
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Затем был произведен планированный эксперимент (планировались три фактора: x1 – количество отбираемой длинноволокнистой фракции (QДВФ); x2, x3 – давление и концентрация на входе во фракционатор (Pвх и cвх ), который позволил установить взаимосвязь между деформационными и прочностными характеристиками бумаги и фундаментальными свойствами волокна. Была получена математическая модель (аппроксимирующий полином адекватно описывает процесс Fрасч< Fтабл), позволившая рассчитать оптимальные параметры фракционирования, таблица 4.
Таблица 4 – Параметры фракционирования для получения фракции с максимально возможными характеристиками
Характеристика | Единица измерения | Фракция | Максимальное значение | Факторы планирования | ||
QДВФ, % | Pвх, МПа | cвх, % | ||||
E1 | МПа | КВФ | 2500 | 49,91 | 0,40 | 2,74 |
ДВФ | 1800 | 49,91 | 0,40 | 2,74 | ||
St | Н/м | КВФ | 425 | 49,91 | 0,40 | 2,74 |
ДВФ | 255 | 49,91 | 0,40 | 2,74 | ||
eр | % | КВФ | 2,05 | 49,91 | 0,51 | 2,06 |
ДВФ | 1,68 | 49,91 | 0,51 | 2,06 |
Окончание таблицы 4
Характеристика | Единица измерения | Фракция | Максимальное значение | Факторы планирования | ||
QДВФ, % | Pвх, МПа | cвх, % | ||||
Sb | Н · м | КВФ | 0,35 | 49,91 | 0,54 | 2,06 |
ДВФ | 0,49 | 49,91 | 0,60 | 2,74 | ||
Aр | мДЖ | КВФ | 42,2 | 49,91 | 0,40 | 2,06 |
ДВФ | 37,5 | 49,91 | 0,40 | 2,06 | ||
Fсв | МПа | КВФ | 1,03 | 60,00 | 0,40 | 2,06 |
ДВФ | 1,49 | 70,09 | 0,60 | 2,06 | ||
s0 | МПа | КВФ | 80,7 | 49,91 | 0,40 | 2,74 |
ДВФ | 78,3 | 70,09 | 0,40 | 2,74 |
Проведенное сравнение методик расчета средней длины волокна показало, что наиболее приемлемой является методика расчета средневзвешенной длины волокна. Получены поверхности отклика, отражающие совместное влияние фундаментальных свойств волокна на деформационные и прочностные характеристики бумаги для гофрирования. На рисунке 7 представлены примеры, которые являются подтверждением избирательного влияния этих свойств на деформативность и прочность.
 |
Исследование влияния основных технологических параметров бумагоделательной машины. Исследование влияния: концентрации бумажной массы в напорном ящике (сНЯ), коэффициента напуска бумажной массы на сетку (KН), сухости бумажного полотна после прессования (KСУХ), температуры поверхности сушильных цилиндров на физико-механические свойства бумаги для гофрирования позволило установить:
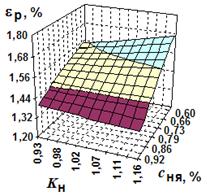

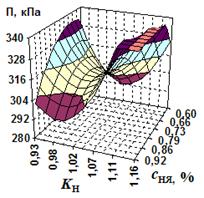 во-первых, избирательность влияния сНЯ и KН на деформационные и прочностные характеристики: величина сНЯ – изменялась в пределах 0,6…0,9 %, а K – 0,93…1,16 (рисунке 8);
во-первых, избирательность влияния сНЯ и KН на деформационные и прочностные характеристики: величина сНЯ – изменялась в пределах 0,6…0,9 %, а K – 0,93…1,16 (рисунке 8);
во-вторых, характеристики деформативности и прочности бумаги для гофрирования имеют повышенные значения при сухости 47…48 % после прессов БДМ (при изменении сухости бумажного полотна с 46,6 до 49,1 %, рисунок 9).
 Эксперимент показал, что изменение температуры греющей поверхности сушильных цилиндров 1-й сушильной группы в большей степени, по сравнению со 2-й и 3-й группами, влияет на свойства бумаги (таблица 5), причем возрастание температуры до 82 ºС повышает значения характеристик от 11 % у начального модуля упругости (E1) до 58 % у разрушающего усилия при сжатии кольца (RCT).
Эксперимент показал, что изменение температуры греющей поверхности сушильных цилиндров 1-й сушильной группы в большей степени, по сравнению со 2-й и 3-й группами, влияет на свойства бумаги (таблица 5), причем возрастание температуры до 82 ºС повышает значения характеристик от 11 % у начального модуля упругости (E1) до 58 % у разрушающего усилия при сжатии кольца (RCT).
При проведении эксперимента степень анизотропии структуры бумаги (TSIMD/CD) изменялась от 1,75 до 2,80. Увеличение степени анизотропии приводит к значительному снижению характеристик деформативности и прочности при испытании образцов в направлении CD, т. е. в этом случае снижаются потребительские свойства гофрокартона.
Таблица 5 – Влияние температуры поверхности сушильных цилиндров
в первой сушильной группе на свойства бумаги для гофрирования
Характеристика | Средняя температура поверхности, ºС | |||
69 | 71 | 78 | 82 | |
E1, МПа | 2750 | 2880 | 3020 | 3060 |
eр, % | 1,49 | 1,56 | 1,81 | 1,76 |
St, кН/м | 2,0 | 2,1 | 2,2 | 2,3 |
Р, Н | 108 | 115 | 130 | 135 |
4. Анализ возможности повышения качества бумаги для гофрирования и практические рекомендации
Для повышения качества бумаги для гофрирования в условиях ЦБК» с учетом полученных экспериментальных данных необходимо провести следующие мероприятия:
Усовершенствовать технологический контроль. Во-первых, для оценки качества поступающей макулатуры, контроля процессов разволокнения и размола использовать характеристику WRV; во-вторых, внести в разрабатываемые Всероссийские технические условия на бумагу для гофрирования перспективные характеристики, позволяющие с большой вероятностью прогнозировать ее перерабатываемость на гофроагрегате и потребительские свойства, (E1, St, eр, n0, Sb); в-третьих, для контроля процесса фракционирования ввести характеристику – критическая длина волокна (lк).
В размольно-подготовительном отделе фабрики разволокнение и набухание волокна должно проходить в течение 70…80 мин. Повысить эффективность разволокнения можно, если использовать смачиватель-пассиватор; заменить фракционатор СЦН-09 на AFT MacroFlowTM и разработать техническое задание АСУТП.
При модернизации бумагоделательной машины необходимо: выбрать конструкцию напорного ящика, позволяющего получать бумагу с заданной степенью анизотропии, и снизить вариацию этой характеристики по ширине машины; увеличить число сушильных цилиндров до 40 и разработать режим сушки; оптимизировать температуру поверхности сушильных цилиндров в данных зонах сушки; получить бумагу с заданной степенью анизотропии и снизить вариацию этой характеристики по ширине БДМ.
Научная поддержка производства. Вопрос о прогнозировании качества картона, гофрокартона и гофротары является актуальным. При оценке потребительских свойств гофротары одним из самых сложных остается вопрос выбора характеристик, наиболее точно отражающих качество компонентов гофротары. Остается открытым вопрос о комплексной оценке влияния вариации характеристик полуфабрикатов, технологических параметров на стабильность качества выпускаемой продукции. Представляется целесообразным продолжить исследования по влиянию технологических параметров на свойства бумаги для гофрирования и организовать совместные исследования производителей тарного картона, гофрокартона и гофротары. Необходимо продолжить работу над созданием ТУ для тарного картона, предпологающую глубокое изучение физической основы характеристик, предлагаемых для контроля качества.
Практические рекомендации по повышению качества бумаги для гофрирования, разработанные в процессе работы над диссертацией, были использованы при модернизации производства БДМ на ЦБК» и частично при модернизации производства на ОАО «Полотняно-заводская БФ». Оценка эффективности предложенных мероприятий представлена в актах, приведенных в Приложениях А, Б, В и Г диссертационной работы.
Общие выводы
1. Установлено влияние основных технологических факторов на деформационные и прочностные свойства бумаги для гофрирования из макулатуры, что позволило усовершенствовать технологию, повысить производительность и качество продукции.
2. Установлено различие в механическом поведении бумаги из вторичного, первичного и вторичного + первичного волокна, которое определяется такими характеристиками (рисунок 2), как: модуль упругости (E1 = 2300…3500 МПа); деформация (eп = 1,32…2,00 %); работа деформирования (Ап = 50…95 мДж); время релаксации напряжения (n0 = 13…15,5 с). В случае первичного волокна значения этих характеристик выше.
3. Показана необходимость, наряду с характеристиками прочности, введения в отечественный стандарт на бумагу для гофрирования характеристик деформативности, которые позволяют более точно оценивать ее потребительские свойства.
4. Показано, что продолжительность взаимодействия с водой при разволокнении поступающей макулатуры должна обеспечивать достижение водоудерживающей способности равное 125…130 %.
5. Установлено влияние фундаментальных свойств вторичного волокна короткой и длинноволокнистой фракций, полученных при фракционировании, на деформационные и прочностные свойства бумаги для гофрирования из макулатуры. Получены регрессионные модели, позволяющие обоснованно регулировать качество бумаги для гофрирования.
6. Полученные экспериментальные данные использованы в разработке проекта новых отраслевых технических условий на бумагу для гофрирования, которые используются для создания единого Всероссийского ГОСТа на тарный картон.
7. Реальный экономический эффект от внедрения научных результатов диссертационной работы на ЦБК» за период 2003 – 2007 гг. составил 35 913 720 руб.
Основное содержание диссертации изложено в следующих работах:
В журналах, рекомендованных ВАК РФ:
1. Дулькин, основы переработки макулатуры [Обзор] / , , // Изв. вузов. Лесн. журн. – 2005. – № 1-2. – С. 104–122.
2. Дулькин, процессов разволокнения макулатуры и по-следующего размола полученной массы [Текст] / , , // Изв. вузов. Лесн. журн. – 2005. – № 1-2. – С. 172–177.
3. Южанинова, методик оценки длины волокна макулатурной массы [Текст] / , , // Изв. вузов. Лесн. журн. – 2008. – № 4. – С.
Научные труды:
4. Южанинова, технологии бумаги-основы для гофрирования из макулатуры и требования к ее потребительским свойствам [Монография] / , , . – Архангельск: Изд-во АГТУ, 2007. – 103 с.
5. Дулькин, макулатуры – направление сокращения зависимости целлюлозно-бумажной промышленности от обеспеченности первичным волокнистым сырьем [Текст] / , , // Технология переработки макулатуры: науч. тр. 6-й Междунар. науч.-техн. конф. – Караваево-Правда, 2005. – С. 100–112.
6. Дулькин, научного обоснования – путь повышения эффективности использования вторичного волокна [Текст] / , , // Теория и технология бумажно-картонной продукции из вторичного волокнистого сырья: науч. тр. 5-й Междунар. науч.-техн. конф. – Правда-Караваево, 2004. – С. 23–27.
7. Дулькин, водоудерживающей способности волокнистой массы по методу G. Jayme [Текст] / , , // Теория и технология бумажно-картонной продукции из вторичного волокнистого сырья: науч. тр. 5-й Междунар. науч.-техн. конф. – Правда-Караваево, 2004. – С. 27–31.
8. Южанинова, ножевой и энтштипирующей гарнитуры дисковых мельниц при размоле макулатурной массы [Текст] / , , // Современные научные основы и инновационные технологии бумажно-картонных материалов с использованием вторичного волокна из макулатуры: науч. тр. 7-й Междунар. науч.-техн. конф. – Караваево, 2006. – С. 25–30.
9. Дулькин, производства бумаги для гофрирования из макулатуры [Текст] / , , // Новое в технологии и оборудовании для производства гофрокартона и гофротары: сб. тр. Междунар. науч.-практ. конф. – СПб, 2007. – С. 37–41.
10. Дулькин, сортирования макулатурной массы при повышенной концентрации [Текст] / , // Современные технологии и оборудование промывки, сортирования и размола волокнистых масс в целлюлозно-бумажной промышленности: сб. тр. Междунар. науч.-практ. конф. – СПб, 2007. – С. 50–58.
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
– среднее значение характеристики;
s0 – собственная прочность волокна (нулевое разрушающие напряжение), МПа;
et – текущая деформация, %;
sx – среднеквадратическое отклонение;
eр – деформация разрушения, %;
sр – разрушающее напряжение, МПа;
EI – жесткость при изгибе, мН×см2;
Fсв – адгезионная способность (межволоконные силы связи) волокна, МПа;
KН – коэффициент напуска массы на сетку;
Kсух – сухость бумажного полотна поле прессов, %;
L – разрывная длина, м;
n0 – время релаксации напряжений, с;
Q – производительность, м3/ч;
RCT – разрушающее усилие при сжатии кольца, Н;
Sb – приведенная жесткость при изгибе, Н×м;
SCT – сопротивление сжатию короткого участка образца вдоль плоскости, кН/м;
St – жесткость при растяжении, Н/м;
TSIMD/CD – степень анизотропии;
v – коэффициент вариации, %
VБДМ – скорость БДМ, м/мин;
W – влажность, %;
WRV – водоудерживающая способность волокна, %;
Xmax – максимальное значение характеристики;
Xmin – минимальное значение характеристики;
τ – продолжительность, мин;
Аt – текущая работа, мДж;
Ар – работа разрушения, мДж;
ДВФ – длинноволокнистая фракция, %;
Е1 – начальный модуль упругости, МПа;
Еt – текущий модуль упругости, МПа;
Еизг – модуль упругости при изгибе, МПа;
КВФ – коротковолокнистая фракция, %;
П – сопротивление продавливанию, кПа;
Р – разрушающее усилие, Н;
Р УД – удельное разрушающее усилие, кН/м;
РВГВ – давление в камерах гауч-вала, МПа;
РВОЯ – давление в отсасывающих ящиках, МПа;
РУДП1 – удельное давление на прессах, Н/см2;
с – концентрация, %;
сНЯ – концентрация массы в напорном ящике, %;
СПНЯ – степень помола, ºШР;
Т1, Т2, Т3– температура сушильных цилиндров соответственно в первый, во второй и в третий период сушки, ºС;
ТЕА – энергия, поглощаемая при растяжении образца до разрушения, Дж/м2;
ТНЯ – температура массы в напорном ящике, ºС;
Отзывы на автореферат в двух экземплярах с заверенными гербовой печатью и подписями просим направлять г. Архангельск, Набережная Северной Двины, 17, АГТУ, диссертационный совет Д 2
Сдано в произв. __.__.2008. Подписано в печать __.__.2008.
Формат 60 х 84/16. Бумага писчая. Гарнитура Таймс. Усл. печ. л. 1,0.
Уч.- изд. л. 1,0. Заказ № ___. Тираж 100 экз.
Отпечатано в типографии Архангельского
государственного технического университета.
г. Архангельск, наб. Северной Двины, 17

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
