

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При обработке на сверлильных станках применяют различные приспособления для установки и закрепления заготовок на столах станков.
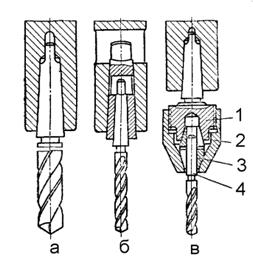
Рис. 9. Способы закрепления инструмента на сверлильных станках
Заготовки закрепляют прижимными планками (рис.10а) или в машинных тисках. При сверлении сквозных отверстий заготовку устанавливают на подкладки, что обеспечивает свободный выход сверла из отверстия. При обработке отверстий параллельных или расположенных под углом к установочной плоскости, используют угольники: простые (рис.10б) и универсальные (рис.10в). Заготовки, имеющие цилиндрические части, закрепляют в трех - или четырехкулачковых патронах, которые крепят на столе станка. При сверлении отверстий в цилиндрических заготовках их устанавливают на призме и закрепляют струбциной (рис.10г). Для сверления нескольких точно расположенных отверстий в заготовках, обрабатываемых большими партиями, широко используют специальные приспособления – кондукторы (рис.10д). Они имеют направляющие втулки 2, обеспечивающие определенное положение режущего инструмента относительно обрабатываемой заготовки 1, закрепляемой в кондукторе. Необходимость в разметке при использовании кондукторов отпадает.
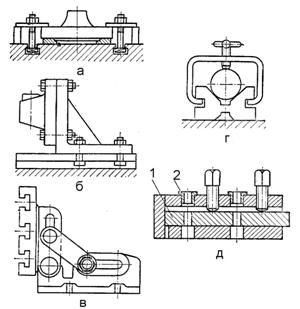
Рис.10. Приспособления для закрепления заготовок
на сверлильных станках
3. Получить у преподавателя индивидуальное задание на выполнение работы.
4. Зарисовать эскиз детали.
Заполнить п.1. бланка отчета.
5. Рассчитать размеры режущих инструментов.
Для инструмента, используемого при обработке отверстия последним, диаметр режущей части должен равняться диаметру обрабатываемого отверстия d=D.
В нашем случае таким инструментом является развертка, поэтому dP=D. Диаметр предшествующего инструмента (зенкера) вычисляем по формуле
![]()
![]() ,
,
где dP – диаметр развертки; 2ZР – припуск на обработку разверткой на диаметр (табл.3).
Таблица 3
Припуски в мм на диаметр при развертывании отверстий
Диаметр развертки, dP, мм | 10–20 | 20–30 | 30–50 | 50–80 |
Общий припуск на черновое и чистовое развертывание | 0,20 | 0,25 | 0,30 | 0,35 |
Припуск на черновую развертку | 0,16 | 0,20 | 0,24 | 0,27 |
Припуск на чистовую развертку | 0,04 | 0,05 | 0,06 | 0,08 |
Примечание. При обработке отверстия одной разверткой припуски должны быть несколько меньше указанных в таблице для черновой развертки.
Диаметр сверла определим по формуле
 ,
,
где dЗ– диаметр зенкера; 2ZЗ – припуск под зенкерование на диаметр. Его величину выбираем по табл.4.
Таблица 4
Среднее значение припусков под зенкерование
Диаметр зенкера dЗ, мм | До 15 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 70 | 80 |
Припуск на диаметр, мм | 0,5 | 1 | 1 | 1,5 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 |
После определения расчетного значения диаметра режущего инструмента его величину выбирают из стандартного ряда значений, приведенных в соответствующих ГОСТах.
При определении диаметра режущего инструмента, кроме расчетного метода, можно также руководствоваться табл.5, где приводятся рекомендуемые значения диаметров сверл, зенкеров, разверток для обработки отверстий различных квалитетов точности.
Таблица 5
Рекомендуемые диаметры сверл, зенкеров, разверток
для обработки отверстий различных квалитетов точности
Диаметры, мм | |||||||
Обрабатываемого отверстия | Первого сверла | Второго сверла | Зенкеры для отверстий квалитета точности | Зенкеры для отверстий квалитета точности | |||
9 | 7–8 | 9 | 7–8 | ||||
Черно- вой | Чисто- вой | ||||||
15 | 14,8 | - | - | 14,85 | 15 | 14,95 | 15 |
16 | 15,8 | - | - | 15,85 | 16 | 15,95 | 16 |
18 | 17,8 | - | - | 17,85 | 18 | 17,94 | 18 |
20 | 18,7 | - | 19,8 | 19,8 | 20 | 19,94 | 20 |
22 | 20,7 | - | 21,8 | 21,8 | 22 | 21,94 | 22 |
24 | 22,7 | - | 23,8 | 23,8 | 24 | 23,94 | 24 |
25 | 23,7 | - | 24,8 | 24,8 | 25 | 24,94 | 26 |
26 | 24,7 | - | 25,8 | 25,8 | 26 | 25,94 | 26 |
28 | 26,7 | - | 27,8 | 27,8 | 28 | 27,94 | 28 |
30 | 15,0 | 28,0 | 29,8 | 29,8 | 30 | 29,98 | 30 |
32 | 20,0 | 30,0 | 31,75 | 31,75 | 32 | 31,98 | 32 |
35 | 20,0 | 33,0 | 34,75 | 34,75 | 35 | 34,93 | 35 |
38 | 25,0 | 36,0 | 37,75 | 37,75 | 38 | 37,93 | 38 |
40 | 25,0 | 38,0 | 39,75 | 39,75 | 40 | 39,93 | 40 |
42 | 25,0 | 40,0 | 41,75 | 41,75 | 42 | 41,93 | 42 |
45 | 25,0 | 43,0 | 44,75 | 44,75 | 45 | 44,93 | 45 |
48 | 25,0 | 46,0 | 47,75 | 47,75 | 48 | 49.93 | 48 |
50 | 25,0 | 48,0 | 49,75 | 49,75 | 50 | 49,93 | 50 |
Примечание. В случае применения одной развертки для отверстий 7–8 квалитета точности следует принимать суммарный припуск черновой и чистовой разверток, указанных в таблице.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
