

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лабораторная работа 5
ОБРАБОТКА ЗАГОТОВОК НА СВЕРЛИЛЬНЫХ СТАНКАХ
ЦЕЛИ работы
1. Изучение студентами дисциплины «Технология конструкционных материалов», раздел «Основы обработки металлов резанием».
2. Приобретение практические навыков по разработке технологических операций обработки отверстий, выполняемых на сверлильных станках.
РЕШАЕМЫЕ ЗАДАЧИ
При выполнении лабораторной работы студенты должны решить следующие задачи:
1. Выполнить обработку отверстий на универсальном сверлильном оборудовании с применением соответствующего режущего инструмента и специальных приспособлений.
2. Изучить работу вертикально-сверлильных и радиально-сверлильных станков.
3. Выбрать режущий инструмент в зависимости от размера и точности заданного отверстия и рассчитать размеры рабочей части инструмента.
3. Изучить методику назначения режимов резания по таблицам нормативов. Рассчитать параметры режима резания и скорректировать их согласно параметрам технической характеристики используемого станка.
СРЕДСТВА ДЛЯ ПРОВЕДЕНИЯ РАБОТЫ
1. Вертикально-сверлильный станок модели 2А125 и радиально-сверлильный станок модели 2Е52 и их описание.
2. Комплект спиральных сверл, зенкеров, разверток, цилиндрических и конических зенковок, цековок и метчиков малых и средних размеров.
3. Сверлильные патроны, переходные втулки и другие приспособления для закрепления режущего инструмента в шпинделе станка.
4. Струбцины, прижимы и другие приспособления для закрепления заготовки на столе станка.
5. Заготовки с отверстиями разных размеров.
6. Исходные данные, методические указания к лабораторной работе.
7. Бланки для оформления отчета.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
1. Установка сверл и других режущих инструментов, приспособлений, заготовок, а также переключение скоростей допускаются только при остановленном станке.
2. Перед установкой инструмента или приспособления в шпиндель станка необходимо убедиться в отсутствии на их хвостовой части царапин и задиров.
Запрещается класть на стол станка режущий инструмент, приспособления заготовки.
3. При работе на станке необходимо обеспечить прочное закрепление режущего инструмента в приспособлении, а приспособления в шпинделе, добиться надежной установки заготовки на столе при помощи прижимов, струбцин и других подобных приспособлений.
4. Практическую часть лабораторной работы на сверлильных станках проводят под наблюдением преподавателя, учебного мастера или лаборанта.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомиться с основными операциями обработки отверстий на сверлильных станках и режущим инструментом.
На сверлильных станках производят сверление, зенкерование, развертывание, зенкование, цекование, нарезание резьбы и обработку сложных комбинированных поверхностей (рис.1).
Сверлением (рис.1а) получают сквозные и глухие цилиндрические отверстия. Шероховатость поверхности после сверления Ra=12,5–6,3 мкм, точность по 11–14 квалитету. Отверстия диаметром больше 30 мм в сплошном материале обычно сверлят двумя свёрлами (первое – диаметром 0,2–0,4 заданного, второе – в размер отверстия).
Рассверливание (рис.1б) спиральным сверлом служит для увеличения диаметра отверстия, который выбирают так, чтобы поперечная режущая кромка в работе не участвовала.
Зенкерование - технологический способ обработки предварительно просверленных отверстий или отверстий, изготовленных литьём или штамповкой. Квалитет точности зенкерования IT10–IT11, шероховатость поверхности Ra = 6,3–3,2 мкм. Зенкерование может быть как чистовой операцией при обработке просверленных отверстий по квалитетам IT11–IT13, так и получистовой с последующим развертыванием.
Развертыванием (рис.1г) получают отверстия повышенной точности (IT5–IT7) с малой шероховатостью (Ra=0,4 мкм). Развертывают цилиндрические и конические отверстия. Для развертывания конических отверстий цилиндрические отверстия в заготовке сначала обрабатывают коническим ступенчатым зенкером (рис.1к), затем конической разверткой (рис.1л) со стружкоразделительными канавками и окончательно – конической разверткой (рис.1м) с гладкими режущими кромками.
Отверстия диаметром до 10 мм развёртывают после сверления, а свыше 10 мм – после сверления и зенкерования. Перед развёртыванием необходимо тщательно обработать торцовую поверхность детали, чтобы развёртка вошла в отверстие без перекоса.
При развёртывании большое число зубьев одновременно участвует в резании. Развёртывание характеризуется небольшой глубиной резания (t = 0,05 ÷ 0,3 мм), что обеспечивает высокую точность и качество обработки.
Зенкованием обрабатывают цилиндрические (рис.1д) и конические (рис.1е) углубления под головки болтов и винтов. Обработку ведут зенкерами специальной конструкции, называемыми зенковками. Некоторые (рис.1д) зенковки имеют направляющую часть, которая обеспечивает соосность углубления и основного отверстия.
Цекованием (рис.1ж) обрабатывают торцовые плоскости, которые являются опорными поверхностями головок винтов, болтов, гаек. Перпендикулярность торца основному отверстию достигают наличием направляющей части у цековки.
Нарезание резьбы производят метчиком (рис.1з).
Комбинированным инструментом получают сложные поверхности (рис.1и).
При сверлении, зенкеровании и развертывании обычно режущему инструменту сообщают главное движение резания – вращающее движение режущего инструмента и движение подачи – осевое перемещение режущего инструмента. При нарезании резьбы метчиками инструмент получает только вращательное движение, а принудительная подача отсутствует, так как метчик–инструмент обеспечивающий самоподачу.
Показатели точности и качества поверхности при различных видах обработки приведены в табл.1.
Таблица 1
Показатели точности и качества поверхности при различных видах обработки отверстий
Вид обработки | Параметр шероховатости | Квалитет |
Сверление до 15 мм: без кондуктора по кондуктору | ||
12,5–6,3 | 14–12 | |
6,3–2,5 | 11 | |
Сверление свыше 15 мм: без кондуктора по кондуктору | ||
25–12,5 | 14–12 | |
6,3–2,5 | 11 | |
Зенкерование: черновое чистовое | ||
25–12,5 | 15-12 | |
6,3–2,5 | 11–10 | |
Развертывание: получистовое чистовое тонкое | ||
2,5 | 10–9;8 | |
1,25–0,63 | 7–8; 8 | |
0,32 | 7–6 |
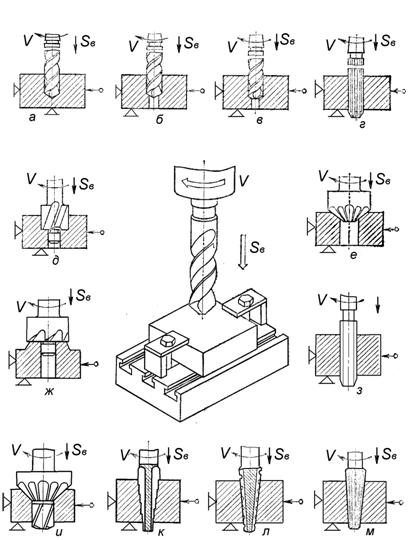
Рис.1. Виды обработки отверстий на сверлильных станках
Для обработки деталей на сверлильных станках применяют сверла, зенкеры, развертки, метчики и комбинированные инструменты.
Сверла по конструкции подразделяют на спиральные, центровые и специальные. Самые распространенные из них спиральные, предназначены для сверления и рассверливания отверстий, глубина которых не превышает 10 диаметров сверла.
Конструкция спирального сверла показана на рис.2, а элементы и углы – на рис.3.
Рабочая часть сверла имеет две спиральные канавки и заканчивается заборным конусом - режущей частью. В пересечении винтовых канавок с конусом (передней и главной задней поверхностей) образуются две главные режущие кромки, выполняющие основную работу резания.
Главные режущие кромки при сопряжении друг с другом образуют поперечное лезвие - перемычку (вспомогательная режущая кромка). Перемычка расположена относительно главных режущих кромок под углом ![]() и режет металл с затруднением. В связи с этим отверстия диаметром более 30 мм просверливаются в два приема. Вначале сверлят отверстие диаметром, немного превышающим длину перемычки сверла, а затем отверстие рассверливают до необходимого диаметра.
и режет металл с затруднением. В связи с этим отверстия диаметром более 30 мм просверливаются в два приема. Вначале сверлят отверстие диаметром, немного превышающим длину перемычки сверла, а затем отверстие рассверливают до необходимого диаметра.
Для уменьшения трения направляющей части сверла о стенки просверливаемого отверстия его диаметр имеет переменное сечение, уменьшающееся к хвостовику. В этих же целях наружная поверхность направляющей части сверла имеет две выступающие ленточки, расположенные вдоль винтовых канавок. Кромки ленточек зачищают цилиндрическую поверхность просверливаемого отверстия, поэтому их считают вспомогательными режущими кромками. Таким образом, спиральное сверло имеет пять режущих кромок — две главные, поперечную и две вспомогательные. Две главные режущие кромки образуют угол при вершине (угол в плане) 2![]() . Для сверления мягких материалов 2
. Для сверления мягких материалов 2![]() =80–90о, для твердых и хрупких 2
=80–90о, для твердых и хрупких 2![]() =130–140о. Стандартные сверла рассчитаны на сверление конструкционных сталей и имеют угол 2
=130–140о. Стандартные сверла рассчитаны на сверление конструкционных сталей и имеют угол 2![]() =116–118о. Угол наклона винтовой канавки
=116–118о. Угол наклона винтовой канавки ![]() определяет положение передней поверхности сверла и, следовательно, передний угол резания.
определяет положение передней поверхности сверла и, следовательно, передний угол резания.
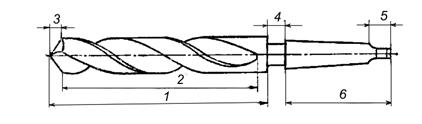
Рис.2. Конструкция спирального сверла:
1 – рабочая часть; 2 – направляющая часть; 3 – режущая часть;
4 – шейка; 5 – лапка; 6 – хвостовик (конический или цилиндрический)
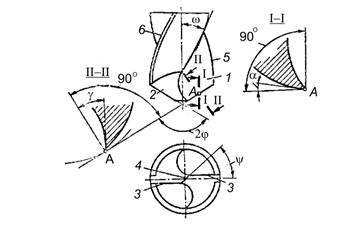
Рис. 3. Элементы и углы спирального сверла:
1 – спиральная канавка (передняя поверхность); 2 – главная задняя поверхность; 3 – главные режущие кромки; 4 – перемычка (поперечное режущее лезвие); 5 – вспомогательные режущие кромки; 6 – ленточка.
Передний угол ![]() измеряют в главной секущей плоскости II-II, перпендикулярной главной режущей кромке (рис. 3). В разных точках режущего лезвия передний угол различен: наибольший – у наружной поверхности сверла (
измеряют в главной секущей плоскости II-II, перпендикулярной главной режущей кромке (рис. 3). В разных точках режущего лезвия передний угол различен: наибольший – у наружной поверхности сверла (![]() ), наименьший – у перемычки.
), наименьший – у перемычки.
Задний угол ![]() измеряют в плоскости I-I, параллельной оси сверла. У наружной поверхности сверла
измеряют в плоскости I-I, параллельной оси сверла. У наружной поверхности сверла ![]() =8–12о, у оси
=8–12о, у оси ![]() =20–25о. Угол наклона винтовой канавки определяют по наружному диаметру и обычно он составляет 18–30о.
=20–25о. Угол наклона винтовой канавки определяют по наружному диаметру и обычно он составляет 18–30о.
Зенкеры используют для обработки отверстий, предварительно полученных литьем, штамповкой или сверлением. По форме рабочей части зенкеры делятся на прямозубые и спиральные. Спиральные зенкеры внешне похожи на сверло, но имеют не две, а три или четыре винтовые канавки меньшей глубины, чем канавки сверла. Небольшая глубина канавок определяет его большую жесткость, чем у сверла, что позволяет получить более точное отверстие, а наличие большего числа режущих лезвий (3–4) обеспечивает меньшую величину шероховатости. Зенкер не имеет перемычки, поэтому он не может работать в сплошном материале, а может лишь увеличивать диаметр отверстия на 1 ÷ 6 мм.
Спиральный цилиндрический зенкер (рис.4) имеет рабочую часть 6, шейку 2 и хвостовик 4.
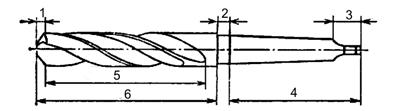
Рис.4. Конструкция цилиндрического зенкера
На рабочей части 6 выделяют следующие элементы: заборный конус с режущими лезвиями (режущая часть) – 1; калибрующая часть – 5, обеспечивающие направление зенкера и калибровку отверстия.
Геометрические параметры зенкера: угол в плане ![]() =45–60о (2
=45–60о (2![]() =90–120о); угол наклона винтовых канавок
=90–120о); угол наклона винтовых канавок ![]() =10–300; передний угол у зенкера с тремя канавками
=10–300; передний угол у зенкера с тремя канавками ![]() =20–30о; с четырьмя
=20–30о; с четырьмя ![]() =12–15о; задний угол
=12–15о; задний угол ![]() =8–10о.
=8–10о.
Зенкеры изготовляются цельными, сварными и сборными (с пластинками из твердого сплава). По назначению зенкеры бывают цилиндрические, конические, ступенчатые (рис.5).
В качестве последней (отделочной) операции обработки отверстий применяется развертывание, осуществляемое инструментом разверткой. Развертка внешне похожа на зенкер, но отличается от него большим числом режущих лезвий (от 6 до 12), более пологой режущей (заборной) частью и меньшей глубиной канавок. Последнее предопределяет припуск на развертывание: для чернового развертывания он составляет 0,1–0,4 мм на диаметр, для чистого – 0,05–0,2 мм. Конструкция развертки показана на рис.6. Развертка, как и зенкер, состоит из рабочей части, шейки и хвостовика.
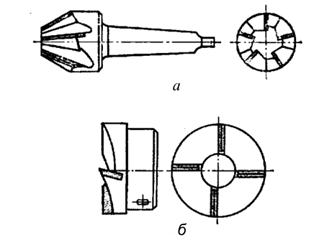
Рис.5. Зенкеры:
а – конические (зенковка); б – торцевые
Рабочая часть развертки состоит из входного конуса, режущей и калибрующей частей.
Калибрующая часть состоит из цилиндрической и конусной части. Цилиндрическая часть служит для направления развертки в процессе резания и калибрования отверстия. Для уменьшения трения развертки об обработанную поверхность и уменьшения разбивки отверстия делают обратный конус (3 – 6 мкм).
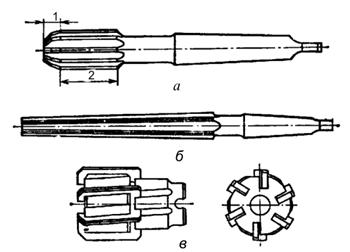
Рис.6. Развертки:
![]() а – цилиндрическая; б – коническая; в – машинная насадная
а – цилиндрическая; б – коническая; в – машинная насадная
1– режущая часть с направляющим конусом; 2– калибрующая часть
Метчики применяют для нарезания внутренних резьб. Они представляют собой винт с прорезанными прямыми или спиральными канавками, образующими режущие лезвия, и состоят из рабочей и хвостовой частей (рис.7).
Рабочая часть метчика имеет режущую и калибрующую часть. Режущая часть служит для нарезки резьбы, а калибрующая зачищает ее.
Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. Различают гаечные, машинные и ручные метчики.
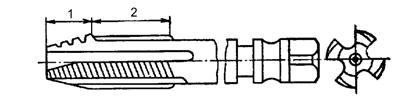
Рис. 7. Конструкция метчика:
1– режущая (заборная) часть; 2 – калибрующая часть
2. Ознакомиться с устройством сверлильных станков и их приспособлениями.
По принятой классификации сверлильные станки относятся ко второй группе станков, которая делится на следующие типы:
- вертикально-сверлильные.
- одношпиндельные.
- многошпиндельные.
- координатно-расточные.
- радиально-сверлильные.
- горизонтально-расточные.
- алмазно-расточные.
- горизонтально-сверлильные.
- разные сверлильные.
В соответствии с классификацией маркировка станка расшифровывается следующим образом: первая цифра (2) указывает на принадлежность станка к сверлильной группе; буква после цифры, при её наличии, указывает на модернизацию станка; следующая цифра определяет тип станка; следующая за ней цифра определяет характерный размер станка – наибольший диаметр сверления отверстий.
Среди станков 2-й группы, предназначенных для обработки отверстий, широкое распространение получили вертикально-сверлильные и радиально-сверлильные станки.
Общий вид сверлильных станков показан на рис.8.
На фундаментной плите вертикально-сверлильного станка (рис.8а) закреплена станина, в верхней части которой расположен электродвигатель. Он вращает сверло, закреплённое в нижней части шпинделя. Вращение передаётся шпинделю через коробку скоростей, которая находится в консольной части станка. Поступательное движение подачи передаётся сверлу от коробки подач, находящейся в подвижном кронштейне. Подача может быть автоматической или ручной.
Заготовку закрепляют на столе, который вручную можно перемещать в вертикальном направлении.
Радиально-сверлильные станки используют для обработки отверстий в тяжёлых и крупногабаритных заготовках, которые неудобно или невозможно установить на столе вертикально-сверлильного станка.. Обрабатываемые отверстия могут находиться на значительном расстоянии друг от друга. Это возможно, благодаря тому, что ось режущего инструмента можно совместить с осью обрабатываемого отверстия без изменения положения заготовки за счёт перемещения шпиндельной бабки.
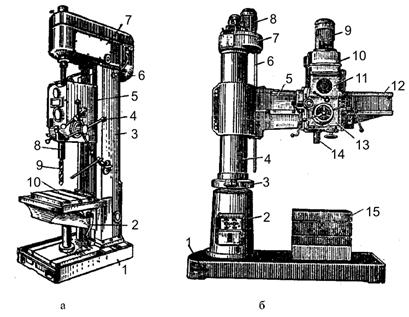
Рис.8. Одношпиндельный вертикально-сверлильный станок (а):
1 – фундаментная плита; 2 - рукоятка вертикального перемещения стола;
3 – станина; 4 – штурвал ручного перемещения шпинделя; 5 – подвижный кронштейн; 6 – электродвигатель; 7 – шпиндельная головка; 8 – шпиндель; 9 – сверло; 10 – стол.
Радиально-сверлильный станок (б):
1– фундаментная плита; 2 – колонна; 3 – разрезной хомут; 4 – поворотная гильза; 5 консоль (траверса); 6 – винт подъёма консоли; 7 – редуктор; 8 – электродвигатель подъёма консоли; 9 – электродвигатель подачи; 10 – коробка скоростей; 11 – пиндельная головка; 12 – рейки перемещения шпиндельной головки; 13 – коробка подач; 14 – шпиндель; 15 – съёмный стол.
На рис.8б показана конструкция радиально-сверлильного станка. На фундаментной плите станка закреплена станина с колонной и поворотной гильзой. Разрезной хомут скрепляет колонну со станиной. На колонне закреплена консоль, которая может перемещаться вдоль нее вверх и вниз с помощью электродвигателя, редуктора и винта. На консоли находится шпиндельная головка, где размещается коробка скоростей, коробка подач и шпиндель.
Шпиндельная головка может радиально перемещаться по направляющим рейкам консоли, а консоль может поворачиваться вокруг колонны на определённый угол механически или вручную.
При работе на станках этого типа заготовку можно закрепить неподвижно на съёмном столе или прямо на фундаментной плите. Ось инструмента, закреплённого в шпинделе, совмещают с осью обрабатываемого отверстия с помощью трёх перемещений:
- вертикального вдоль оси шпинделя;
- радиального, по направляющим консоли;
- вокруг колонны на определённый угол.
К основным параметрам станков относятся наибольший вылет шпинделя - расстояние от его оси до направляющих в вертикально-сверлильных станках и до ближайшей образующей колонны в радиально-сверлильных станках; наибольший ход шпинделя - перемещение его вдоль оси; размер конического отверстия шпинделя, определяемого номером конуса Морзе (чем больше номер, тем больше диаметр отверстия) и другие. Регулирование частот вращения шпинделя и его подачи в станках осуществляется ступенчато (табл.2).
Режущий инструмент в шпинделе сверлильного станка закрепляют с помощью вспомогательного инструмента: переходных втулок, сверлильных патронов и оправок.
Режущие инструменты с коническим хвостовиком закрепляют непосредственно в шпинделе станка (рис.9а). Силы трения удерживают его от выпадения и обеспечивают передачу необходимого для сверления крутящего момента. Если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя, то применяют переходные конические втулки. (рис.9б). Наружные и внутренние поверхности переходных втулок выполняют с конусом Морзе семи номеров от 0 до 6 по ГОСТ 8522-70. Втулку вместе со сверлом вставляют в конусное гнездо шпинделя станка. Если одной втулки недостаточно, то применяют несколько переходных втулок, которые вставляют одну в другую.
Таблица 2
Фрагмент технической характеристики сверлильных станков
Параметры | Модель станка | |
2А125 | 2Е52 | |
Наибольший условный диаметр сверления, мм | 25 | 25 |
Вертикальное перемещение сверлильной головки, мм | 250 | 325…852 |
Наибольший ход шпинделя, мм | 175 | 130 |
Конус Морзе (КМ) отверстия шпинделя, № | 3 | 3 |
Число ступеней вращения шпинделя | 9 | 8 |
Частота вращения шпинделя | 97–1360 | 56–1400 |
Число настраиваемых подач шпинделя | 9 | 3 |
Подача шпинделя, мм/об | 0,1–0,81 | 0,1–0,2 |
Наибольшая допустимая сила подачи, Н | 9000 | 5000 |
Мощность главного электродвигателя, кВт | 2,2 | 2,2 |
КПД станка | 0,8 | 0,8 |
Для крепления режущих инструментов с цилиндрическим хвостовиком диаметром до 20 мм используют сверлильные патроны различной конструкции – двух-, трехкулачковые или цанговые. Закрепление режущего инструмента в цанговом патроне показано на рис.9в. На резьбовую часть корпуса патрона 1 навинчивается втулка 2, в которой находится разрезная цанга 3. цилиндрический хвостовик инструмента 4 вставляют в отверстие цанги и закрепляют вращением втулки 2 по часовой стрелке.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
