, уменьшения производственных и складских помещений.
Ниже приведено краткое описание наиболее распространенных процессов быстрого прототипирования.
Рисунок 10 - Стереолитографический аппарат
Основным рабочим элементом стереолитографического аппарата (рисунок 10) является ультрафиолетовый лазер, который последовательно «вычерчивает» сечения объекта на поверхности ёмкости со светочувствительной смолой. Жидкий пластик отвердевает только там, где его касается лазерный луч. Новый слой жидкого пластика распространяется по отвердевшей поверхности, и контур следующего слоя вычерчивается лазером. Процесс повторяется автоматически до полного построения детали. Готовые модели выдерживают нагрев до 100°C без изменений формы и размеров. Шероховатость поверхности без какой-либо обработки не превышает 100 мкм. Отверждённый фотополимер легко полируется. Прочность готовых деталей сравнима с прочностью изделий из отверждённых эпоксидных смол.
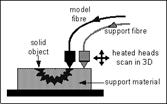
Рисунок 11 – FDM-процесс
При FDM-процессе (рисунок 11) термопластичный модели-рующий материал (нить), диаметр которого составляет 0,07 дюйма (1,78 мм), подаётся через экструзионную (выдавливающую) головку
с контролируемой температурой, нагреваясь в ней до полужидкого состояния. Выдавливающая головка наносит материал очень тонкими слоями на неподвижное основание. Головка выдавливает материал
с очень высокой точностью. Последующие слои также ложатся на предыдущие, солидифируются (отвердевают), соединяются друг с другом.
Изготовление тел с использованием ламинирования (рисунок 12).
CAD-данные поступают в систему управления LOM-станком, где с помощью специального программного обеспечения создаются поперечные сечения детали. Луч лазера вырезает контур сечения в верхнем слое, а затем разрезает области излишнего материала для последующего удаления. Новый слой соединяется с предыдущим за счет прокатки термоваликом и создается новое поперечное сечение, которое затем также вырезается. После того, как все слои будут изготовлены, избыточный материал удаляется вручную. После этого поверхность детали шлифуется, полируется или окрашивается.
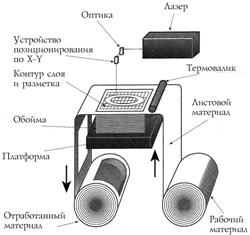
Рисунок 12 – LOM-процесс

Рисунок 13 – Изготовление модели на 3D-принтере
При использовании 3D-принтеров (рисунок 13), компьютерная 3D-модель (CAD-модель) послойно печатается специальной струйной головкой, содержащей порядка 1500 сопел, при этом тело модели печатается основным материалом, а вспомогательные элементы («поддержки») – другим, менее прочным и более рыхлым. Оба материала отверждаются ультрафиолетовыми лампами. После печати каждого слоя рабочий стол, на котором выращивается модель, опускается на толщину слоя. В завершение процесса вспомогательные элементы вымываются струей воды. На рисунке 14 показаны примеры моделей, изготовленных на 3D-принтере.
Рисунок 14 – Примеры моделей, изготовленных на 3D-принтере
При лазерном спекании порошковых материалов (рисунок 15)
3D объект создаётся из порошкообразных материалов (пластик, металл, нейлон и керамика), используя процесс спекания при помощи лазера. Лазерный луч, попадая на тонкий слой порошка, спекает порошковые частицы, которые формируют твёрдую массу, по форме соответствующую CAD-модели и определяющую геометрию детали.
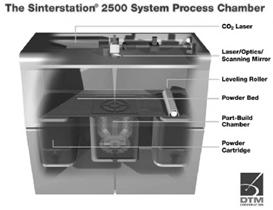
Рисунок 15 – Установка для лазерного спекания
2.9 Вопросы для самопроверки
1. На каких принципах основывается методология применения ЭВМ при проектировании?
2. Какие виды проектирования с использованием ЭВМ различают?
3. В чем различие автоматизированного и автоматического проектирования?
4. Достижения каких технических дисциплин обусловили возможность выполнения компьютерного проектирования?
5. По каким причинам возникает необходимость применения ЭВМ в ТПП?
6. Что является объектом автоматизации в ТПП?
7. Какие мероприятия должны предшествовать автоматизации систем ТПП?
8. Какие задачи были решены на первом этапе автоматизации машиностроительного проектирования?
9. По какой схеме обычно использовали ЭВМ на начальном этапе развития АП?
10. Когда в АП появились и заработали первые графические системы?
11. Когда был создан первый язык программирования для станка с ЧПУ?
12. Какие компьютерные системы инженерных расчетов заняли центральное место в автоматизации машиностроительного проекти-рования?
13. Какие задачи решались на втором этапе автоматизации машиностроительного проектирования?
14. Чем характеризуется третий этап развития систем автома-тизированного проектирования?
15. Что представляет собой САПР (по ГОСТ )?
16. Из каких подсистем состоит САПР?
17. Какие виды обеспечения выделяют в САПР?
18. Какие разновидности САПР выделяют в области общего машиностроения?
19. Каковы общие принципы (аспекты) создания САПР?
20. Каковы характеристики современных САПР?
21. Какие существуют режимы функционирования САПР?
22. Какие аппаратные конфигурации САПР различают?
23. Что относят к программным средствам САПР?
24. Что представляют собой CAD-системы?
25. Что представляют собой CAM-системы?
26. Что представляют собой CAE-системы?
27. Что представляют собой PDM-системы?
28. Какие уровни CAD/CAM/CAE/PDM-систем различают?
29. Что связывается с понятием «виртуальная инженерия»?
30. Для чего остаются нужны системы подготовки чертежей?
31. Какова роль CAD-систем в процессе проектирования?
32. В чем состоит технология параметрического моделирования?
33. Что представляет собой каркасное моделирование?
34. В чем особенности поверхностного моделирования?
35. Что представляет собой твердотельное моделирование?
36. Какие основные функции поддерживаются в системах геометрического моделирования?
37. Почему важна история создания модели?
38. Как осуществляется редактирование модели?
39. Что понимают под гибридным моделированием?
40. В чем основные преимущества использования при проектировании систем инженерного анализа (CAE)?
41. В каких случаях CAE-анализ может быть полезен инженеру технологу?
42. Какие виды анализа используются в CAE-системах?
43. Каким образом в CAE-системах создается геометрическая модель?
44. Каково математическое обеспечение CAE?
45. В чем суть метода конечных элементов?
46. Какие данные необходимы для расчета характеристик изделия, рассматриваемого как физическое поле?
47. Какие возможности представления решения существуют в системах?
48. В чем суть числового программного управления оборудо-ванием?
49. Какие основные термины используются при проектировании ТП для станков с ЧПУ?
50. Что включает описание станка?
51. Что представляет собой контроллер типа CNC?
52. Каковы основные способы разработки программ?
53. Каков примерный порядок разработки технологии обработки на станке с ЧПУ в CAM-системе?
54. Что связано с понятием конструктивного элемента (техноло-гические элементы формы) детали?
55. Как описывается технологический переход для станка с ЧПУ?
56. Какие бывают станочные циклы при обработке деталей на станке с ЧПУ?
57. Что представляют собой стратегии обработки на станках с ЧПУ?
58. Какие существуют схемы врезаний инструмента на станках с ЧПУ?
59. Как обрабатываются конструктивные элементы с непрямыми стенками при 2,5-координатном фрезеровании?
60. Что такое быстрое прототипирование?
61. Что является исходной информацией для оборудования быстрого прототипирования?
62. Каковы основные характеристики изделий, изготавливаемых методами быстрого прототипирования?
63. Какова область применения быстрого прототипирования?
64. В чем преимущества быстрого прототипирования по сравнению с традиционными методами изготовления опытных образцов?
65. Что такое стереолитография?
66. Что представляет собой моделирование на основе расплавленного полимера?
67. Каков принцип изготовления тел с использованием ламинирования?
68. Каков принцип использования 3D-принтеров твердотельных объектов?
69. Что представляет собой процесс послойного лазерного спекания порошковых материалов?
3 АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
Уровни автоматизации технологического
проектирования
Основными принципами автоматизации проектирования технологических процессов машиностроения являются:
· системность проектирования, которая основана на характере и взаимосвязях факторов, влияющих на построение технологического процесса, определяющих заданное качество изделий и экономическую эффективность разрабатываемой технологии;
· оптимизация технологического процесса, предусматривающая комплексную взаимосвязь его структуры, параметров качества изделия и режимов механической обработки;
· рациональное сочетание типовых и индивидуальных технологических решений на всех уровнях проектирования;
· повышение уровня типизации, унификации и стандартизации.
Основные этапы построения информационной модели технологического процесса [20, 25]:
1. Восприятие исходной информации, содержащейся в техническом задании на проектирование.
2. Выработка стратегии проектирования.
3. Формирование запроса и поиск необходимой информации.
4. Восприятие найденной информации.
5. Обработка и отображение информации.
6. Синтез и анализ вариантов.
7. Оформление технологической документации.
При реализации этих этапов технологу-проектировщику отводятся творческие функции, на комплекс технических средств проектирования (САПР) возлагают выполнение формализуемых действий (хранение, передача, обработка и выдача различных видов информации).
Принципиальной особенностью САПР ТП является необхо-димость его адаптации к условиям конкретного предприятия, которая заключается в следующем:
· формирование баз данных для технологического оснащения, заготовок, припусков, режимов резания, типовых и групповых технологических процессов;
· формирование базы знаний для фиксации особенностей технологических процессов данного предприятия;
· настройка САПР на те программные модули и технологи-ческие документы, которые будут использоваться на данном предприятии.
В состав информационного фонда САПР ТП обычно входят:
· нормативно-справочная информация (сведения о заготовках, типовых маршрутах обработки, станках, инструментах и т. д.);
· записываемые временно данные, которые являются результатом функционирования одной подсистемы САПР и которые затем вводятся в другую подсистему;
· программные модули отдельных подсистем, подпрограммы для разработки управляющих программ для станков с ЧПУ;
· чертежи инструментов и приспособлений, операционные эскизы;
· шаблоны для ввода информации и оформления документов, например, технологических карт и т. п.
Известны три подхода к организации информационного фонда:
· помещение данных непосредственно в тело программы;
· запись данных в файлы;
· использование баз данных.
Ввиду того что основная часть работы по проектированию технологических процессов приходится на работу с данными, ряд современных САПР ТП построено на основе имеющихся СУБД. Это значительно облегчает создание прикладного программного обеспечения САПР. Так, например, САПР ТП «Техно/Про» построена на базе СУБД Microsoft Access, а САПР ТП «КОМПАС – АВТОПРОЕКТ» может работать с базами данных InterBase, MS SQL, Oracle.
Формирование баз данных и знаний является весьма долгим и трудоемким процессом. Поэтому при внедрении САПР целесообразно ориентироваться на концепцию последовательной автоматизации, которая подразумевает три уровня автоматизации [22].
Первый (низкий) уровень автоматизации – автоматизировано только оформление технологической документации (маршрутные, операционные карты и другие документы). Бланк документа выводится на дисплей, и технолог, перерабатывая конструкторскую информацию, заполняет его в режиме диалога. Параллельно формируется база данных с технологическим оснащением.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
