


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Алгоритмы упорядочения переходов и операций основаны на анализе размерных отношений между поверхностями детали и на выявлении признаков технологической совместимости и предшествования.
Попарно совместимыми называются два состояния детали, одно из которых может быть исходным для получения другого. Например, фрезерованию шпоночной канавки или нарезанию резьбы должна предшествовать токарная обработка цилиндрической поверхности вала.
Также необходимо следить, чтобы поверхности, от которых конструктором задано наибольшее количество размеров и которые имеют достаточную опорную площадь, использовались в качестве технологических баз на заключительных этапах технологического процесса.
В результате многовариантного построения каждой операции можно сформировать сетевую модель (граф) возможных вариантов технологического процесса обработки детали (рисунок 20).
Рисунок 20 – Сетевая модель вариантов ТП
В качестве критерия оптимизации обычно используется себестоимость изготовления детали, желательно с учетом приведенных затрат на проектирование технологического процесса. Общие вопросы оптимизации рассмотрены в курсе математического моделирова-
ния [3].
3.4 Автоматизированное проектирование технологической операции
Исходную информацию для проектирования операции можно разделить на три группы:
1) технологическая информация (известен вид операции и рабочие планы обработки поверхностей);
2) геометрическая (форма и размеры выходной заготовки);
3) экономическая (программа выпуска или размер партии).
В процессе проектирования используется нормативно-справочная информация о технологическом оснащении, припусках, режимах резания и др. Эта информация хранится в базе данных.
Выходной информацией является:
· параметрическая модель операции;
· параметрическая модель входной заготовки;
· задание на проектирование специальной оснастки.
Содержание параметрической модели операции зависит от выбранного уровня детализации описания технологического процесса.
Назначение технологического оборудования на операцию производится исходя из общей методики в три этапа:
I этап. Выбор группы оборудования.
II этап. Выбор модели оборудования для заданной группы.
III этап. Проверка выбранной модели оборудования на возможность использования в конкретных условиях. Этот этап слабо формализован и выполняется в режиме диалога. Если на этом этапе подтвердится возможность использования выбранной модели оборудования для данной операции, то в дальнейшем обозначение модели оборудования заносится в технологическую карту.
Следующим шагом алгоритма построения структуры операции является выбор вариантов технологических баз и схемы базирования, на что оказывают влияние следующие факторы: форма и масса детали, её размеры и точностные требования.
Задача выбора технологических баз является трудноформализуемой. Одна из возможных методик автоматизированного назначения баз включает следующие этапы:
I этап. Геометрический анализ, который заключается в том, что на основе общих положений теории базирования определяется возможность для не обрабатываемых на операции поверхностей быть выбранными в качестве базы. Для этого отбирают необрабатываемые поверхности и определяют, какой комплект этих поверхностей лишает тело шести степеней свободы. В результате получают список допустимых схем базирования.
II этап. На втором этапе заготовка рассматривается как некоторое твердое тело и выполняется анализ отдельных поверхностей, выбранных в качестве технологических баз. На основе анализа определяют, могут ли они использоваться в этой роли. Поверхность может иметь малую протяженность, или заготовка в этом месте является нежесткой. Особенно это касается поверхностей, которые одновременно являются базами и поверхностями зажима (для трехкулачкового патрона, цанг, центровых оправок).
III этап. На этом этапе проводится оценка способов простановки размеров у заготовки и анализ размеров детали. Исходя из принципа совпадения конструкторских и технологических баз, из отобранных ранее комплектов баз отбирают комплекты, которые связаны размерами с обрабатываемыми поверхностями.
Выбор варианта базирования позволяет перейти к поиску оптимальной последовательности обработки. Это может быть выполнено путем оптимизации целевой функции, выражающей приведенную себестоимость операции и учитывающей не только затраты штучного времени, но и стоимость наладки станка.
Структурная оптимизация заключается в выборе такой структуры операции, при которой достигается наименьшая приведенная стоимость операции. На рисунке 21 показана часть структуры операции с двумя вариантами выполнения переходов pn и pm – последовательным и параллельным.
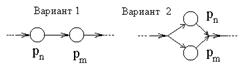
Рисунок 21 – Варианты структуры технологической операции
Параметрическая оптимизация на уровне операции заключается в выборе такой модели оборудования и такого приспособления, которые дадут минимальную приведенную стоимость операции.
Задача автоматизированного расчета технологических размеров решается, как правило, на основе анализа размерных цепей, замыкающими звеньями которых служат известные конструкторские размеры и припуски на обработку, а составляющими – известные технологические размеры [13, 28]. Исходя из методики, предложенной профессором , необходимо выполнить следующую последовательность действий:
· назначить технологическую базу;
· выполнить простановку всех операционных размеров и размеров исходной операционной заготовки;
· определить снимаемые припуски для всех переходов;
· определить составляющие и замыкающие звенья технологи-ческих размерных цепей;
· составить систему линейных уравнений, решение которой позволит найти необходимые технологические размеры;
· решить систему уравнений и определить номинальные значения операционных размеров и их точность.
Неудача в выполнении размерных расчетов может быть связана с неправильным выбором баз, неправильной простановкой размеров, неверным назначением припусков.
Исходная информация для проектирования входной операционной заготовки включает параметрическую модель выходной заготовки и сведения о припусках, снимаемых на данной операции. Решение задачи проектирования входной заготовки основано на технологическом правиле, которое заключается в том, что входная заготовка может быть спроектирована путем наращивания припусков на поверхности, которые были обработаны на данной операции. Методика расчета размеров входной заготовки основана на анализе размерных цепей.
Полученная структура технологической операции дорабатывается с учетом особенностей выбранной модели оборудования. Корректировка структуры операции возможна следующими способами:
1. Вытеснение обработки поверхности в более точный этап.
2. Введение дополнительной обработки.
3. Изменение метода обработки.
4. Изменение схемы базирования.
3.5 Задача проектирования технологического перехода
В процессе проектирования технологического перехода решаются следующие задачи:
· определение припусков на обрабатываемые поверхности;
· определение структуры перехода;
· назначение режущего, измерительного и вспомогательного инструментов;
· расчет режимов резания и времени выполнения перехода;
· расчет стоимости выполнения перехода.
В качестве критерия оптимизации параметров технологического перехода могут быть выбраны различные оценки, например, время выполнения перехода, производительность, стоимость выполнения перехода и т. д.
Объем входных данных для проектирования перехода зависит от уровня автоматизации, установленного для САПР ТП. При первом уровне автоматизации информация о переходе вводится технологом в режиме диалога. Для второго и третьего уровней автоматизации информация, необходимая для проектирования перехода, содержится в параметрических моделях технологического процесса и выходных (входных) заготовок. В общем случае входные данные можно разделить на три группы:
· геометрические данные;
· технологические;
· экономические.
Геометрические данные содержатся в параметрической модели выходной заготовки для заданной операции. Для текущего перехода необходимо использовать:
· параметры обрабатываемых на переходе поверхностей (форма, размеры, их точность, шероховатость и твердость поверхностей);
· базовые поверхности, от которых надо выдержать размеры;
· общие размеры заготовки.
Технологические данные содержатся в параметрической модели текущей операции. Из этой модели могут быть выбраны:
· схема базирования; приспособления;
· характеристики оборудования (для расчета режимов и точности обработки).
К экономическим данным относится размер партии или годовая программа выпуска деталей.
Состав выходных данных зависит от выбранной степени детализации оформления технологического процесса. При первом уровне автоматизации результаты проектирования перехода фиксируются в текстовом файле, содержащем маршрутно-операционную или операционную технологическую карту. На втором и третьем уровнях проектирования результаты проектирования перехода обычно содержатся в параметрической модели текущего перехода и в параметрической модели входной заготовки.
Выделяют две группы выходных данных: технологические и геометрические данные.
К технологическим данным относят:
· текст перехода (например, рассверлить отверстие и т. п.);
· назначенный инструмент (режущий, вспомогательный, измерительный);
· вид охлаждения инструмента;
· режимы резания и время выполнения перехода;
· стоимость выполнения перехода.
К геометрическим данным относят:
· размеры обрабатываемых на переходе поверхностей;
· траектории движения инструментов.
Методика проектирования перехода зависит:
· от принятого уровня автоматизации проектирования ТП;
· способа расчета операционных размеров;
· от того, нужно ли проектировать управляющую программу для операции, в которой этот переход выполняется;
· от способа принятия решений.
Общий алгоритм проектирования перехода, записанный на псевдокоде с минимальной степенью детализации выглядит следующим образом:
АЛГ <Обозначение 1 варианта алгоритма>
<Вариант 1- Проектирование перехода>
НАЧАЛО
<Начальные действия>
ЦИКЛ .Т.
<Выбор допустимых способов выполнения перехода>
<Определение припусков>
<Назначение типоразмеров режущего инструмента>
<Назначение вспомогательного инструмента>
<Назначение измерительного инструмента>
<Выбор допустимых вариантов структуры перехода>
<Расчет основного времени выполнения перехода>
<Формирование модели перехода>
<Расчет стоимости перехода>
<Сравнительный анализ полученного варианта перехода>
ЕСЛИ <закончить генерацию вариантов>
ТО ВЫХОД ИЗ ЦИКЛА
КЕ
КЦ
ЕСЛИ <нужно оформить задание на проектирование специального инструмента>
ТО <Составление задания на проектирование специального инструмента>
КЕ
<Завершающие действия>
КОНЕЦ
Данный алгоритм описывает схему проектирования перехода, основанную на последовательной генерации варианта перехода и сравнении полученного варианта с предшествующим. В результате анализа полученного варианта определяется, что делать с этим вариантом: сохранить этот вариант или нет. Далее определяется: продолжить ли генерацию нового варианта или перейти к следующему этапу по составлению задания на проектирование специального инструмента.
3.6 Параметры проектирования технологического перехода
На первом уровне автоматизации проектирование перехода обычно выполняется путем заполнения на экране дисплея бланка технологической карты. Припуски на обработанные поверхности определяются либо вручную по справочникам, либо с помощью автономного табличного процессора. Структура перехода обычно не определяется. Назначение инструмента выполняется вручную или с помощью информационно-поисковой системы технологического назначения. Если необходимо выполнить расчет режимов резания, то такой расчет выполняется либо вручную с помощью соответствующих справочников, либо с помощью табличного процессора. Текст перехода формируется на экране дисплея.
На втором и третьем уровнях автоматизации проектирование перехода обычно выполняется путем формирования параметрической модели перехода. Поисковые задачи (выбор припусков и инструмента) выполняются с помощью табличного процессора, который запускается в среде проектирования. Необходимо отметить, что если используются унифицированные переходы, то поисковое предписание может содержаться внутри модели перехода, что дает возможность выполнить автоматический поиск с последующей оценкой полученных вариантов в режиме диалога.
Операционные размеры, необходимые для назначения измерительного инструмента, а также собственные размеры обработанной на переходе поверхности выбираются из параметрической модели выходной заготовки в режиме диалога.
Если необходимо выполнить расчет режимов резания, то такой расчет выполняется с помощью табличного процессора на основе нормативных данных, адаптированных к условиям конкретного предприятия.
Текст перехода формируется на экране дисплея с помощью набора классификаторов и записывается в модель перехода.
Результаты определения собственных размеров обрабатываемой поверхности фиксируются в параметрической модели входной заготовки.
Завершающие действия заключаются в занесении модели перехода в параметрическую модель технологического процесса. Для удобства проектировщика обычно имеется процедура для просмотра перехода в том виде, в котором он будет зафиксирован в технологической карте.
Оптимизация режимов резания проводится лишь в ограниченных случаях при большой годовой программе выпуска.
Структура перехода проектируется лишь при разработке управляющей программы. Обычно решение этой задачи переносится в CAM-систему. Исключение составляет проектирование технологии для токарных автоматов и полуавтоматов, у которых управление станком выполняется с помощью кулачков. Расчет кулачков выполняется в САПР ТП.
Однако при проектировании перехода всегда необходимо определить стратегию обработки поверхностей (пункт 2.7) , от которой обычно зависит выбор конкретной конфигурации режущего инструмента. В свою очередь, стратегия обработки зависит от припусков на обрабатываемую поверхностью.
Исходя из общей методики поиска технологического оснащения, задача принятия решения о назначении режущего инструмента решается в три этапа:
1. Выбор вида режущего инструмента.
2. Выбор типоразмера инструмента.
3. Проверка возможности использования данного типоразмера инструмента для заданной ситуации.
Исходными данными для выбора режущего инструмента являются:
· технологические характеристики (группа оборудования и тип перехода);
· характеристики заготовки (группа материала и характе-ристики обрабатываемого элемента);
· экономические характеристики (размер партии).
Поэтому в алгоритме выбора режущего инструмента участвуют соответствующие параметры операционной заготовки.
Если поиск типоразмера закончился неудачно, то выбирается следующий из найденных ранее видов инструмента для последующего поиска типоразмеров, либо составляется задание на проектирование и изготовление специального инструмента.
При положительных результатах поиска и проверки сведения о наименовании инструмента заносятся в параметрическую модель заданного перехода. В некоторых случаях в параметрическую модель перехода могут быть записаны и параметры инструмента, необхо-димые, например, для расчета режимов резания.
Выбор вида средств измерения также производится на основании общей методики поиска технологического оснащения.
Кроме параметров измеряемого операционного размера, для выбора вида средств измерения используется размер партии, так как чем выше размер партии, тем более производительным должен быть контроль. В частности, например, при больших партиях выпуска изделий предельные калибры предпочтительнее универсального измерительного инструмента, измерительных устройств и приборов.
3.7 Формирование содержания перехода
После того как определены основные параметры техноло-гического процесса, необходимо сформировать содержание перехода в текстовом виде. По ГОСТ 3.1702-77 допускается полная или сокращенная форма записи перехода. Полная форма записи используется при отсутствии операционных эскизов, сокращенная – при их наличии. Пример полной записи [23]:
"Сверлить 4 сквозных отверстия с последующим зенкованием фасок, выдерживая Æ = 10+0.2, Æ = 40 ± 0.05, угол 90° ±0.5 и фаски 1´ 45° согласно чертежу".
Сокращенная запись:
"Сверлить 4 отв. Æ = 10+0.2, зенковать фаски 1´ 45° согласно чертежу".
При наличии операционного эскиза размеры обработанной поверхности можно не вводить и указывать лишь номер поверхности.
Например:
"Подрезать торец 2 предварительно".
Содержание перехода может занимать 100—300 символов
и является сложно организованным сообщением, ввод которого явля-ется трудоемкой процедурой. На первом уровне автоматизации при вводе в режиме диалога содержания перехода возможно применение двух подходов:
· ввод кодового обозначения перехода;
· ввод текста перехода с использованием комплекса класси-фикаторов.
При первом подходе вместо текста перехода вводятся кодовые обозначения по ГОСТ 3.1702-79. В этом стандарте даны два типа кодовых обозначений перехода: полный, занимающий 15 позиций, и сокращенный, требующий 7 позиций. Содержание перехода предварительно кодируется и затем вводится в ЭВМ. Ввод выполняется быстро, однако предварительное кодирование весьма трудоемко. После ввода кодов, они раскодируются и автоматически формируется текст перехода. Технологу требуется лишь откор-ректировать текст, что выполняется быстрее, чем полный ввод перехода.
Второй подход основан на использовании комплекса классификаторов, позволяющих по частям вводить текст перехода. Комплекс содержит классификаторы, применяемые для формирования кодового обозначения перехода по ГОСТ 3.1702-79. Содержание перехода разделено на части, и ввод каждой части выполняется с использованием перехода. Выделены следующие части текста перехода:
– вид перехода;
– количество одновременно обрабатываемых поверхностей;
– количество последовательно обрабатываемых поверхностей;
– обрабатываемый объект;
– обозначение размеров обрабатываемых поверхностей;
– дополнительная информация об объекте;
– способ выполнения перехода.
Рассмотрим на примере формирование текста перехода. Вначале на экран будет выведен классификатор с видом перехода (часть классификатора приведена в таблице 6).
Если была выбрана строка 30, то в поле с текстом перехода будет занесен соответствующий вид перехода: «Точить».
Для ввода наименования обрабатываемого объекта выводится классификатор «Обрабатываемый объект» (таблица 7).
Таблица 6 – Вид перехода
Код | Наименование | Код | Наименование |
2 | Врезаться | 31 | Хонинговать |
3 | Галтовать | 32 | Шевинговать |
4 | Гравировать | 33 | Шлифовать |
5 | Довести | 35 | Центровать |
6 | Долбить | 36 | Фрезеровать |
7 | Закруглить | 80 | Выверить |
8 | Заточить | 81 | Закрепить |
10 | Зенкеровать | 82 | Настроить |
11 | Зенковать | 83 | Переустановить |
12 | Накатать | 84 | Переустановить и закрепить |
13 | Нарезать | 85 | Переустановить, выверить и закрепить |
15 | Опилить | ||
16 | Отрезать | 86 | Переместить |
17 | Подрезать | 87 | Поджать |
18 | Полировать | 88 | Проверить |
19 | Притирать | 89 | Смазать |
20 | Приработать | 90 | Снять |
21 | Протянуть | 91 | Установить |
22 | Развернуть | 92 | Установить и выверить |
24 | Раскатать | 93 | Установить и закрепить |
25 | Рассверлить | 94 | Установить, выверить и закрепить |
26 | Расточить | ||
27 | Сверлить | 95 | Подвести |
28 | Строгать | 96 | Отвести |
29 | Суперфинишировать | 97 | Притупить |
30 | Точить |
Таблица 7 – Обрабатываемый объект

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
