


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Второй (средний) уровень автоматизации достигается, когда базы данных частично сформированы и начинают работать поисковые и расчетные модули. Чем больше решений содержит база данных, тем эффективнее начинает работать САПР.
Расчетные модули, например, модули расчета припусков, расчета режимов резания и норм времени, начинают работать, когда сформированы базы данных с нормативно-справочной информацией.
Объем вводимой технологической информации на этом уровне уменьшается, так как часть конструкторской информации (геометрия детали, материал заготовки) перерабатывается в технологическую путем формирования параметрической модели детали. К числу добавляемых технологических параметров относят характеристики операций и переходов.
Третий (высокий) уровень автоматизации достигается, при заполнении базы знаний. В этом случае становится возможным автоматизированное принятие сложных логических решений, связанных, например, с выбором структуры процесса и операций, назначением технологических баз и др. Обычно процесс принятия таких решений полностью автоматизировать не удается, поэтому режим диалога остается и на третьем уровне автоматизации.
Для проектирования ТП на этом уровне требуется параметрическая модель с высоким уровнем детализации описания изделия. В то же время объем вводимой технологической информации на этом уровне еще больше уменьшается.
Создание адекватной параметрической модели является достаточно трудоемким процессом. Радикальное решение этой задачи достигается путем интеграции конструкторской и технологической САПР и созданием конвертора, преобразующего геометрическую модель детали в параметрическую.
Хранение результатов проектирования (технологической документации) на всех уровнях автоматизации, как правило, организуется на основе электронного архива, что позволяет:
· организовать быстрый и авторизованный доступ к нужной информации;
· распараллелить процесс технологической подготовки производства и тем самым сократить ее сроки;
· на базе PDM-систем организовать контроль ведения проекта изделия.
В зависимости от принятой на предприятии технической политики могут быть использованы три стратегии ведения технологического электронного архива:
1. Хранить в проекте изделия, помимо файлов с конструкторской информацией, только файлы с комплексом технологических документов.
2. Хранить в проекте изделия не только файлы с комплексом технологических документов, но и файлы с параметрическими моделями технологических процессов.
3. Хранить в проекте изделия только файлы с параметрическими моделями технологических процессов.
Достоинства и недостатки этих стратегий обусловлены удобством поиска, просмотра, редактирования и корректировки документации.
Основные методы проектирования технологических
процессов
Основные методы автоматизированного проектирования технологических процессов [20-27]:
1. Метод прямого проектирования (документирования) предполагает, что подготовка проектной документации возлагается на самого пользователя, выбирающего типовые решения различного уровня из банка данных в диалоговом режиме. Выбранная информация автоматически заносится в графы и строки шаблона маршрутной или операционной карт.
2. Метод адресации (метод анализа), основанный на использовании унифицированных технологических решений. Исходит из того, что структура индивидуального технологического процесса не создается заново, а определяется в соответствии с составом и структурой одного из унифицированных технологических процессов (типового или группового). Таким образом, этот метод воплощает идею «от общего к частному». В зарубежной литературе аналог метода адресации называют вариативный подход (variant approach).
Общая схема проектирования методом адресации показана на рисунке 16, где введены следующие обозначения: Д – модель детали; КД – модель комплексной детали; УТП – унифицированный техноло-гический процесс; РП – рабочий ТП.
На первом этапе проектирования осуществляется поиск (адресация) комплексной детали по ее классификационному коду, например, с использованием ТКД. Результатом выполнения этого этапа является номер выбранной комплексной детали. На втором этапе из базы данных выбирается модель унифицированного ТП для найденной комплексной детали. На третьем этапе производится настройка унифицированного ТП на обработку заданной детали путем
анализа необходимости каждой операции унифицированного ТП, с последовательным уточнением всех решений на нижних уровнях декомпозиции. Таким образом, модель унифицированного ТП преобразуется в модель рабочего ТП, по которому будет обработана заданная деталь.
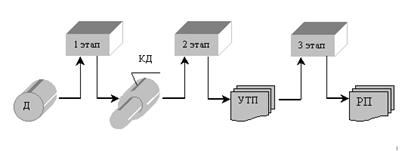
Рисунок 16 – Этапы проектирования ТП методом адресации
Разновидностью метода адресации является метод, основанный на заимствовании существующего ТП детали-аналога.
3. Метод синтеза базируется на принципе «от частного к общему». Вначале анализируются технические требования к детали, в соответствии с которыми разрабатываются состав и структуры маршрутов обработки отдельных поверхностей и их сочетаний (рисунок 17). Затем синтезируются последовательность технологи-ческих переходов и операций маршрута обработки на верхних уровнях декомпозиции в рамках принятой принципиальной схемы технологического процесса, с учетом ограничений, накладываемых используемым оборудованием, оснасткой, режимами обработки и др.
За рубежом данный метод называют генеративным подходом (generative approach).
Впервые метод синтеза технологических процессов был предложен в 1969 году [12]. Им были выделены три уровня технологического проектирования:
· уровень маршрута;
· уровень операции;
· уровень перехода.

Рисунок 17 – Получение вариантов маршрута обработки поверхности
Принципиальная схема проектирования по показана на рисунке 18, где введены следующие обозначения: 1 – синтез принципиальной схемы; 2 – синтез маршрута; 3 – синтез операции; 4 – синтез перехода; В1 – выбор принципиальной схемы;
В2 – выбор маршрута; В3 – выбор операции; В4 – выбор перехода;
К1 – критерии выбора принципиальной схемы; К2 – критерии выбора маршрута; К3 – критерии выбора операции; К4 – критерии выбора перехода; Т – технолог.
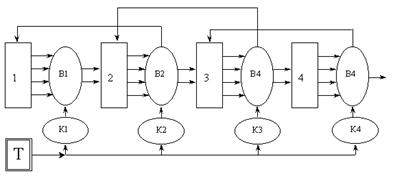
Рисунок 18 – Принципиальная схема проектирования
по методу синтеза
Схема отображает многоуровневый и итерационный характер процесса проектирования. Наиболее общие решения принимаются на первом уровне. Далее происходит оценка полученных вариантов и отбор по критерию К. Полученные варианты участвуют в принятии решения на втором уровне и так далее. При уточнении ранее принятых решений может оказаться необходимым возврат к предшествующим уровням, т. е. возникает итерационная обратная связь, характерная для типовой проектной процедуры (п. 1.3).
Большинство существующих систем автоматизации техноло-гической подготовки производства основаны на методе адресации (анализа). Такие системы позволяют формировать технологический план производства детали в интерактивном режиме на основе типовых и групповых технологических решений. Системы, использующие метод синтеза в основном предназначены для проектирования новых технологических процессов. Они способны автоматически форми-ровать технологическую среду, анализируя геометрическую модель детали, подготовленную в CAD-программе и подготавливать информацию для расчета траектории движения рабочих органов станков с ЧПУ. В некоторых случаях целесообразно совместное использование методов.
Разработка информационной модели технологического
процесса
Общий подход к разработке информационной модели технологического процесса включает:
· выделение технологических элементов формы деталей;
· отнесение обработки отдельных поверхностей к этапам принципиальной схемы технологического процесса;
· выделение групп технологических операций и переходов;
· упорядочение технологических операций и переходов;
· оптимизация технологического процесса.
Технологическим элементом формы называют постоянно имеющийся или временно существующий на изделии геометрический образ (поверхность), характеризующийся начальным и конечным состояниями с соответствующими параметрами геометрии. При этом промежуточные состояния технологического элемента формы должны быть регламентированы техническими требованиями.
Наличие технологических элементов формы может быть обусловлено:
· геометрической формой детали;
· типом исходной заготовки;
· ходом технологического процесса обработки;
· кинематикой станка (инструмента);
· зажимным элементом приспособления.
Необходимая последовательность обработки, по крайней мере, двух технологических элементов формы определяется методами изготовления, применяемым производственным оборудованием и обосновывается следующим:
· технологическими и конструктивными особенностями заготовки и детали;
· эвристическими правилами, которые сводятся в общем виде к правилу – нужно выбирать последовательность операций с таким расчетом, чтобы каждый очередной обрабатываемый элемент был точнее предыдущего;
· возможностями производственного оборудования.
В технологии машиностроения одни и те же параметры точности и качества поверхности могут быть достигнуты разными методами обработки, характеристики которых представлены в справочной литературе. Выбор конкретного метода обработки поверхности предопределяет не только последовательность более точных видов обработки, но и количество промежуточных состояний этой поверхности.
Принципиальная схема технологического процесса предва-рительно расчленяет его на последовательность отдельных этапов обработки. Наличие принципиальной схемы позволяет разрабатывать технологический процесс в порядке, обратном изготовлению детали, т. е. от заключительных этапов, с известными из чертежа параметрами, к черновым, заканчивая выбором заготовки. Универсальную прин-ципиальную схему [12] можно представить в виде таблицы, характеризующей основные этапы технологического процесса (таблица 4).
Отнесение методов обработки поверхностей к этапам принципиальной схемы технологического процесса производится путем сравнения соответствующих параметров обработки.
На основе принципиальной схемы формируется набор методов-переходов одного или разных видов обработки на каждом этапе технологического процесса, а также типовой план обработки поверхности. На рисунке 19 последний представлен в виде графа, у которого вершины pzj отображают состояния поверхностей, а дуги pi отображают переходы, необходимые для того, чтобы поверхность перешла из состояния pzj в состояние pzj+1.
Таблица 4 – Этапы технологического процесса изготовления детали
Наименование | Назначение и достигаемые параметры |
1. Заготовительный | Получение заготовки |
2. Термический 1 | Улучшение обрабатываемости резанием |
3. Обработка баз | Обработка технологических баз |
4. Черновой | Снятие лишних припусков |
5. Термический 2 | Закалка, улучшение |
6. Черновой-получистовой | Снятие лишних припусков и обработка до 11-13 квалитета и до Ra=1,25 |
7. Черновой-чистовой 1 | Снятие лишних припусков и обработка до 9-11 квалитета и до Ra=0,32 |
8. Получистовой-чистовой 1 | Обработка до 11-13 квалитета, Ra=1,25 и обработка до 7-9 квалитета Ra=0,32 |
9. Получистовой | Обработка до 11-13 квалитета, Ra=1,25 |
10. Чистовой 1 | Обработка до 7-9 квалитета, Ra=0,32 |
11. Термический 3 | Азотирование, цементация и др. |
12. Чистовой 2 | Обработка до 6-7 квалитета, Ra=0,15 |
13. Покрытие | Хромирование, никелирование и др. |
14. Доводочный | Обработка до Ra=0,02 |
Рисунок 19 – Типовой план обработки поверхности
При выборе вида заготовки используются три группы параметров:
· конструктивные (форма, размеры и материал детали);
· экономические (например, объем выпуска: чем выше партия, тем прогрессивнее должна быть технология изготовления исходной заготовки);
· технологические (заводские способы изготовления заготовки).
Необходимо заметить, что окончательные размеры исходной заготовки определить достаточно сложно, потому что еще не спроектированы операции и не известны припуски, снимаемые на этих операциях.
Группы операций, из которых нужно сформировать технологический маршрут, делят на основные (непосредственно связанные с формообразованием) и дополнительные (например, слесарная обработка, покраска и др.).
Возможные варианты технологических переходов для обработки отдельных технологических элементов представлены в таблице 5.
Таблица 5 – Варианты механической обработки
Технологические переходы | Технологические элементы | |||||||||
Колодец | Уступ | Стенка | Окно | Плоскость | Паз | Отверстие | Торец | Резьба | Поверхность | |
Фрезеровать | ´ | ´ | ´ | ´ | ´ | ´ | ´ | ´ | ||
Сверлить | ´ | |||||||||
Центровать | ´ | |||||||||
Зенкеровать | ´ | |||||||||
Развернуть | ´ | |||||||||
Расточить | ´ | |||||||||
Точить | ´ | |||||||||
Подрезать | ´ | |||||||||
Отрезать | ´ | |||||||||
Нарезать | ´ | |||||||||
Переходы одного метода обработки образуют укрупненную операцию этапа. Для такой операции характерна максимальная концентрация переходов (что равносильно одновременной обработке всех поверхностей сразу). Поэтому она обычно требует разукрупнения (дифференциации), разделения на несколько простых или применения обрабатывающих центров, допускающих параллельную обработку нескольких поверхностей. Основой формирования простых операций является упорядочение обработки поверхностей путем выбора обоснованной последовательности установов. В свою очередь, наличие нескольких технологических операций также ставит задачу определения их последовательности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
