
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. Описание баз данных (в виде таблицы).
2 Алгоритм выбора модели станка.
3. Программа для ЭВМ.
3. ОПТИМИЗАЦИЯ РЕЖИМОВ РЕЗАНИЯ
Основные положения
Решение задач параметрической оптимизации проходит в три этапа:
1) составление математической модели;
2) определение функции цели;
3) выбор метода решения в решение задачи оптимизации.
На 1 этапе составляется математическая модель решаемой задачи, которая определяет область допустимых значений переменных. Переменные — параметры задачи, оптимальное значение которых нужно найти.
Для однорезцовой токарной операции математической моделью является система неравенств или ограничений по точности, технологическим возможностям оборудования и технико-экономическим показателям.
Математическая модель включает следующие ограничения.
1. По точности обработки
 , (1)
, (1)
где d — допуск на обрабатываемый размер в мм;
![]()
![]() — коэффициенты сил резания [3];
— коэффициенты сил резания [3];
t — глубина резания, мм (табл. 15);
![]() — поправочный коэффициент; учитывающий влияние обрабатываемого материала, главного угла в плане, переднего угла, радиуса при вершине резца, группу обрабатываемости (табл. 15);
— поправочный коэффициент; учитывающий влияние обрабатываемого материала, главного угла в плане, переднего угла, радиуса при вершине резца, группу обрабатываемости (табл. 15);
![]() — жесткость станка, детали и резца в кг/мм2 (табл. 15);
— жесткость станка, детали и резца в кг/мм2 (табл. 15);
Таблица 15
№ вар | Исходные данные | |||||||||||||||||
d | МД | МИ |
| j1 | КРz |
| r | t | jp | jд | RZ | D | T | C | Q |
| toб | |
1 | 0.2 | Ст.20 | Р18 | 10 | 10 | 1,2 | 0,8 | 0,75 | 1 | 250 | 3500 | 20 | 25 | — | 12 | 0,2 | 100 | 2 |
2 | 0,1 | 40Х | Р6М5 | 15 | 10 | 1,4 | 0,97 | 0,8 | 0,5 | 500 | 4200 | 10 | 15 | 60 | 35 | — | 120 | 0,8 |
3 | 0.12 | 35Х | Р9 | 30 | 15 | 1,5 | 1,5 | 0,87 | 0,8 | 400 | 8000 | 10 | 60 | — | 20 | 0,4 | 80 | 1,5 |
4 | 0.11 | 50Г | Т15К6 | 60 | 20 | 0,87 | 1,1 | 0,9 | 1,1 | 450 | 2000 | 10 | 45 | 90 | 28 | 0,45 | 120 | — |
5 | 0.22 | 20Х | Т5К10 | 15 | 25 | 0,99 | 1,4 | 1 | 1,5 | 1000 | 1500 | 20 | 90 | 120 | 40 | 0,6 | 200 | — |
6 | 0.08 | Ст.50 | BK8 | 10 | 5 | 0,85 | 0,7 | 1,2 | 0,4 | 300 | 2200 | 5 | 28 | 100 | 62 | — | 40 | 1,0 |
7 | 0,14 | Ст.40 | Р12 | 30 | 5 | 1,22 | 0,6 | 1,1 | 0,9 | 800 | 1500 | 10 | 85 | 80 | 30 | 0,5 | 180 | — |
8 | 0,07 | 15Х | P9К10 | 45 | 10 | 1,15 | 0,9 | 2 | 0,6 | 200 | 3800 | 5 | 15 | — | 25 | 0,46 | 50 | 0,7 |
9 | 0.06 | ЗОГТ | Р9К5 | 45 | 15 | 1,25 | 1,3 | 1,3 | 0,45 | 900 | 3600 | 5 | 35 | 75 | 30 | 0,3 | 70 | — |
10 | 0.18 | 38ХA | ВК3 | 30 | 20 | 1,4 | 1,23 | 1,04 | 1,2 | 1000 | 2600 | 10 | 125 | 120 | 50 | — | 300 | 2,5 |
11 | 0.25 | АВ | ВК6 | 20 | 25 | 1,33 | 1,15 | 1,4 | 2,5 | 1200 | 4800 | 20 | 150 | 40 | 60 | 0,8 | 320 | — |
12 | 0.3 | Ст.45 | ВК4 | 45 | 30 | 1,25 | 1,02 | 0,93 | 3 | 650 | 5000 | 40 | 75 | — | 30 | 0,9 | 280 | 1,8 |
13 | 0.21 | Д1 | ВК15 | 60 | 10 | 0,76 | 1,8 | 1,5 | 2,2 | 720 | 2800 | 20 | 100 | 50 | 38 | — | 400 | 3,1 |
14 | 0.19 | Ст.10 | Т5К12 | 60 | 15 | 0,88 | 1,5 | 1,6 | 1,8 | 810 | 3200 | 20 | 65 | 65 | 70 | 1,0 | 150 | — |
15 | 0.15 | Aл4 | В3 | 75 | 8 | 0,9 | 1,18 | 1,7 | 0,95 | 800 | 4500 | 20 | 48 | 70 | 65 | — | 90 | 1,8 |
16 | 0.16 | 30ХГС | ВОК-61 | 65 | 30 | 0,78 | 1,21 | 1,8 | 1,3 | 1300 | 2900 | 20 | 40 - | — | 80 | 1,5 | 88 | 1,4 |
17 | 0.13 | Ст.35 | ВК20 | 75 | 25 | 1,2 | 0,68 | 0,85 | 0,7 | 1500 | 3300 | 10 | 110 | — | 75 | 1,2 | 330 | 2,9 |
18 | 0.26 | АмГ5 | ВК-25 | 80 | 15 | 1,3 | 0,78 | 0,95 | 3,5 | 1100 | 2300 | 40 | 56 | 110 | 70 | — | 140 | 1,6 |
19 | 0.28 | Ст.30 | ВК4-В | 5 | 20 | 1,5 | 0,92 | 0,5 | 4 | 2000 | 3600 | 40 | 80 | 115 | 90 | 1,4 | 180 | — |
20 | 0.23 | АК4 | ВК6-В | 10 | 15 | 1,26 | 0,91 | 1,05 | 3,2 | 1800 | 4600 | 40 | 46 | 40 | 85 | 1,3 | 122 | — |
![]() — коэффициенты влияния деформации элементов технологической системы на точность обработки, для продольного точения
— коэффициенты влияния деформации элементов технологической системы на точность обработки, для продольного точения ![]()
![]() .
.
2. По шероховатости поверхности
 , (2)
, (2)
где для стальных деталей Сн = 0,32, Y = 0,8, u = 0,5, X = 0,3, Z = 0,35, Z1 = 0,335;
Rz — высоты микронеровностей в мкм (см. табл. 15),
r — радиус вершины резца в мм (см. табл. 15);
![]() — главный и вспомогательный углы в плане в град (см. табл. 15).
— главный и вспомогательный углы в плане в град (см. табл. 15).
3. По мощности станка
 , (3)
, (3)
где n — число оборотов шпинделя;
N — мощность станка;
D — диаметр обрабатываемой поверхности (см. табл. 15).
4. Технико-экономические показатели:
4.1) стойкость
 , (4)
, (4)
где Yv, Сv, m, Xv — коэффициенты стойкости [3];
Kv — поправочный коэффициент; учитывающий влияние обрабатываемого материала, материала инструмента, радиуса вершины резца, главного и угла в плане, вида обработки (см. табл. 15);
Т — период стойкости резца в мм (см. табл. 15);
4.2) затраты на режущий инструмент
 , (5)
, (5)
где Е — средняя стоимость станкоминуты, для универсальных станков Е=45 руб.;
C — стоимость инструмента в руб. (см. табл. 15);
tсм —![]() время замены инструмента, в среднем tсм » 3 мин;
время замены инструмента, в среднем tсм » 3 мин;
Q — допускаемые затраты на инструмент в руб. (см. табл. 15);
lрез — длина резания в мм (см. табл. 15);
4.3) производительность
 , (6)
, (6)
где tоб — допускаемое время обработки в мин (см. табл. 15).
Если одно из ограничений (4), (5) или (6) является критерием оптимальности, то в систему ограничений оно не входит.
На 2 этапе определяется критерий оптимальности и записывается функция цели.
Критериями оптимальности могут быть:
— производительность обработки
![]() , функция цели будет иметь вид
, функция цели будет иметь вид ![]() , так как tоб и lрез = const;
, так как tоб и lрез = const;
— стойкость инструмента
 , или
, или ![]() ;
;
— затраты на режущий инструмент
![]() , или
, или ![]() .
.
На 3 этапе определяется метод решения оптимизационной задачи. Более распространенными методами решения являются геометрический и алгоритмический. При геометрическом методе решение легко получится, если система неравенств будет линейной. Для этого необходимо неравенства, входящие в систему, а также функцию цели F, прологарифмировать. Тогда в системе координат ln S–0–ln n неравенства системы ограничений дадут прямые линии, а область допустимых значений представит собой многоугольник (рис. 8).
 |
Рис. 8. Геометрический метод решения
Заштрихованный многоугольник — область допустимых значений S и n. Для нахождения оптимальной точки в этой области необходимо построить линию пересечения плоскости, заданную уравнением Функции цели и плоскости ln S–0–ln(n). Для этого задаемся каким-нибудь значением F, например F=0, и строим линию в плоскости ln n–0–ln S (линия 10 на рис. 8). Затем, передвигая линию 10 параллельно самой себе в сторону от начала координат 0 (или к началу координат, если критерий оптимальности Т), находим точку многоугольника, которой последней касается линия 10. Эта точка и дает оптимальные для данного критерия значения S и n.
Алгоритмический метод. Одним из способов нахождения оптимальных значений S и n является следующий:
1) решаем неравенства (1)–(10) относительно подачи S, т. е. в левой части остается только подача S;
2) выбираем станок и последовательно от nmin до nmax (табл. 16) включаем в неравенства (уравнения) (1)–(10) конкретные значения чисел оборотов n.
3) решая неравенства (уравнения) (l)—(10), находим наименьшее значение подачи S;
4) для каждого значения n определяем F.
Находим значение n,. где F будет максимальным или минимальным (в зависимости от критерия оптимальности Т). Это и даст оптимальные значения n и S. Блок-схема алгоритма решения на ЭВМ показана на рис. 9.
Практическая работа № 3
Цель работы: определение оптимальных подачи S и числа оборотов шпинделя n, по заданному экстремуму критерия оптимальности.
Порядок выполнения работы
1. По номеру варианта задания выписать исходные данные (см. табл. 15);
2. Составить математическую модель.
3. Записать функцию цели.
4. Найти оптимальные значения подачи S и числа оборотов шпинделя n:
— геометрическим методом;
— алгоритмическим методом.
5. Составить алгоритм, затем программу и реализовать ее на ЭВМ.
Содержание отчета
1.Математическая модель.
2.Геометрическое решение оптимизационной задачи (исходные данные, линеаризованная математическая модель, графики неравенств).
3. Блок-схема алгоритма решения задачи.
4. Программа для ЭВМ.
5. Оптимальные значения n и S и исходные данные.
Примечания:
1. Ми — материал инструмента,
Мд — материал обрабатываемой детали.
2. Размерность исходных данных дана в соответствии с текстом.
3. Для вариантов, где в графах Т, Q, tоб стоят прочерки, соответственно они являются критериями оптимальности.
Таблица 16
Паспортные данные станка
| Кол-во ступеней оборотов | N, кВт | Числа оборотов шпинделя в об/мин |
2500 | 23 | 10 | 12,5, 16, 20, 25, 31,5, 40, 50, 63, 80, 100, 125, 160, 200, 260, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000 |
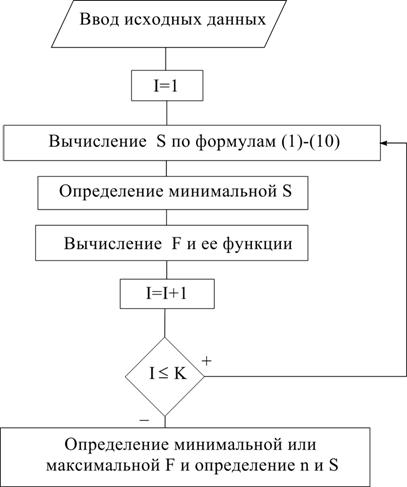
Рис. 9
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Основы исследований операций/ Пер с англ. — М.: Мир, 1971.
2. Основы исследования операций. — В 2 т./ Пер. с нем. — М.: Мир, 1972. — Т. 1.
3. Справочник технолога-машиностроителя.— В 2 т./ Под ред. . — М.: Машиностроение, 1985. — Т. 2.
4. Допуски и посадки: Справочник/ , , . — Л.: Машиностроение, 1983. — Т. 1.
5. , Лелюхин проектирования процессов обработки резанием. — М.: Машиностроение, 1986.
ОГЛАВЛЕНИЕ
1. Проектирование оптимальных планов обработки поверхностей ……… 3
Практическая работа № 1 …………………………………………………… 8
2. Информационное обеспечение АСУ ТП ………………………………….. 13
Практическая работа № 2 ………………………………………………… 14
3. Оптимизация режимов резания ……………………………………………. 15
Практическая работа № 3 …………………………………………………... 23
Библиографический список …………………………………………….…….. 26
Приложение ……………………………………………………………………. 27
Приложение
Продолжение приложения
Авторы:
___________________________
________________________
Рукопись и графический материал подготовлены
и рекомендованы к печати.
Зав. кафедрой ТМСИ ___________________
Разрешаю издать тиражом _______ экз.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
