

Рис. 14.1.4. |
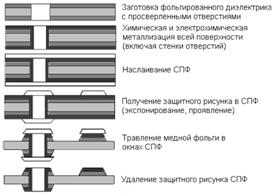
Для получения изображений используется пленочный фоторезист толщиной 15-50 мкм. Толщина фоторезиста в случае метода "тентинг" диктуется требованиями целостности защитных завесок над отверстиями на операциях проявления и травления, проводимых разбрызгиванием проявляющих и травящих растворов под давлением 1,6-2 атм. и более. Фоторезисты толщиной менее 45-50 мкм на этих операциях над отверстиями разрушаются.
Подготовка поверхностей заготовок под наслаивание пленочного фоторезиста с целью удаления заусенцев сверленых отверстий и наростов гальванической меди производится механической зачисткой абразивными кругами с последующей химической обработкой в растворе персульфата аммония или механической зачисткой водной пемзовой суспензией. Такие варианты подготовки обеспечивают необходимую адгезию пленочного фоторезиста к медной поверхности подложки и химическую стойкость защитных изображений на операциях проявления и травления. Кроме того, механическая зачистка пемзой дает матовую однородную поверхность с низким отражением света, обеспечивающая более однородное экспонирование фоторезиста.
Фоторезист наслаивается по специально подобранному режиму: при низкой скорости наслаивания 0,5 м/мин, при температуре нагрева валков 115 °С ± 5 °С, на подогретые до температуры 60 ÷ 80 °С заготовки. При экспонировании изображения используются установки с точечным источником света, обеспечивающим высококоллимированный интенсивный световой поток на рабочую поверхность с автоматическим дозированием и контролем световой энергии.
Субтрактивный метод получения рисунка проводников ПП основан на травлении медной фольги по защитной маске. Из-за процессов бокового подтравливания меди под краями маски поперечное сечение проводников имеет форму трапеции, расположенной большим основанием на поверхности диэлектрика. Величина бокового подтравливания и, соответственно, разброс ширины создаваемых проводящих дорожек зависит от толщины слоя металла: при травлении фольги толщиной 5 мкм интервал разброса ширины проводников порядка 7 мкм, при травлении фольги толщиной 20 мкм разброс составляет 30 мкм, а при травлении фольги толщиной 35 мкм разброс составляет около 50 мкм. Искажения ширины медных проводников по отношению к размерам ширины их изображений в фоторезисте и на фотошаблоне смещаются в сторону заужения. Следовательно, при субтрактивной технологии размеры проводников на фотошаблоне необходимо увеличивать на величину заужения. Из этого следует, что субтрактивная технология имеет ограничения по разрешению, которые определяются толщиной фольги и процессами травления. Минимально воспроизводимая ширина проводников и зазоров составляет порядка:
· 50 мкм при толщине фольги 5-9 мкм;
· мкм при толщине проводниковмкм;
· мкм при толщине проводников 50 мкм.
Аддитивные методы.
Для изготовления печатных плат с шириной проводников и зазоровмкм с толщиной проводников 30-50 мкм рекомендуется использовать аддитивный метод формирования рисунка (метод ПАФОС). Это полностью аддитивный электрохимический метод, по которому проводники и изоляция между ними (диэлектрик) формируются селективным гальваническим осаждением проводников и формированием изоляции только в необходимых местах прессованием. Метод ПАФОС, как аддитивный метод, принципиально отличается от субтрактивного тем, что металл проводников наносится, а не вытравливается. Проводящий рисунок формируется (рис. 6.5) последовательным наращиванием слоев: 1 – получение на временных "носителях" - листах из нержавеющей стали - медной шины толщиной 2÷20 мкм; 2 – формирование рисунка в СПФ; 3 – гальваническое осаждение тонкого слоя никеля (2÷3 мкм) и меди (30 ÷ 50 мкм) по рисунку освобождений в рельефе пленочного фоторезиста. В защитном рельефе пленочного фоторезиста на верхнюю поверхность сформированных проводников производится также нанесение адгезионных слоев. После этого пленочный фоторезист удаляется, и проводящий рисунок на всю толщину впрессовывается в препрег или другой диэлектрик. Полученный прессованный слой вместе с медной шиной механически отделяется от поверхности носителей. Если не нужны межслойные переходы, то медная шина стравливается.
По способу создания токопроводящего покрытия аддитивные методы разделяются на химические и химико-гальванические. При химическом процессе на каталитически активных участках поверхности происходит химическое восстановление ионов металла. В разработанных растворах скорость осаждения меди составляет 2-4 мкм/ч и для получения необходимой толщины процесс продолжается длительное время.
Для изготовления печатных плат с шириной проводников и зазоровмкм с толщиной проводников 30-50 мкм рекомендуется использовать аддитивный электрохимический метод формирования рисунка, по которому проводники и изоляция между ними (диэлектрик) формируются селективным гальваническим осаждением проводников и формированием изоляции только в необходимых местах прессованием. Метод, как аддитивный, принципиально отличается от субтрактивного тем, что металл проводников наносится, а не вытравливается.
Рис. 14.1.5. |
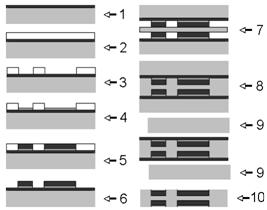
Проводящий рисунок формируется (рис. 14.1.5) последовательным наращиванием слоев: 1 – получение на временных "носителях" - листах из нержавеющей стали - медной шины толщиной 2÷20 мкм; 2 – формирование рисунка в СПФ; 3 – гальваническое осаждение тонкого слоя никеля (2÷3 мкм) и меди (30 ÷ 50 мкм) по рисунку освобождений в рельефе пленочного фоторезиста. В защитном рельефе пленочного фоторезиста на верхнюю поверхность сформированных проводников производится также нанесение адгезионных слоев (5). После этого пленочный фоторезист удаляется (6). При изготовлении ДПП подготовленные пластины разделяются пластиной препрега или другого диэлектрики (7) и спрессовываются (8), после чего механически удаляются носиЕсли не нужны межслойные переходы, то медные шины стравливается и плата готова (10).
При изготовлении двухсторонних слоев с межслойными переходами перед травлением тонкой медной шины сверлятся и металлизируются отверстия. Проводящий рисунок, утопленный в диэлектрик и сверху защищенный слоем никеля, при травлении медной шины не подвергается воздействию травильного раствора. Поэтому форма, размеры и точность проводящего рисунка определяются формой и размерами освобождений в рельефе пленочного фоторезиста, т. е. процессами фотохимии (фотолитографии). Отсюда к процессам фотолитографии предъявляются более жесткие требования, в частности, оптической плотности белых и черных полей фотошаблонов, резкости края изображения, стабильности температуры и влажности в рабочих помещениях. Профиль фоторельефа пленочного фоторезиста зависит от применяемой модели светокопировальной установки. При экспонировании на установках с совершенной экспонирующей системой, обеспечивающей высокую коллимацию высокоинтенсивных световых лучей и отсутствие нагрева рабочей копировальной поверхности, фоторельеф имеет ровные боковые стенки с малым наклоном к поверхности подложки.
При обеспечении требуемых параметров технологического процесса аддитивная технология позволяет получать рисунок проводников на плате с большей точностью и воспроизводимостью:
§ ширина проводников, сформированных в рельефе пленочного фоторезиста, практически по всей высоте проводника равна ширине изображения на фотошаблоне, интервал разброса не превышает 5-10 мкм;
§ искажения ширины проводников на поверхности подложки относительно размеров на фотошаблоне в среднем составляют от 10 мкм до 20 мкм;
§ суммарный интервал разброса ширины проводников по всей высоте фоторельефа не превышает 15-20 мкм.
Таким образом, в отличие от субтрактивной технологии аддитивные процессы принципиально позволяют получать ПП по самым высоким классам точности.
Методы нанесения рисунка ПП.
Основными методами, применяемыми в промышленности для создания рисунка печатного монтажа, являются офсетная печать, сеткография и фотопечать. Выбор метода определяется конструкцией ПП, требуемой точностью и плотностью монтажа, производительностью оборудования и экономичностью процесса.
Метод офсетной печати состоит в изготовлении печатной формы, на поверхности которой формируется рисунок слоя. Форма закатывается валиком трафаретной краской, а затем офсетный цилиндр переносит краску с формы на подготовленную поверхность основания ПП. Метод применим в условиях массового и крупносерийного производства с минимальной шириной проводников и зазоров между ними 0,3-0,5 мм (платы 1 и 2 классов плотности монтажа) и с точностью воспроизведения изображения ±0,2 мм. Его недостатками являются высокая стоимость оборудования, необходимость использования квалифицированного обслуживающего персонала и трудность изменения рисунка платы.
Сеткографический метод основан на нанесении специальной краски на плату путем продавливания ее резиновой лопаткой (ракелем) через сетчатый трафарет, на котором необходимый рисунок образован ячейками сетки, открытыми для продавливания. Метод обеспечивает высокую производительность и экономичен в условиях массового производства. Точность и плотность монтажа аналогичны предыдущему методу.
Самой высокой точностью (±0,05 мм) и плотностью монтажа, соответствующими 3—5 классу (ширина проводников и зазоров между ними 0,1-0,25 мм), характеризуется метод фотопечати. Он состоит в контактном копировании рисунка печатного монтажа с фотошаблона на основание, покрытое светочувствительным слоем (фоторезистом).
Однослойные ПП и ГПК изготавливают преимущественно субтрактивным сеточно-химическим или аддитивным методом, а ДПП и ГПП химико-гальваническим аддитивным или комбинированными фотохимическими (негативным или позитивным) методами. Производство МПП основано на типовых операциях получения ОПП и ДПП и некоторых специфических процессах, таких как прессование слоев, создание межслойных соединений и др. Выбор метода изготовления МПП определяется следующими факторами: числом слоев, надежностью соединений, плотностью монтажа, видом выводов устанавливаемых ЭРЭ и ИС, возможностью механизации и автоматизации, длительностью производственного цикла, экономичностью. Методы, основанные на использовании объемных деталей для межслойных соединений, характеризуются повышенной трудоемкостью, низкой надежностью, плохо поддаются автоматизации. Наиболее распространен из второй группы метод металлизации сквозных отверстий.
Пленочные технологии изготовления ПП.
Повышение требований к качеству ПП и стабильности их параметров привело к созданию ПП и МПП на керамических и полиимидных основаниях. Для изготовления таких плат применяются многочисленные методы, основанные на тонко - и толстопленочной технологии. При использовании тонкопленочной технологии диэлектрические и токопроводящие слои наносят с помощью одного из методов вакуумного испарения, которые характеризуются разнообразием применяемых материалов и возможностью создания многослойных структур в одном технологическом цикле. Недостатками метода являются низкая производительность, сложность технологического оборудования, необходимость вакуума.
При использовании толстопленочной технологии с помощью трафаретной печати создают изоляционные и проводящие слои, которые затем вжигают в основание. Так как керамика в неотожженном состоянии допускает механическую обработку для получения монтажных отверстий, то появляется возможность методом послойного наращивания формировать многослойные структуры с межслойными проводящими переходами. Метод обеспечивает высокую надежность изделий и производительность процесса без применения дорогостоящего оборудования. Однако при изготовлении многослойных проводящих структур требуются материалы со ступенчатыми температурами вжигания. Применение сырых керамических пленок позволяет параллельно изготавливать слои МПП. Собранные по базовым отверстиям пакеты заготовок спрессовываются при температуре 75-100 °С, а затем спекаются при °С. Скорость повышения температуры должна быть оптимальной и не приводить к растрескиванию подложки. Существенное уменьшение линейных размеров (на 17-20%) требует точного расчета при первоначальном нанесении рисунка на сырые листы.
Технологический процесс изготовления МПП на полиимидных пленках начинается с изготовления ДПП. С помощью двустороннего фототравления за один цикл формируются монтажные отверстия диаметром 50-70 мкм на пленке толщиной 50 мкм. При травлении образуется конусообразная форма отверстий, удобная для последующей вакуумной металлизации толщиной 1-2 мкм. После избирательного усиления металлизации слоем гальванической меди и технологическим покрытием (Sn—Ni, Sn—Bi, Sn—Pb) платы поступают на сборку. Многослойные ПП получают приклеиванием двухслойных плат через фигурные изоляционные прокладки из полиимида к жесткому основанию, на котором предварительно сформированы контактные площадки. В качестве основания используются металлические пластины с изолирующим слоем (анодированный алюминий, эмалированная сталь и др.). Электрическое соединение отдельных слоев проводится пайкой в вакууме. Таким образом, можно формировать платы с 15-20 слоями.
Конструкционные материалы печатных плат.
Для изготовления ПП широкое распространение получили слоистые диэлектрики, состоящие из наполнителя и связующего вещества (синтетической смолы, которая может быть термоактивной или термопластичной), керамические и металлические (с поверхностным диэлектрическим слоем) материалы. Выбор материала определяется электроизоляционными свойствами, механической прочностью, обрабатываемостью, стабильностью параметров при воздействии агрессивных сред и изменяющихся климатических условий, себестоимостью. Большинство диэлектриков выпускается промышленностью с проводящим покрытием из тонкой медной электролитической фольги, которая для улучшения прочности сцепления с диэлектрическим основанием с одной стороны оксидирована или покрыта слоем хрома (1-3 мкм). Толщина фольги стандартизирована и имеет значения 5, 18, 35 и 50, 70, 105 мкм. Фольга характеризуется высокой чистотой состава (99,5%), пластичностью, высотой микронеровностей 0,4-0,5 мкм.
В качестве основы в слоистых пластиках используют электроизоляционную бумагу или стеклянную ткань. Их пропитывают фенольной или фенолэпоксидной смолой. Фольгирование диэлектриков с одной или с двух сторон осуществляют прессованием при температуре 160-180 °С и давлении 5-15 МПа. Фольгированные слоистые диэлектрики поставляются в виде листов размерами от 400 до 1100 и толщиной 0,06-3 мкм. Их используют при субтрактивных методах изготовления ПП и МПП. Гетинакс, обладая удовлетворительными электроизоляционными свойствами в нормальных климатических условиях, хорошей обрабатываемостью и низкой стоимостью, нашел применение в производстве несложной РЭА. Для ПП, эксплуатирующихся в сложных климатических условиях, используют более дорогие, обладающие лучшими техническими характеристиками стеклотекстолиты. Они отличаются широким диапазоном рабочих температур (+150°С), низким (0,2-0,8%) водопоглощением, высокими значениями объемного и поверхностного сопротивлений, стойкостью к короблению. Наличие в коммутирующих устройствах мощных цепей питания и блоков высокого напряжения увеличивает опасность возгорания ПП. Повышение огнестойкости диэлектриков достигается введением в их состав антипиренов.
Ниже в таблице представлены материалы основания ПП, наиболее часто используемые в настоящее время для изготовления ОПП, ДПП.
Материал | Марка | Толщина, мм | Материал | Марка | Толщина, мм |
Гетинакс фольгированный | ГФ-1-35 | 1,0; 1,5; 2,0; 2,5; 3,0 | Диэлектрик фольгированный общего назначения с гальваностойкой фольгой | ДФО-1, ДФО-2 (фольга 35 мкм) ДФС-1, ДФС-2 (фольга 20 мкм) | 0,06-2,0 |
Гетинакс фольгированный с гальваностойкой фольгой | ГФ-1-35Г ГФ-2-35Г ГФ-1-50Г ГФ-2-50Г | Диэлектрик фольгированный самозатухающий с гальваностойкой фольгой | |||
Стеклотекстолит фольгированный | СФ-1-35 СФ-2-35 СФ-1-50 СФ-2-50 | 0,5; 1,0; 1,5; 2,0; 2,5; 3,0 | Стеклотекстолит фольгированный с повышенной на-гревостойкостью | СФПН-1-50 СФПН-2-50 | 0,5; 1,0; 1,5; 2,0; 2,5; 3,0 |
То же с гальваностойкой фольгой | Стеклотекстолит фольгированный общего назначения | СОНФ-1 СОНФ-2 | — | ||
Стеклотекстолит теплостойкий фольгированный с гальваностойкой фольгой | СТФ-1-35 СТФ-2-35 СТФ-1-18 СТФ-2-18 | 0,08; 0,1; 0,13; 0,2; 0,15; 0,3; 0,25; 0,5; 0,35; 0,8; 1,5; 2,5; 1; 2;3 | Гетинакс фольгированный общего назначения | ГОФ-1-35Г ГОФ-2-35Г | — |
Стеклотекстолит с двусторонним адгезионным слоем | СТЭК | 1,0; 1,5 | |||
Стеклотекстолит теплостойкий и негорючий фольгированный с гальваностойкой фольгой | СТНФ-1-35 СТНФ-2-35 СТНФ-1-18 СТНФ-2-18 | Стеклотекстолит теплостойкий, армированный алюминиевым протектором | СТПА-5-1 СТПА-5-2 (фольга 5 мкм) | 0,1-2,0 | |
Стеклотекстолит листовой | СТЭФ-1-2ЛК | 1;2 | Стеклотекстолит с катализатором | СТАМ | 0,7-2,0 |
Стеклотекстолит электротехнический | СТЭФ-ВК-1-1,5 | Фольгированный армированный фторопласт | ФАФ-4 (фольга 35 мкм) | — | |
Стеклотестолит фольгированный теплостойкий | СТФТ | — | Стеклотекстолит теплостойкий | СТАЛ (фольга 5, 18, 35, 50, 70 и 100 мкм на медном или алюминиевом протекторе) | — |
По сравнению с гетинаксами стеклотекстолиты имеют лучшие механические и электрические характеристики, более высокую нагревостойкость, меньшее влагопоглощение. Однако у них есть ряд недостатков: худшая механическая обрабатываемость; более высокая стоимость; существенное различие (примерно в 10 раз) коэффициента теплового расширения меди и стеклотекстолита в направлении толщины материала, что может привести к разрыву металлизации в отверстиях при пайке или в процессе эксплуатации.
Для изготовления ПП, обеспечивающих надежную передачу наносекундных импульсов, необходимо применять материалы с улучшенными диэлектрическими свойствами (уменьшенным значением диэлектрической проницаемости и тангенса угла диэлектрических потерь). Поэтому к перспективным относится применение оснований ПП из органических материалов с относительной диэлектрической проницаемостью ниже 3,5.
Нефольгированные диэлектрики применяют при полуаддитивном и аддитивном методах производства ПП. Для улучшения прочности сцепления металлического покрытия с основанием на его поверхность наносят тонкий (50-100 мкм) полуотвержденный клеевой слой (например, эпоксидкаучуковую композицию). Введение в лак, пропитывающий стеклоткань, 0,1-0,2 мас. % палладия, смеси палладия с оловом или закиси меди незначительно снижает сопротивление изоляции, но повышает качество металлизации.
Соединение отдельных слоев МПП осуществляют специальными склеивающими прокладками, которые изготавливают из стеклоткани, пропитанной недополимеризованной эпоксидной смолой. Содержание смолы в прокладках должно быть в пределах 42-52%, а летучих веществ не более 0,75 %. Длительное сохранение клеящих свойств межслойных прокладок достигается их консервацией в герметически упакованных полиэтиленовых мешках при пониженной (+10°С) температуре.
Для производства печатных кабелей применяют армированные фольгированные пленки из фторопласта-4 и полиэфирные пленки. Прямое прессование медной фольги с термопластичным основанием позволяет добиться геометрической стабильности материала при кратковременном изменении температуры до 180-200 °С. Более высокой термостабильностью (до 250 °С), прочностью на растяжение, несгораемостью, радиационной стойкостью, а также способностью к равномерному травлению в щелочных растворах обладают полиимидные пленки, но высокая стоимость и водопоглощение ограничивают их широкое применение коммутационными ДПП и МПП в микроэлектронной аппаратуре. Термопластичные материалы, обладающие повышенной текучестью, используются при изготовлении рельефных ПП. К ним относятся сложные композиции, основу которых составляют полиэфирсульфоны и полиэфиримиды. Введение в пластмассы стеклянного наполнителя увеличивает их рабочую температуру до 260 °С, что позволяет проводить пайку монтируемых элементов расплавлением дозированного припоя в паровой фазе.
В качестве основы для ПП СВЧ-диапазона используют неполярные полимеры (фторопласт, полиэтилен, полипропилен), полярные (полистирол, полифениленоксид) и их сополимеры. Направленное изменение свойств термопластичных материалов достигается наполнением (алунд, двуокись титана), армированием (стеклоткань) и плакированием (медная фольга).
Керамические материалы характеризуются высокой механической прочностью, которая незначительно изменяется в диапазоне температур 20-700 °С, стабильностью электрических характеристик и геометрических параметров, низким (0-0.2%) водопоглощением и газовыделением при нагреве в вакууме, хрупкостью и высокой стоимостью. Промышленность выпускает их в виде пластинок размером от 20х16 до 60х48 мм с высотой микронеровостей 0,02-0,1 мкм и разнотолщинностью ±0,01-0,05 мм. Они предназначены для изготовления одно - и многослойных коммутационных плат микросборок для СВЧ диапазона.
Металлические платы применяются в изделиях с большой токовой нагрузкой, работающих при повышенных температурах. В качестве основы используется алюминий или сплавы железа с никелем. Изолирующий слой на поверхности алюминия получают анодным оксидированием. Варьируя состав электролита и режим электролиза, можно формировать оксидные пленки толщиной от нескольких десятков до сотен микрон с сопротивлением изоляции 0м. На стальных основаниях изолирование токопроводящих участков осуществляют с помощью специальных эмалей, изготавливаемых в виде тонких пленок. В состав эмалей входят оксиды магния, кальция, кремния, бора, бериллия, алюминия или их смеси, связка (поливинилхлорид, поливинилацетат или метилметакрилат) и пластификатор. Пленка соединяется с основанием путем прокатки между вальцами с последующим вжиганием. Таким образом, можно создавать многослойные структуры с различными механическими и электрическими характеристиками.
Для изготовления ГПК, выдерживающих многократные (до 150) изгибы на 90° с радиусом 3 мм, применяют фольгированный лавсан и фторопласт. Материалы с толщиной фольги 5 мкм позволяют изготовить ПП 4-го и 5-го классов точности.
технологическая оснастка изготовления печатных плат [2, 3]
Точность и разрешающая способность получаемых ПП определяются качеством используемой технологической оснастки, основными видами которой являются фотошаблоны, сетчатые трафареты и печатные формы (клише).
Изготовление фотошаблонов.
Изображение рисунка проводников ПП, разработанное на стадии создания конструкторской документации на изделие, должно быть перенесено на защитную маску фото - или металлорезиста в зависимости от типа применяемого процесса для создания ПП. Для переноса изображения предназначены фотошаблоны (ФШ), представляющие собой негативное или позитивное отображение конфигурации печатных проводников, выполненное в натуральную величину на светопроницаемом основании. Комплектом фотошаблонов называют то количество фотошаблонов, совмещающихся между собой, которое необходимо и достаточно для изготовления ПП определенного типа и наименования. По назначению они разделяются на контрольные (эталоны), и рабочие, которые изготавливаются с контрольных методом контактной печати и служат для перенесения имеющегося на них рисунка на плату.
Изображение элементов на фотошаблоне должно соответствовать требованиям чертежа и быть черно-белым, контрастным с четкими и ровными границами при оптической плотности темных полей не менее 2,5-3 ед. и прозрачных участков не более 0,15-0,2 ед., замеренной с точностью ±0,02 ед. на фотоэлектрическом денситометре типа. Размеры печатных проводников и контактных площадок устанавливаются с учетом величины подтравливания. Фотошаблон должен быть износостойким, иметь минимальную деформацию при изменении температуры и влажности окружающей среды. В большей степени перечисленным требованиям удовлетворяют сверхконтрастные фотопластинки и полированные силикатные стекла с металлизированными поверхностями, на которых получают контрольные фотошаблоны. Рабочие фотошаблоны изготавливают на малоусадочных (не более 0,01-0,03%) фотопленках.
На фотошаблоны наносят также технологические контрольные знаки. Контрольный знак - специальный топологический элемент в виде штриха, щели, креста и пр., служащий для контроля точности изготовления оригиналов и фотошаблонов и применяемый для совмещения фотошаблонов слоев двусторонних и многослойных ПП, а также при выполнении операции мультипликации.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
