
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
ЮЖАНИНОВА Людмила Анатольевна
ПОВЫШЕНИЕ КАЧЕСТВА
БУМАГИ ДЛЯ ГОФРИРОВАНИЯ
ИЗ МАКУЛАТУРЫ
Специальность 05.21.03 – Технология и оборудование химической переработки
биомассы дерева; химия древесины
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Архангельск - 2008
Работа выполнена на кафедре технологии целлюлозно-бумажного производства
ГОУ ВПО «Архангельский государственный технический университет»
Научный руководитель: доктор технических наук
Официальные оппоненты: доктор технических наук, профессор
;
кандидат технических наук, доцент
Ведущая организация – научно-исследовательский институт целлюлозно-бумажной промышленности» (),
Санкт-Петербург
Защита состоится " 27 " сентября 2008 года
в ___ часов на заседании диссертационного совета Д 2
в Архангельском государственном техническом университете по адресу:
г. Архангельск, Набережная Северной Двины, 17.
С диссертацией можно ознакомиться в библиотеке Архангельского государственного технического университета.
Автореферат разослан "___"____________2008 года
Ученый секретарь диссертационного совета
______________
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Важным условием роста производства тарного картона, т. е. совокупности составляющих видов картона и бумаги – картона для плоских слоев гофрированного картона (картона-лайнера) и бумаги для гофрирования (флютинга), предназначенных для изготовления картонной тары, является использование в качестве сырья макулатуры. Производство этих видов бумаги и картона в последнее десятилетие входит в число наиболее развивающихся секторов мировой целлюлозно-бумажной промышленности. По-видимому, такая тенденция сохранится в ближайшие полтора десятилетия. В России выпуск тарного картона за период с 1995 г. по 2005 г. увеличился в 2,7 раза, а удельный вес тарного картона в общем объеме производства картона вырос с 64 до 72,9 %. В то же время отечественная промышленность не удовлетворяет полностью спрос российского рынка на тару из гофрокартона, имеет место импорт данной продукции. Кроме того, российский рынок с трудом переходит на мировые стандарты оценки качества целлюлозно-бумажной продукции. Повышение требований, предъявляемых к упаковке продукции, заставляет производителей тары совершенствовать как технологию, так и методы испытаний. Поэтому, установление взаимосвязи технологических параметров с характеристиками деформативности и прочности является важной научной и производственной задачей. Таким образом, заслуживает внимания проблема научно-обоснованного регулирования технологических параметров основных процессов подготовки вторичного волокна к отливу на бумагоделательной машине и формирования структуры бумаги для гофрирования.
Цель и задачи исследования. Цель работы - исследование взаимосвязи технологических параметров производства бумаги для гофрирования из макулатуры с характеристиками деформативности и прочности для оперативного управления качеством.
Для реализации указанной цели поставлены и решены следующие задачи:
1) выявить показатели, характеризующие бумагообразующие свойства вторичного волокна и деформативность бумаги для гофрирования из макулатуры, позволяющие прогнозировать качество;
2) установить отличия в механическом поведении различных образцов бумаги для гофрирования, изготовленных из первичного или вторичного волокна;
3) исследовать влияние вариации параметров основных технологических процессов на стандартные характеристики качества бумаги для гофрирования;
4) установить взаимосвязь вариации средней длины вторичного волокна с деформационными и прочностными характеристиками бумаги для гофрирования;
5) установить влияние основных технологических параметров отдела массоподготовки и бумагоделательной машины на деформационные и прочностные характеристики бумаги для гофрирования;
6) разработать, используя полученные экспериментальные данные, рекомендации по совершенствованию технологии бумаги для гофрирования из макулатуры с целью повышения ее качества.
Научная новизна. Получены новые данные о влиянии технологических параметров на деформационные свойства бумаги для гофрирования из макулатуры, позволяющие усовершенствовать технологию данной бумаги с более высокими деформативностью или прочностью, в зависимости от запросов потребителей. Развиты научные представления о возможности использования характеристики водоудерживающей способности волокна (WRV) для контроля деформационных свойств бумаги для гофрирования из макулатуры. Показано, что для прогнозирования механического поведения бумаги для гофрирования необходимо в нормативные документы ввести следующие характеристики: модуль упругости (Et) или жесткость при растяжении (St); деформация (et); время релаксации напряжения (n0); жесткость при изгибе (EI); работа деформирования при растяжении (Аt).
Практическая значимость. Предложенная в данной диссертационной работе концепция по совершенствованию технологии бумаги для гофрирования из макулатуры, использующая данные, применена при разработке плана модернизации производства, реализация которого привела к увеличению производительности и повышению качества. Реальный экономический эффект составил 35 913 720 руб. (акты о внедрении результатов исследований представлены в приложении к диссертационной работе). Разработанная и согласованная нормативно-техническая документация на бумагу для гофрирования из макулатуры используется при работе по пересмотру общероссийского стандарта на бумагу для гофрирования.
Апробация работы. Основные положения диссертационной работы докладывались и получили положительную оценку на следующих конференциях: международных научно-технических конференциях: «Теория и технология бумажно-картонной продукции из вторичного волокнистого сырья» (Караваево-Правда, 2004); «Технология переработки макулатуры» (Караваево-Правда, 2005); «Современные научные основы и инновационные технологии бумажно-картонных материалов с использованием вторичного волокна из макулатуры» (Караваево, 2006); «Новое в технологии и оборудовании для производства гофрокартона и гофротары» (Санкт-Петербург, 2007); «Современные технологии и оборудование промывки, сортирования и размола волокнистых масс в целлюлозно-бумажной промышленности» (Санкт-Петербург, 2007), а также научно-технической конференции в Архангельском государственном техническом университете (2008).
Публикации. По теме диссертации опубликовано 10 научных работ, в том числе монография «Особенности технологии бумаги-основы для гофрирования из макулатуры и требования к ее потребительским свойствам» и обзор «Научные основы переработки макулатуры». В журналах, рекомендуемых ВАК Минобрнауки РФ, опубликовано 3 научных труда.
Структура и объем диссертации. Диссертационная работа состоит из введения; аналитического обзора; главы – «объекты и методы исследований»; экспериментальной части, включающей 4 раздела; общих выводов; четырех приложений (акты производственных испытаний). Содержание работы изложено на 139 страницах, включая 47 рисунков и 52 таблицы, библиография содержит 110 наименований. Приложений 4.
Автором выносятся на защиту следующие основные результаты диссертационной работы:
- анализ экспериментальных данных о природе различного механического поведения бумаги для гофрирования, произведенной из первичного или вторичного волокна;
- экспериментальные данные о влиянии вариации технологических параметров, наблюдаемой в производственных условиях, на стандартные характеристики бумаги для гофрирования;
- исследования взаимосвязи водоудерживающей способности (WRV) вторичного волокна с деформационными и прочностными свойствами бумаги для гофрирования;
- анализ влияния параметров основных технологических процессов на деформационные и прочностные свойства бумаги для гофрирования;
- анализ возможности повышения качества бумаги для гофрирования и практические рекомендации.
КРАТКОЕ СОДЕРЖАНИЕ ДИССЕРТАЦИИ
Введение. В этом разделе обоснована актуальность темы исследований, сформулированы цель работы и задачи исследования, указаны положения, выносимые на защиту.
Аналитический обзор. Обобщены сведения о гофрокартоне и его составляющих – картоне для плоских слоев и бумаги для гофрирования. Показано влияние свойств бумаги для гофрирования на образование гофрированного слоя на гофроагрегате. Рассмотрены особенности технологии бумаги для гофрирования из макулатуры. Проведено сравнение свойств бумаги для гофрирования, произведенной из первичного или вторичного волокна. Проанализированы методы оценки качества компонентов тарного картона в системах стандартов ГОСТ, ISO, TAPPI, EN, SCAN и DIN.
Объекты и методы исследования. В работе использовались образцы бумаги для гофрирования лабораторного и производственного изготовления. В качестве объекта исследований выбрана одна из отечественных БДМ.
При проведении эксперимента использовали как стандартные, так и оригинальные методы испытаний, в частности: комплексная оценка механического поведения испытуемого материала при приложении растягивающей нагрузки; определение сопротивления торцевого сжатия короткого участка в плоскости листа по методу SCT в соответствии со стандартом ISO 9895; определение вязкости разрушения в соответствии со стандартом SCAN-P77:95 и др. Для оценки стабильности и точности определяемых характеристик были использованы методы статистической обработки результатов исследования и планирования эксперимента.
Экспериментальная часть состоит из 4 разделов:
1. Исследование деформационных и прочностных характеристик
бумаги для гофрирования различных производителей.
Свойства бумаги для гофрирования во многом зависят от качества полуфабрикатов, применяемой технологии и установленного в технологическом потоке оборудования. Вырабатываемая на ЦБК» бумага не удовлетворяла производителей по качеству, которое было ниже по сравнению с импортными образцами и образцами некоторых российских производителей. Кроме того, характеристики, используемые согласно нормативным документам для оценки качества (удельное разрушающее усилие, абсолютное сопротивление продавливанию, разрушающее усилие при сжатии кольца), не позволяют реально оценить потребительские свойства данной продукции.
Необходимость расширения характеристик для оценки качества тарного картона обоснована в ряде работ. Прежде всего, это касается характеристик, получаемых при испытании на растяжение и изгиб, так как эти виды нагрузок воздействуют на структуру материала при его переработке и потреблении.
С целью оценки механического поведения образцов бумаги для гофрирования, произведенной из первичного и вторичного волокна на различных предприятиях, были испытаны одиннадцать видов бумаги, (рисунок 1).
Известны два фундаментальных факта: во-первых, процесс разрушения материала определяется разрушением химических связей, а процесс деформирования – преодолением сил межмолекулярного взаимодействия; во-вторых, разрушение и деформирование связаны с различными компонентами тензора разрушения (разрушение – с нормальным растягивающим напряжением, а деформирование – со сдвиговыми напряжениями).
 На большинстве предприятий отрасли (в том числе на ЦБК» в период проведения эксперимента) технологические режимы отработаны на получение продукции с заданными прочностными свойствами. При наличии избирательного влияния технологических параметров на деформационные и прочностные характеристики необходимо изучение взаимосвязей конкретных параметров и характеристик на каждой БДМ отдельно.
На большинстве предприятий отрасли (в том числе на ЦБК» в период проведения эксперимента) технологические режимы отработаны на получение продукции с заданными прочностными свойствами. При наличии избирательного влияния технологических параметров на деформационные и прочностные характеристики необходимо изучение взаимосвязей конкретных параметров и характеристик на каждой БДМ отдельно.
![]()
![]()
Анализ теоретических и экспериментальных данных, представленных в данной главе, позволяет сделать следующие обобщения. Для успешной переработки на гофроагрегате бумага для гофрирования должна иметь определенные вязкоупругие свойства, которые в первом приближении характеризуются модулем упругости и временем релаксации напряжения.
Начальный модуля упругости (E1) бумаги для гофрирования из вторичного волокна колеблется в пределах 2300…4150 МПа, а бумаги из первичного и первичного + вторичного волокна в пределах 3500…4450 МПа. Время релаксации напряжения (n) в точке начала развития пластических деформаций (П) соответственно 14,1…21,3 с и 17,0…23,8 с. Таким образом, у бумаги из вторичного волокна отношение E1 min/E1 max составляет 0,55, а из первичного и первичного + вторичного – 0,79, отношение n0 min/n0 max соответственно – 0,66 и 0,71. Процесс релаксации напряжения во многом обусловлен геометрическими размерами и формой волокна, но в основном межволоконными связями. Деформация разрушения бумаги из вторичного волокна колеблется в пределах 1,32…2,18 %, из первичного и первичного + вторичного – 1,48…2,30 %, т. е. разбег этой характеристики обоих видов бумаги достаточно велик и обусловлен существующей технологией. Отметим, что бумага с меньшей деформацией разрушения более хрупкая.
На рисунке 2 представлены изменения величин, характеризующих вязкоупругие свойства бумаги для гофрирования, в процессе деформирования до разрушения образца. Ход кривых, характеризующих изменения исследуемых характеристик, в процессе деформирования практически идентичен.
В таблице 1 представлены характеристики, определяющие жесткость бумаги для гофрирования. Жесткость при растяжении, обусловленная модулем упругости и толщиной образца, имеет высокую вариацию как образцов из вторичного волокна, так и из первичного и первичного + вторичного. Более жесткое вторичное волокно дает и большую вариацию толщины бумаги. Энергия, поглощаемая при растяжении (TEA), является мерой вязкоупругости бумаги, влияющей на жесткость при растяжении бумаги. Разница в толщине бумаги из вторичного волокна достигает 2,7 раза, TEA – 2,9 раза, в то время как бумаги из первичного волокна – 1,5 и 4,0 раза соответственно. Отсюда можно предположить, что жесткость при растяжении бумаги из вторичного волокна определяется главным образом жесткостью отдельного волокна, а бумаги из первичного волокна – его прочностью.
Отметим, что в большинстве исследуемых случаев приведенная жесткость при изгибе (Sb) образцов из вторичного волокна была выше. Обобщая вышеизложенное, отметим, что весь комплекс деформационных и прочностных характеристик бумаги для гофрирования в сильной степени зависит от проявления вязкоупругих свойств в зоне деформации, ограниченной точками 1–2 на кривой зависимости «s–e», которые, в свою очередь, зависят от межволоконных связей и жесткости отдельного волокна.
Бóльшая жесткость вторичного волокна и меньшая способность к образованию межволоконных связей обуславливают отличие в механическом поведении бумаги для гофрирования из вторичного волокна по сравнению с бумагой из первичных полуфабрикатов. Бумага для гофрирования, являющаяся объектом данного исследования (производимая на ООО «Сухонский ЦБК»), по ряду характеристик уступает бумагам, производимым из вторичного волокна на отечественных предприятиях, поэтому актуальной является и задача приближения свойств бумаги из вторичного волокна к бумаге из первичного волокна.
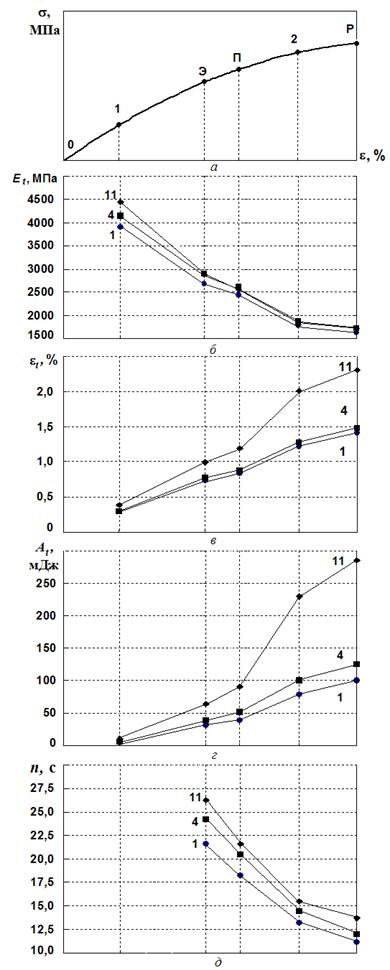
Таблица 1 – Физико-механические свойства бумаги для гофрирования массой 125 г/м2
(испытанные в машинном направлении)
Производитель бумаги* | δ, мкм | ρ, г/см2 | L, м | St, Н/м | SCTCD, кН/м | Sb, Н·м | Eизг, МПа | ΔSb, Н·м | TEA, Дж/м2 |
1 | 212 | 0,59 | 6700 | 825 | 4,03 | 1,84 | 2200 | 0,11 | 66,55 |
2 | 239 | 0,53 | 6000 | 740 | 4,47 | 2,36 | 2300 | 0,06 | 66,73 |
3 | 246 | 0,53 | 6350 | 745 | - | 1,78 | 1450 | 0,10 | 72,01 |
4 | 228 | 0,57 | 7750 | 945 | 4,29 | 1,80 | 1850 | 0,13 | 83,01 |
5 | 250 | 0,49 | 3860 | 645 | 2,63 | 1,77 | 670 | 0,10 | 41,63 |
6 | 241 | 0,51 | 5050 | 607 | - | 1,17 | 875 | 0,03 | 64,36 |
7 | 200 | 0,59 | 6650 | 635 | 1,54 | 1,25 | 1963 | 0,06 | 120,43 |
8** | 202 | 0,54 | 6600 | 710 | 3,70 | 1,37 | 1595 | 0,01 | 47,87 |
9 | 225 | 0,54 | 7050 | 875 | 4,42 | 1,54 | 1520 | 0,14 | 73,98 |
10 | 198 | 0,62 | 7450 | 800 | 4,23 | 1,61 | 2425 | 0,05 | 96,96 |
11 | 216 | 0,57 | 11700 | 955 | - | 1,66 | 1775 | 0,02 | 190,01 |
* Обозначения соответствуют принятым на рисунке 1;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
