
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
** 8 – Производитель «Светогорский ЦКК».
В связи с тем, что бумагообразующие свойства вторичного волокна во многом зависят от технологических параметров и эта взаимосвязь на каждом предприятии индивидуальна, необходима оптимизация технологических параметров.
2. Статистическая оценка технологических параметров
и характеристик бумаги для гофрирования
Технологические процессы целлюлозно-бумажного производства имеют стохастическую природу, что обусловливает вариацию характеристик качества технической целлюлозы, бумаги и картона. Поэтому статистический контроль должен использоваться как для регулирования хода технологических процессов, так и для оценки качества готовой продукции.
При проведении эксперимента оценивалась вариация контролируемых согласно технологическому регламенту характеристик поступающей на фабрику макулатуры, параметров размольно-подготовительного отдела и бумагоделательной машины, характеристик бумаги для гофрирования. Для получения достоверных результатов сбор данных и формирование выборки проводили в течение календарного года по журналам технологического контроля. Статистическую обработку данных осуществляли поквартально и в целом за год. Отдельной задачей эксперимента являлась оценка, насколько значимо влияют контролируемые параметры на качество продукции.
Полученные экспериментальные данные свидетельствуют, что повышенной нестабильностью обладают такие характеристики макулатуры, как влажность (v = 2…21 %), зольность (v = 23…65 %) и степень помола (v = 4…23 %). Значительные различия наблюдаются в вариациях характеристик по кварталам. Степень помола волокна после процесса разволокнения имеет v = 11,8 %, а поступающая на размол v = 6,8 %, степень помола бумажной массы после размола v = 8,0 %. Вариация объемов массы в массных бассейнах составляет 20 %, что свидетельствует о большой разнице в продолжительности взаимодействия волокна с водой.
Известно, что чем выше продолжительность взаимодействия, тем в большей степени снижается прочность первичного волокна целлюлозы. В случае использования вторичного волокна эта проблема усложняется особенностями взаимодействия с водой волокон с ороговевшей поверхностью. Необходимо решить вопрос не только о стабильности этого параметра, но и об оптимальном объеме массы в массных бассейнах. Высокая вариация концентрации массы, поступающей на размол, приводит к высоким колебаниям степени помола бумажной массы, что отрицательно влияет на качество продукции.
В таблицах 2 и 3 представлены данные о вариации технологических параметров БДМ и характеристик вырабатываемой продукции, которые свидетельствуют о высокой нестабильности работы машины и, как следствие, нестабильности качества бумаги для гофрирования. (Жирным шрифтом в таблицах выделены значимые коэффициенты вариации.)
Таблица 2 – Статистическая оценка вариации параметров БДМ,
вырабатывающей бумагу для гофрирования (среднегодовая)
Характеристика | Единица измерения | Xср | σx | Xmin | Xmax | v, % |
VБДМ | м/мин | 112,5 | 8,9 | 94,0 | 129,0 | 7,9 |
KН | 0,9 | 0,0 | 0,8 | 1,0 | 4,6 | |
сНЯ | % | 0,7 | 0,1 | 0,5 | 0,8 | 7,3 |
СПНЯ | ºШР | 44 | 3,0 | 38,0 | 53,0 | 6,8 |
ТНЯ | ºС | 26,2 | 4,7 | 19,0 | 37,0 | 17,9 |
PВОЯ | МПа | 0,026 | 0,0073 | 0,013 | 0,039 | 28,4 |
PВГВ | МПа | 0,053 | 0,0207 | 0,0132 | 0,066 | 39,2 |
PУДП1 | Н/см2 | 32 | 5 | 24 | 35 | 15,6 |
Т1 | ºС | 60,05 | 7,6 | 44 | 81 | 13,1 |
Т2 | ºС | 125 | 11,3 | 82 | 143 | 9,0 |
Т3 | ºС | 119,4 | 12,5 | 89 | 146 | 10,5 |
Таблица 3 – Статистическая оценка вариации характеристик качества
бумаги для гофрирования (среднегодовая)
Характеристика | Единица измерения | Xср | σx | Xmin | Xmax | v, % |
RCT | Н | 119,1 | 8,0 | 103,0 | 147,0 | 6,7 |
PУД | кН/м | 7,5 | 0,6 | 6,5 | 9,2 | 8,0 |
П | кПа | 344,1 | 41,4 | 283,0 | 463,0 | 12,0 |
VС | г/м2 | 65,8 | 15,7 | 8,5 | 102,0 | 23,9 |
W | % | 7,1 | 0,6 | 5,9 | 8,2 | 8,0 |
m | г/м2 | 125,8 | 3,9 | 120,0 | 143,0 | 3,1 |
Корреляционный анализ показал, что из 41 контролируемого параметра значимое влияние на сопротивление продавливанию оказывают только 10: зольность макулатурного сырья марки МС 5Б/1 (ЗБ/1), средняя длина волокна макулатуры марки МС 5Б/1-2 (lБ/1-2), степень помола макулатурной массы, поступающей на размол (СПМП) и после размола (СПМР), условия подачи и расход проклеивающих химических добавок (VКР и QКР), скорость БДМ (VБДМ), а также температура сушильных цилиндров в первом и втором периодах сушки.
Сопротивление продавливанию было выбрано для примера, как имеющее самый высокий коэффициент вариации. Было получено эмпирическое уравнение взаимосвязи сопротивления продавливанию (П) с технологическими параметрами, значимо влияющими на ее изменчивость:
 (1)
(1)
где X1 – зольность поступающей макулатуры марки МС 5Б/1 (ЗБ/1), %; X2 – средняя длина волокна макулатуры марки МС 5Б/1-2 (lБ/1-2), мм; X3 – степень помола поступающей на размол массы (СПМП), °ШР; X4 – степень помола размолотой массы (СПМР), °ШР; X5 – скорость истечения крахмального клея (VКР), л/мин; X6 – расход крахмального клея, кг/т; X7 – расход клея (QКЛ), кг/т; X8 – скорость БДМ (VБДМ), м/мин; X9, X10– температура сушильных цилиндров в первый и второй период сушки соответственно (T1, T2), °С.
Средняя относительная достоверность аппроксимации составила 0,9 %. Это свидетельствует, что контролируются не всегда те параметры, высокая вариация которых значимо влияет на качество производимой продукции. Было показано, что если технологические параметры поддерживать в рамках заданных регламентом, то значение сопротивления продавливанию можно повысить на 14,4 %.
Таким образом, для прогнозирования качества бумаги для гофрирования необходимо установление характеристик сырья и параметров производства, позволяющих делать это с высокой вероятностью. Необходима стабилизация технологических параметров.
3. Исследование влияния технологических параметров на деформационные и прочностные характеристики бумаги для гофрирования
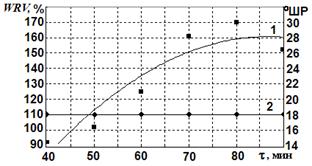
Исследование влияния процесса разволокнения на свойства макулатурной массы. Взаимосвязь продолжительности взаимодействия макулатуры с водой при разволокнении и водоудерживающей способности макулатурной массы представлена на рисунках 3 и 4. Макулатурная масса содержала 10 % макулатуры МС-5Б/1; 10 % – МС-5Б/1-2 и 80 % – МС-5Б/3.
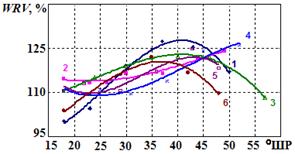
Из рисунков 3 и 4 следует, что водоудерживающая способность вторичного волокна данной композиции возрастает до продолжительности взаимодействия с водой равной 80 мин, при этом не наблюдается изменения степени помола макулатурной массы. Зависимость WRV от степени помола нелинейная, точка перегиба на кривых соответствует примерно 35…45 ºШР (размол проводили в лабораторном ролле, рисунок 4). Таким образом, водоудерживающая способность и степень помола, определенная по методу Шоппер-Риглера, – характеристики невзаимозаменяемые.
|
|
Рисунок 3 – Влияние продолжительности взаимодействия вторичного волокна с водой на WRV (1) и степень помола ºШР (2) | Рисунок 4 – Взаимосвязь степени помола с WRV вторичного волокна при разной продолжительности взаимодействия с водой: 1 – 40; 2 – 50; 3 – 60; 4 – 70; 5 – 80; 6 – 90 мин |
Повышение способности вторичного волокна к размолу наблюдается при водоудерживающей способности равной 120…125 %, т. е. после взаимодействия с водой в течение 70…80 мин. С увеличением WRV в исследуемых пределах (92…170 %) характеристики E1, eр, St и P не размолотого волокна изменялись незначительно, а Sb и Aр имели тенденцию к снижению.
 Исследование влияния процесса размола макулатурной массы на деформационные и прочностные свойства. Данный эксперимент проводили в производственных условиях. Было отобрано 3 серии образцов (изменение концентрации массы и производительности мельницы приведены на рисунке 5). При исследовании каждого образца нагрузка на мельнице изменялась и составляла 0,30; 0,35; 0,40; и 0,45 МВт·ч/т.
Исследование влияния процесса размола макулатурной массы на деформационные и прочностные свойства. Данный эксперимент проводили в производственных условиях. Было отобрано 3 серии образцов (изменение концентрации массы и производительности мельницы приведены на рисунке 5). При исследовании каждого образца нагрузка на мельнице изменялась и составляла 0,30; 0,35; 0,40; и 0,45 МВт·ч/т.
 Из рисунка 5 следует, что ход кривых зависит от параметров процесса размола. Это свидетельствует, что характеристика степени помола по Шоппер-Риглеру недостаточно адекватно прогнозирует процессы, происходящие в мокрой части БДМ.
Из рисунка 5 следует, что ход кривых зависит от параметров процесса размола. Это свидетельствует, что характеристика степени помола по Шоппер-Риглеру недостаточно адекватно прогнозирует процессы, происходящие в мокрой части БДМ.
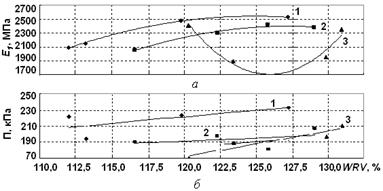
При построении зависимости y = f(WRV), представленной на рисунке 6, где y – характеристика деформативности или прочности (определялось по 6 таких характеристик), было установлено, что в случае каждой отдельной характеристики ход кривых различен и зависит от данной совокупности параметров процесса размола. Установлено избирательное воздействие параметров размола на деформативность и прочность. В первом случае закономерности имеют криволинейный характер, во втором – прямолинейный.

 Исследование влияния процесса фракционирования на физико-механические свойства бумажной массы из вторичного волокна. При проведении эксперимента использовалась центробежная напорная сортировка типа СЦН-09, модернизированная для выполнения функции фракционатора и установленная в технологическом потоке. Предварительные опыты показали, что оптимальное соотношение получаемых коротко - и длинноволокнистой фракции составляет 2/3, т. е. 40 и 60 %. После соответствующего размола фракций прирост стандартных характеристик бумаги составил порядка 6 %.
Исследование влияния процесса фракционирования на физико-механические свойства бумажной массы из вторичного волокна. При проведении эксперимента использовалась центробежная напорная сортировка типа СЦН-09, модернизированная для выполнения функции фракционатора и установленная в технологическом потоке. Предварительные опыты показали, что оптимальное соотношение получаемых коротко - и длинноволокнистой фракции составляет 2/3, т. е. 40 и 60 %. После соответствующего размола фракций прирост стандартных характеристик бумаги составил порядка 6 %.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
