

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
П. В. Ольштынский
ВЫБОР И РАСЧЕТ ЗАХВАТНЫХ УСТРОЙСТВ
ПРОМЫШЛЕННЫХ РОБОТОВ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Волгоградский государственный технический университет
,
ВЫБОР И РАСЧЕТ ЗАХВАТНЫХ УСТРОЙСТВ
ПРОМЫШЛЕННЫХ РОБОТОВ
УЧЕБНОЕ ПОСОБИЕ
РПК «Политехник»
Волгоград
2000
УДК 621.865.8.
Рецензенты: , .
, ВЫБОР И РАСЧЕТ ЗАХВАТНЫХ УСТРОЙСТВ ПРОМЫШЛЕННЫХ РОБОТОВ: Учебное пособие/ ВолгГТУ, Волгоград, 2000. – 64 с.
1SBN5 – 217 – 00614 – 5
Содержит сведения по захватным устройствам промышленных роботов.
Рассматриваются вопросы проектирования и расчета захватных устройств промышленных роботов.
Рассчитано на студентов вузов машиностроительных специальностей.
Ил. 27. Табл. 15 Библиогр.: 3 назв.
Печатается по решению редакционно-издательского совета Волгоградского государственного технического университета.
1SBN5 – 217 – 00617 – 5 © | Волгоградский государственный технический университет, 2000 |
1.ОБЩИЕ ПРЕДСТАВЛЕНИЯ О ПРОМЫШЛЕННЫХ РОБОТАХ И МАНИПУЛЯТОРАХ
1.1. КЛАССИФИКАЦИЯ РОБОТОВ
Комплексная автоматизация крупносерийного производства позволяет строить специализированные и встраиваемые автоматические линии. Но эти методы и средства не пригодны для серийного производства. В серийном производстве нужны универсальные средства механизации и автоматизации основных и вспомогательных, технологических и транспортных операций в условиях большой номенклатуры и частой сменяемости изделий.
Накопленный опыт по автоматизации, появление систем числового программного управления позволили создать принципиально новые устройства ― машины с человекоподобными действиями, которые получили название роботов.
Как новый класс устройств роботы появились в конце 30-х годов нашего столетия. Термин “робот” взят из пьесы Карела Чапека, в которой он рассказал о механических людях. В начале своего появления роботы не имели промышленного значения, их применение носило чисто развлекательный характер и, в связи с этим, им придавали вид человека.
В настоящее время роботы производят такие операции, как установку и съем заготовки и готовых деталей, погрузку и разгрузку, сборку, сварку, включение и выключение оборудования. Эти средства автоматизации выделены в особый класс устройств и получили название “промышленные роботы”.
В течение последних лет создано большое число универсальных роботов, выполнены разработки специальных и специализированных роботов.
В 1972 ― 1973 гг. в нашей стране впервые было налажено серийное производство промышленных роботов. В 1980 ― 1981 гг. не серийно выпускалось около 50 моделей роботов. Темпы роста разработок промышленных роботов и их серийного изготовления во всех промышленно развитых странах непрерывно растут.
Несомненно, в ближайшие годы выпуск промышленных роботов позволит удовлетворить возрастающий спрос на них.
Специализация производства промышленных роботов снижает себестоимость роботов и их цену, что совершенно необходимо для расширения объемов внедрения и применения промышленных роботов.
Промышленный робот ― это устройство с программным управлением. Робот подобно человеку, но автоматически, выполняет вспомогательные (установ, съем, погрузка, разгрузка) и основные технологические операции (сборка, сварка, пайка, покраска) в процессе изготовления изделия.
Все промышленные роботы имеют “руку”, которую называют манипулятором, механизмы для захвата и подачи предмета обработки и средства обработки.
Роботы бывают трех разновидностей: с жесткой программой действия; управляемые человеком - оператором; с искусственным интеллектом.
Первая разновидность роботов точно выполняет команды, заложенные в устройство для выполнения конкретной, например, вспомогательной операции (загрузка оборудования, снятие детали). При изменении же, например, расстояния до станка необходимо заново переделать программу и заново “обучить” робота.
Вторая разновидность роботов получает команды от человека - оператора, например, при выполнении операций с радиоактивными веществами. Команды от человека робот получает с помощью биотоков (биотехнические роботы). Примером биотехнического робота может служить луноход.
Третья разновидность ― роботы с искусственным интеллектом или интегральные роботы, имеющие ЭВМ с большим набором программ. Эти устройства воспринимают информацию об окружающей среде (температуру, расстояние, рельеф, форму), обрабатывают ее в соответствии с набором имеющихся программ и принимают соответствующее решение. Примером такого робота может быть робот - шахматист, музыкант и т. д.
В этом пособии роботы с искусственным интеллектом и биотехнические роботы не рассматриваются.
Применение роботов в производственных процессах позволяет освободить человека от выполнения тяжелых, однообразных и опасных для жизни операций. Экономическая эффективность применения роботов определена производительностью устройства и сроком действия. К промышленным роботам предъявляют требования высокой подвижности, быстрой переналадки на новую программу, универсальности, долговечности и надежности. Манипуляторы делают от 200 до 1000 перемещений в час.
По степени универсальности роботы классифицируют на три группы: специальные, для выполнения строго конкретных операций, например, установ и съем изделия; специализированные, для того или иного процесса, например, сборочные работы; универсальные, обладающие свойством быстрой переналадки. Самое простое программное устройство у специальных роботов.
Манипулятор робота совершает движение в пространстве и очерчивает своей крайней точкой зону, которая называется рабочей зоной робота. Если “рука”, перемещаясь по двум осям координат, очерчивает геометрическую фигуру ― цилиндр, то говорят, что робот работает в цилиндрической системе координат.
Роботы имеют обычно несколько степеней свободы. Под степенью свободы движения будем понимать возможность перемещения самого робота или его функциональных элементов в пространстве.
1.2. ЦЕЛЕВЫЕ МЕХАНИЗМЫ РОБОТОВ
Робот обычно состоит из следующих основных элементов: манипулятора, системы управления, чувствительных элементов, средств передвижения.
Манипуляторы имеют, подобно рукам человека, много степеней подвижности (свободы, от двух до двенадцати). Следовательно, возможно очень большое число вариантов кинематических схем исполнительных рук роботов. Все степени подвижности манипулятора должны быть управляемы. Кроме различия в распределении степеней подвижности вдоль руки робота существенное значение имеет также и различие в соотношении геометрических размеров отдельных ее звеньев. Кинематическая схема руки должна обеспечивать захват в любой точке заданной рабочей зоны и любую необходимую ориентацию захвата в каждой точке.
В соответствии с кинематической схемой (рис.1.2.1) робот должен совершать вертикальное и поперечное перемещения корпуса (рис.1.2.1,а), вертикальное перемещение манипулятора по дуге окружности, поворот манипулятора вправо - влево, перемещение руки вперед - назад.
Рассмотрим робот, манипулятор которого состоит из двух частей, соединенных подвижно между собой. В первом случае перемещается по дуге окружности нижняя часть манипулятора (рис.1.2.1, б), во втором случае ― верхняя его часть (рис.1.2.1, в). Кисть манипулятора выполняет перемещения: с захватом вверх - вниз (изгиб кисти) (рис.1.2.1, г), влево - вправо (рис.1.2.1 д), вокруг своей оси ― вращение (рис.1.2.1, е). Кроме перечисленных перемещений робота, манипулятора и кисти перемещения совершают и “пальцы” захвата, которые берут изделие.
При конструировании роботов большое внимание уделяют захватным механизмам. Обычно применяют сменные конструкции захватов для заготовок различной формы. Выбор захватного механизма определен формой и массой изделия. Захват должен удержать деталь и в то же время не нанести ей повреждений.

Рис.1.2.1. Схема движения манипуляторов и кисти робота
При работе с листовыми материалами и стеклянными изделиями сложной формы применяют вакуумные захваты с присосками. При наложении присосок на гладкую площадку воздух из-под присосок откачивается вакуум - насосом и деталь переносится, например, на станок.
Для магнитных материалов большой массы используют электромагнитные захваты. Преимущество их в том, что у электромагнитов большая сила притяжения на единицу площади, быстрота срабатывания и простота конструкции.
Рис.1.2.2. Захватные механизмы роботов
Для заготовок из очень хрупких материалов созданы захваты с надувными мешками, например, из полимерных пленок или резины. При подаче низкого давления в мешок, находящийся в полости заготовки, он принимает ее форму, и заготовка устанавливается на оборудование.
В основе многих типов захватных устройств лежат рычажные, клиновые, винтовые механизмы. Для зажима деталей типа фланцев, коротких цилиндров, втулок используют универсальный захват, оснащенный тремя пальцами ( I, II, III) (рис.1.2.2, а). Этот механизм может свободно захватывать пальцами 2 заготовки круглой и квадратной формы, а также может использоваться для смены инструмента. Поворот “кисти” 1 осуществляется на валике 3. Для управления пальцами имеется винтовой механизм с приводом от пневмосистемы с давлением воздуха 50 – 70 Па.
Для зажима цилиндрических деталей большой массы применяются захваты типа клещей (рис.1.2.2, б). На внутренней поверхности захвата 2 есть вкладыши 3 с цилиндрической поверхностью. Вкладыши сближаются или удаляются при перемещении клина 1. Для переноса цилиндрических заготовок типа валиков 2 (рис.1.2.2, в), имеющих центровочные отверстия, захват может быть выполнен в виде угольников с кронштейна-ми 1. На кронштейнах есть центровочные бортики, которые входят в отверстия детали 2 с обеих сторон. Зажим и фиксация кисти 3 производятся пневмоцилиндром 4.
Для транспортировки изделий типа емкостей или труб большого диаметра из пластмасс, жести применяют захваты 4 (рис.1.2.2, г), состоящие из рамы 2, в углах которой на осях установлены звездочки 3. На осях звездочек вращаются три одинаковых кулачка 1. Для привода цепи звездочек используют гидро - или пневмоцилиндры.
Большинство захватных механизмов предусматривает регулировку величины раскрытия губок. В качестве привода движения используют гидро - или пневмоцилиндры. Пневмопривод применяют для зажима деталей сравнительно небольшой массы, а также в том случае, когда заготовка нагрета. Гидропривод используют для создания больших зажимных усилий, но не при работе манипулятора с нагретыми деталями, когда может произойти загорание прокладок уплотнений и изменяется коэффициент вязкости жидкости.
Самый универсальный захватный механизм ― это кисть с пятью пальцами, как у человека. Движение пальцев осуществляют натяжные тросики по программе. Для производства многих технологических операций в губки захвата или вместо них может быть вставлен любой необходимый инструмент: гайковерт, сверло, отвертка, ножницы, сварочная головка, пульверизатор для окраски, клеймо и пр. При этом предусматривают ручную или автоматическую смену инструмента и восстановление захвата.
Приводные механизмы робота нужны, чтобы обеспечить движение захватного механизма и руки. Расположены такие механизмы различным образом. Их помещают непосредственно в шарнирах или на звеньях руки около каждого шарнира. Такое расположение выгодно для приводов малой подвижности, т. е. при небольшой грузоподъемности руки.
Применяется компоновка всех приводов в едином моторном блоке на корпусе манипулятора, около плечевого сустава. Она требует тросовой, реечной или сельсинной передачи движений от моторного блока ко всем шарнирам; это предпочтительно для более мощных приводов. Применяют и комбинированный вариант компоновки приводов.
Перемещения в приводных механизмах роботов в основном обеспечивают электродвигатели постоянного тока. Их отличает высокая надежность в работе, хорошие регулировочные свойства с широким диапазоном скоростей, реверсирование. Создан тип электропривода в виде единого компактного модуля - электродвигателя, редуктора и части корректирующих устройств. Модуль при большом передаточном отношении должен иметь минимальные габариты, коэффициент трения и люфты. Это обеспечит его “вписывание” внутрь шарнира.
В приводах робота нашли применение электромагнитные муфты и шаговые двигатели различных типов. Шаговые двигатели перспективны в сочетании с цифровой управляющей машиной.
Часто в роботах встречаются поршневые (силовые гидроцилиндры) и лопастные гидравлические приводы. Они имеют малую массу на единицу мощности, малую инерционность, высокое быстродействие, возможность получения низкой скорости движения без редуктора.
Если большие мощности не нужны, приводные устройства робота снабжают пневматическим приводом с электрическими или пневматическими (струйными) управляющими и корректирующими устройствами.
Основные узлы и агрегаты робота монтируются на специальной раме или жестком кожухе. Раму крепят к полу или подвесу неподвижно, но она может и перемещаться с помощью колес, роликов по полу, по направляющим рельсам или платформам. Пульт управления конструируют выносным или на роботе. Выносные пульты могут обслуживать сразу несколько специальных роботов, работающих по жесткой программе действия.
В качестве силовых агрегатов роботов применяют автономные или выносные гидростанции и пневмостанции. В целях безопасности при работе от пневмостанций используют только систему низкого давления. Обычно пневмостанции устанавливают отдельно. Для приведения механизмов робота в действие имеются гидро - и пневмоцилиндры, а для обеспечения плавности хода движущихся частей используют гидро - и пневмодемпферы. Величину хода штоков контролируют упоры.
1.3. СИСТЕМЫ УПРАВЛЕНИЯ РАБОТОЙ РОБОТОВ
Современные достижения микроэлектроники — создание сверхэкономичных и малогабаритных микропроцессорных средств управляющей и вычислительной техники — открыли путь для широкого внедрения в практику роботостроения более совершенных методов управления. Можно с уверенностью сказать, что появление микропроцессоров и микро- ЭВМ стало ключевым моментом для успешного решения задачи резкого повышения технологической гибкости роботов. Совершенно иные возможности открываются перед робототехникой в связи со стремительным ростом возможностей больших интегральных схем (БИС), микропроцессоров, микро - и макро-ЭВМ на микропроцессорной базе.
Системы управления промышленных роботов построены на общих принципах.
При наличии экстремальных условий, когда невозможна работа человека в опасной зоне (радиоактивное излучение, взрывоопасность, сильное магнитное поле, глубокий вакуум открытого космоса, большие глубинные давления океана), систему управления работой роботов строят по трем основным направлениям.
Первое направление ― полностью автоматическое управление в случае, если по характеру работы возможно ее полное программирование и применение автоматических роботов.
Второе направление ― дистанционное полуавтоматическое управление от руки человека - оператора, когда пост управления находится в безопасном месте. Здесь могут быть применены различные виды систем копирующего управления, в том числе с отражением рабочего усилия на управляющий механизм, а также новый принцип полуавтоматического управления со спецвычислителем или микропроцессором и управляющей многостепенной рукояткой.
Третье направление ― дистанционная интерактивная система управления действиями роботов. Здесь робот может выполнять все элементы сложного комплекса операций по отдельности. Человек только указывает роботу последовательность их выполнения и освобождается от непрерывной ручной работы.
По общим принципам управления роботы делят на три основных типа: цикловые, позиционные, контурные.
Цикловые системы управления работают по концевым упорам, при контакте с которыми одно движение руки робота переключается на другое. Путем перестановки упоров (переключателей) и изменения программы, определяющей последовательность перемещений, робот легко перенастраивается.
Позиционные системы ― дискретные системы управления, где программируется положение ряда точек, определяющих желаемое движение руки робота. Числовое программное управление реализуют здесь обычно с помощью интегральных микросхем.
Выпускаются унифицированные управляющие устройства позиционного программного управления для промышленных роботов.
Контурные системы ― системы непрерывного управления. Они непрерывно обрабатывают траекторию движения по каждой из степеней подвижности. Процесс легко перенастраивается на различные виды технологических операций.
Основные типы управляющих устройств (цикловые, позиционные, контурные) программных промышленных роботов могут комбинироваться в одном и том же роботе для получения различных степеней подвижности.
Роботы с цикловым управлением наиболее дешевые, быстродействующие, с высокой точностью позиционирования. Используют их для обслуживания штамповочных прессов, установок для литья под давлением. Часто действуют две или одновременно несколько механических рук.
Роботы с позиционным управлением выпускают чаще как универсальные и применяют для обслуживания более сложных технологических операций: штамповки, литья, ковки, механообработки, точечной сварки, окраски и др.
Роботы контурного управления используют для выполнения непрерывной дуговой сварки со сложной криволинейной конфигурацией шва, для нанесения различных покрытий, герметиков и т. д.
Программоносителем могут быть перфокарты, ленты, магнитные ленты, барабаны, диски. Записанные команды считываются с ленты и преобразуются в импульсные команды, которые после усиления поступают в привод исполнительного механизма. Контурные системы имеют обратную связь, что позволяет сравнивать действительные перемещения с заданными и проводить коррекцию.
Широкое применение находят роботы, у которых программа записывается по методу самообучения. Оператор при наладке перемещает руку с захватом в расчетные точки траектории движения. Положение манипулятора фиксируется сигналами от кодовых датчиков в блоке памяти на магнитном барабане в определенной последовательности. После окончания обучения робот работает самостоятельно.
Роботы, выполняющие технологические процессы, имеют более совершенную память и информационную систему, которая позволяет получить информацию о внешней среде от различного типа преобразователей. Роботы такого типа определяют наличие, положение и размеры предмета в рабочей зоне, контролируют величину усилия зажима.
1.4. КИНЕМАТИКА И КОМПОНОВКА РОБОТОВ
Рассмотрим устройство и принцип работы промышленного робота. Робот предназначен для выполнения вспомогательных операций при автоматизации технологических процессов в машиностроении, выполняется трех модификаций: общего назначения, с теплозащитой для работы в зонах с повышенной температурой и с пылезащитным устройством.

а) б)
Рис.1.4.1. Устройство робота: а – компоновка; б – кинематическая схема
Компоновочная схема робота приведена на рис.1.4.1, а. Все агрегаты и механизмы закреплены на раме 1 с тележкой. На тележке расположен блок программного управления 3 с силовым разъемом 2, силовой орган ― гидростанция 16 с исполнительными двигателями 15, рядом с которыми расположены гидроамортизаторы 14 механизма поворота. Над двигателем установлен механизм поворота 13 колонны 6 с поворотным столом 12. Колонну 6 приводит в движение гидродвигаДля защиты механизмов, расположенных внутри колонны, предусмотрен защитный кожух 7. Рука - манипулятор 8 со штоком 9, с ориентирующим механизмом ― кистью 10 и захватом манипулятора 11 приводится в движение гидродвигателем 4. На рис.1.4.1, б представлена схема робота.
Робот имеет пять степеней подвижности, не считая движения захвата. Рука робота перемещается в цилиндрической системе координат, т. е. два ее движения прямолинейны. Движение руки 7 происходит от упора до упора. Положение упоров регулируют в зависимости от требуемой величины хода. Кисть 6 с захватом 5 поворачивается гидроцилиндрами поворота кисти 3, 4. Манипулятор перемещается по каретке 8, которая расположена на колонне 9. Вертикальное перемещение руки и поворот колонны осуществляют гидроцилиндры поворота 2 через тяговую цепную передачу со звездочками 1, насаженными на вал колонны. Заготовка ориентируется поворотом кисти 6. Плавность хода регулирует гидроамортизатор 10. Робот имеет пульт ЧПУ (числовое программное управление) и пульт ручного управления. Положение манипулятора, т. е. траектория его перемещения, программируется. Обучение производят вручную с пульта ручного управления путем последовательного проведения руки робота по заданным точкам программы, при этом определяют фактические координаты заданных точек. При ручном обучении программа записывается на перфоленту. В системе управления роботом есть устройство синхронизации работы с технологическим оборудованием, с помощью которого обеспечивается рабочий цикл обработки детали. По полученным командам со станка робот снимает готовую деталь и устанавливает новую.

Рис.1.4.2. Схема работы сборочного робота
Сборочный робот работает по следующей схеме (рис.1.4.2). Левый манипулятор 1 должен взять болт 2 и вставить его в отверстие детали 3, прежде определив его положение, правый манипулятор 6 должен взять гайку 5, определить положение болта и повернуть гайку. Датчики усилий определяют усилие затяжки и число витков. Самостоятельность робота в выборе решений определена заложенным алгоритмом программы. В случае, если гайка выполнена с меньшим резьбовым отверстием, то возрастает контролируемое усилие затяжки и робот возвращает гайку на предметный стол. Деталь 3 удерживается манипулятором 4. Весь процесс управляется ЭВМ.
В качестве примера робота с двумя манипуляторами с жесткой программой рассмотрим работу комплекса для штамповки деталей из штучных заготовок. Программоносителем служит штеккерная панель. В комплекс входят: промышленный робот ПРЦ-I, магазинное устройство МУПР-2 и однокривошипный открытый двухстоечный пресс простого действия. Цикл работы робота делят на подачу заготовки в пресс, снятие готовой детали и укладку ее на стол готовой продукции. Операции выполняются синхронно.

Рис.1.4.3. Схема работы робота с двумя манипуляторами
Комплекс работает в следующей последовательности (рис.1.4.3). Руки 3, 12 робота 2 выдвигаются вперед и опускаются. Левая рука 3 захватывает заготовку 6 на поворотном столе 7 магазинного устройства. Правая рука 12 захватывает отштампованную деталь 9 из пресса 8. Деталь и заготовка захватываются вакуумными присосками 10 кисти 5 робота. После взятия обе руки поднимаются и возвращаются в исходное положение и, поворачиваясь вправо, выдвигаются вперед. Левая рука 3 укладывает заготовку в штамп пресса 8, а правая рука 12 сбрасывает отштампованную деталь 9 в тару. Штамповка детали в прессе происходит после того, как руки отойдут в исходное положение. Далее цикл повторяется. Информационная система с датчиками 4 обеспечивает контроль правильности укладки заготовки в штамп, захват одной заготовки из стопы магазинного устройства, положение ползуна пресса в верхней мертвой точке и вынос отштампованной детали из штампа. Во время работы комплекса подключены датчики безопасности в ограждении 13. В случае перемещения заграждения происходит блокировка оборудования и комплекс автоматически отключается. Управление комплексом ведут с выносного пульта 1. Пуск комплекса происходит в следующей последовательности: магазинное устройство ― робот ― пресс ― робот. Режим работы автоматический.
В машиностроении роботы часто применяют для обслуживания нескольких станков. Планировке рабочих зон уделяют большое внимание.
Рассмотрим пример кольцевой планировки из шести металлорежущих станков с применением робота (рис.1.4.4, а). Максимальный угол поворота манипулятора 300°С. Робот 3 установлен в центре рабочей зоны, металлорежущие станки 2 ― по дуге окружности. Между станками расположен стол для заготовок 1 и готовой продукции. Каждый станок имеет ЧПУ. Достаточно большой угол поворота руки и большое радиальное перемещение ее позволяют обеспечить широкую область работы.
Роботы также встраивают в автоматические линии (рис.1.4.4, б). В этом случае робот 3 перемещается по рельсовому пути 5 и обслуживает оборудование 2 с обеих сторон. Заготовки на робот поступают из автоматизированного склада 1, а детали робот укладывает на транспортер 4.
Применяют схемы планировки с двумя роботами (рис.1.4.4, в). Один робот 4 перемещается по рельсовому пути 5 и производит транспортировку заготовок с конвейера 6 и установ их на оборудование. Второй подвесной робот 3 перемещается по монорельсу 2, производит съем деталей и транспортировку на другой участок обработки 1. Такая компоновка оборудования позволяет использовать и верхнее пространство помещения.

Рис.1.4.4. Планировочные схемы с использованием роботов:
а – секторная; б – продольная двусторонняя;
в – с двумя роботами; г – кольцевая
Нашла применение кольцевая планировка для роботов с перекидным манипулятором (рис.1.4.4, г). Робот 3 установлен в центре площадки и обслуживает диаметрально противоположные станки 2. Заготовки снимаются со стола 1, туда же укладываются готовые детали. Схема работы следующая. Робот берет заготовку, поднимает ее вертикально и подает на противоположную сторону. При этом происходит излом руки манипулятора, состоящего из двух половин. При обслуживании станков в другом направлении робот берет заготовку и поворачивается для установа на станок. Загружает один станок, перекидывает руку, берет деталь со второго станка и укладывает на стол. Подобную схему применяют при автоматизации прессового оборудования.
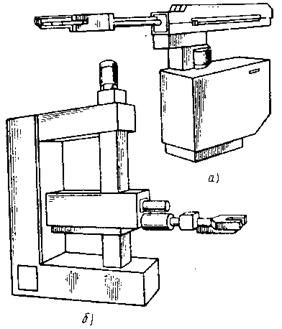
Рис.1.4.5. Промышленные роботы: а – типа РПМ-1; б – фирмы “Фанук”
Для заготовок небольшой массы до 1 кг применяют роботы (рис.1.4.5). Робот серии РПМ-I (рис.1.4.5, а) имеет три степени подвижности с горизонтальным ходом 300 мм и вертикальным до 50 мм. Угол поворота вокруг вертикальной оси 180°С, привод пневматический, управление ― встроенный электронный блок с перенастраиваемой программой. Робот используют в электронной, радиотехнической промышленности, в приборо - и машиностроении.
Робот фирмы “Фанук” (рис.1.4.5, б) работает в цилиндрической системе координат с горизонтальным ходом руки манипулятора 1100 мм и вертикальным ― до 800 мм.
Несколько слов следует сказать о перспективах создания автоматических роботов для мелкосерийного производства. Ранее отмечались трудности автоматизации серийного производства.
Практика роботостроения предлагает несколько путей решения этой задачи. Первый ― в создании высокоточных автоматических манипуляторов и позиционеров с контурными управляющими устройствами. Но создание таких манипуляторов дорого и они имеют сложную систему управления. Существуют экспериментальные сборочные комплексы серийного промышленного робота с автоматическим сборочным манипулятором с тремя степенями подвижности. Первый осуществляет перенос детали к специализированному сборочному роботу, который, используя информацию от системы управления, уточняет положение сопрягаемых деталей и выполняет сборочную операцию.
Существуют разновидности такой схемы построения роботизированного сборочного комплекса. Все они в качестве целевого механизма используют электропривод и работают в прямоугольной системе координат.
2. ВЫБОР И РАСЧЕТ ЗАХВАТНЫХ УСТРОЙСТВ
ПРОМЫШЛЕННЫХ РОБОТОВ
2.1 ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Изучить теоретический материал.
2. Ответить на контрольные вопросы.
3. Основываясь на исходных данных (см. табл.1), в соответствии с определенным преподавателем вариантом, выбрать тип захватного устройства, произвести его кинематический и силовой расчет, для чего выполнить следующие разделы работы:
1. Выбор и обоснование конструкции ЗУ ПР (Классификационная группа, описание конструкции, области применения, преимущества-недостатки и т. д.).
2. Построение кинематической схемы и силовой анализ ЗУ.
3. Расчет усилий привода.
4. Определение усилий захвата. (Для вакуумных ЗУ (ВЗУ) расчет удерживающего усилия).
5. Расчет конструктивных элементов.
6. Общий вид ЗУ ПР.
При выполнении работы использовать приложения настоящего методического пособия. По разделам 1-6 студентом составляется расчетно-пояснительная записка, выполняемая на писчей бумаге формата 297х210. Эскизы, схемы, чертежи допускается выполнять на миллиметровой бумаге карандашом с соблюдением требований ГОСТов.
Студент защищает работу, отвечая на контрольные вопросы и объясняя выполнение всех ее этапов.
2.2. ЗАХВАТНЫЕ УСТРОЙСТВА. ОБЩИЕ СВЕДЕНИЯ
Захватные устройства (ЗУ) промышленных роботов (ПР) и манипуляторов (М) служат для захватывания и удержания в определенном положении объектов манипулирования. Эти объекты могут иметь различные размеры, форму, массу и обладать разнообразными физическими свойствами, поэтому ЗУ относятся к числу сменных элементов ПР. Как правило, ПР и М комплектуют набором типовых (для данной модели) ЗУ, которые можно менять в зависимости от требований конкретного рабочего задания. Иногда на типовой захват устанавливают сменные рабочие элементы (губки, присоски и т. п.). При необходимости ПР оснащают специальными ЗУ, предназначенными для выполнения определенных операций. К ЗУ предъявляются требования общего характера и специальные, связанные с конкретными условиями работы. К числу обязательных требований относятся надежность захватывания и удержания объекта, стабильность базирования, недопустимость повреждений или разрушения объектов. Прочность ЗУ должна быть высокой при малых габаритных размерах и массе. При обслуживании одним ПР нескольких единиц оборудования применение широкодиапазонных ЗУ или их автоматическая смена может оказаться единственно возможным решением, если одновременно обрабатываются детали различных конфигураций и массы. Поэтому к ЗУ для ПР, работающих в условиях серийного производства,
предъявляются дополнительные требования: широкодиапазонность (возможность захватывания и базирования деталей в широком диапазоне массы, размеров и формы), обеспечение захватывания близко расположенных деталей, легкость и быстрота замены (вплоть до автоматической смены ЗУ). В ряде случаев необходимо автоматическое изменение усилия удержания объекта в зависимости от массы детали.
В последнее время ведутся разработки конструкций ЗУ, способных захватывать и базировать не ориентированно расположенные объекты.
Таблица 1
ИСХОДНЫЕ ДАННЫЕ
Объект манипулирования | Вариант | Материал | Размеры, мм | |
| 1 2 3 | Дюралюминий Сталь Латунь | 1 | 2 |
А = 40 В = 100 С = 150 | А = 35 В = 120 С = 200 | |||
| 4 5 6 | Сталь Дюралюминий Латунь | А = 6 В = 100 С = 200 | А = 10 В = 120 С = 210 |
| 7 8 9 | Латунь Сталь Дюралюминий | А = 15 В = 40 С = 200 | А = 20 В = 60 С = 220 |

2.3. КЛАССИФИКАЦИЯ ЗАХВАТНЫХ УСТРОЙСТВ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
