


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Компетенции специалиста Фазы производствен- ного цикла обработки предмета труда | Знание параметров | Умение управлять параметрами и контролировать их | Знание физических, химических и механических процессов на микро и наноуровнях, влияющих на параметры | Умение управлять процессами, влияющими на параметры |
Исходное состояние материала | Общие требования к изделиям, направляемым на нанесение покрытий: материал, температурные ограничения, размеры, форма и конфигурация, степень сборки, консервация. | Согласовывать с Заказчиком выполнения общих требований к изделиям. Контролировать выполнение требований. | ||
Требование к модифицируемой поверхности изделий (поверхности, на которую наносится покрытие): шероховатость, недопустимые механические дефекты, степень чистоты. Типы недопустимых загрязнений и дефектов поверхности. | Согласовывать с Заказчиком выполнения общих требований к изделиям. Контролировать выполнение требований. | Разрабатывать рабочие инструкции по проведению входного контроля изделий перед нанесением покрытий. | ||
Параметры технологических операций механической обработки поверхности, их влияние на шероховатость поверхности. Контролируемые параметры поверхности. | Контролировать параметры поверхности после проведения механической обработки. | Физические основы процессов Механической обработки поверхности (полировка, галтовка, щёточная и микроструктурная обработка) | Выбирать технологические операций и параметры механической обработки, обеспечивающие требуемые параметры модифицируемой поверхности. Разрабатывать рабочие инструкции по проведения операций механической обработки поверхности. | |
Параметры технологических операций химической подготовки поверхности, их влияние на чистоту и морфологию (шероховатость) поверхности. Контролируемые параметры поверхности. | Контролировать параметры поверхности после проведения химической подготовки. | Физико-химические основы процессов очистки и травления поверхности: очистка в жидких растворах СМС и органических растворителях (в т. ч. с использованием ультразвука), паровая очистка промывка, сушка. | Выбирать технологические режимы операций химической подготовки, обеспечивающие требуемые степень чистоты и морфологию модифицируемой поверхности изделий. Разрабатывать рабочие инструкции по проведению операций химической подготовки поверхности. | |
Требования к магнетронным мишеням (состав и количество примесей, пористость) и технологическим газам (степень чистоты) | Контролировать выполнение требований по мишеням и технологическим газам. | |||
Процесс технологической обработки материала | Определяющие параметры (ОП) и контролируемые параметры (КП) типовых технологических операции процесса нанесения покрытий: 1. Загрузка изделий ОП: размеры эффективной зоны, ширина зазоров между изделиями; КП: состояние внутрикамерной оснастки, состояние изоляции внутрикамерных устройств. 2. Откачка вакуумной камеры ОП: время откачки, давление и расход натекания газов на «базовом» вакууме; КП: давления на входе/выходе вакуумных насосов, расход аргона на стадии «нагрев-охлаждение». 3. Ионная очистка ОП: рабочее давление, потенциал смещения изделий, ток поддержки магнетронов, параметры разрядных импульсов, продолжительность; КП: ток смещения с изделий, расход рабочего газа, частота микродуг на изделиях. 4. Нанесение металлического слоя ОП: рабочее давление, потенциал смещения изделий, разрядный ток магнетронов, параметры разрядных импульсов, период вращения изделий, продолжительность; КП: ток смещения с изделий, разрядное напряжение магнетронов, расход рабочего газа. 5. Нанесение реактивного слоя ОП: рабочее давление, концентрация реактивного газа, потенциал смещения изделий, разрядный ток магнетронов, параметры разрядных импульсов, период вращения изделий, продолжительность. КП: ток смещения с изделий, разрядное напряжение магнетронов, расход реактивного газа, глубина выработки мишеней. 6. Остывание и выгрузка изделий ОП: рабочее давление, продолжительность: КП: расход рабочего газа, расход натекания газов на «базовом» вакууме, состояние внутрикамерной оснастки. | Задавать ОП и контролировать КП через интерфейс пользователя АСУТП вакуумной установки или посредством визуального осмотра состояния внутрикамерной оснастки и технологических устройств. Выводить протоколы и графические диаграммы технологического процесса нанесения покрытий. Проводить типовые тестовые операции (измерение скорости прокачки технологических газов, измерение натекания). Корректировать определяющие параметры технологического процесса через интерфейс пользователя АСУТП вакуумной установки. Участвовать и контролировать настройку блока исходных технологических параметров в соответствующей подпрограмме АСУТП. | Основы молекулярно-кинетической теории газов. Понятие, классификация и параметры вакуума (давление, концентрация, длина свободного пробега молекул). Уравнение состояния вакуума. Теоретические основы вакуумной техники. Термодинамическая модель потребления рабочих газов в вакуумной камере. Основное уравнение вакуумной техники. Натекание примесей в вакуумную камеру (атмосферное и внутрикамерное), методы его измерения. Параметры процессов газонапуска. Трех зонная структура процесса нанесения покрытий (получение потока атомов, перенос атомов, послойный рост покрытия). Металлический и реактивный режимы нанесения покрытий. Основные факторы и параметры процесса нанесения покрытий, определяющие структуру, состав и адгезию покрытий. Принцип действия магнетронной распылительной системы (МРС). Сбалансированные и несбалансированные МРС (НМРС). Многокатодные НМРС с замкнутой магнитной конфигурацией. Параметры и характеристики НМРС. Импульсные режимы работы МРС. Дуальная НМРС – состав, принцип действия, преимущества. Работа МРС в режиме HiPIMS принцип работы и преимущества Эффект гистерезиса. Инструментальные методы управление реактивным процессом нанесения покрытий (масс-спектрометрия и оптическая эмиссионная спектроскопия). | Проводить анализ протекания технологических операций во время процесса нанесения покрытий по трендам изменения контролируемых параметров и, при необходимости, корректировать определяющие параметры операций в течение процесса. Корректировать определяющие параметры технологических операций по результатам контроля и измерения параметров и характеристик покрытий, полученных в отработочных циклах нанесения покрытий. Проводить адаптацию определяющих параметров технологического процесса нанесения покрытия к изменению количества изделий в загрузке, размеров, формы и материала изделий. Проводить анализ аварийных ситуаций, происходящих при проведении технологического процесса и отрабатываемых АСУТП, и после устранения их причин завершать прерванный техпроцесс, проведя соответствующую корректировку параметров, не допуская брака по загруженным изделиям. Проводить анализ факторов техпроцесса, приводящих к ухудшению свойств и характеристик наносимых покрытий и не регистрируемых непосредственно средствами контроля АСУТП, используя при этом тренды контролируемых параметров и вспомогательные измерительных средства (например, течеискатель, квадрупольный массспектрометр многоканальный цифровой осциллограф и др.). Разрабатывать рабочие инструкции по проведению всех операций технологического процесса нанесения покрытий. |
Конечное состояние материала | Контролируемые параметры и характеристики покрытий: - морфология поверхности; - шероховатость поверхности; - толщина покрытия и его слоев; - механические свойств и характеристики (твердость, модуль упругости, упругое восстановление); - адгезионная прочность; - трибологические свойства (коэффициент трения, скорость приведенного износа); - декоративные характеристики поверхности покрытия (спектральная характеристика коэффициента отражения в видимом диапазоне длин волн). | Измерять и контролировать параметры и характеристики покрытий с использованием соответствующих средств измерений, визуального контроля и регистрации: | Физические основы методов исследования морфологии поверхности покрытий, измерения их механических свойств и характеристик, исследования адгезионной прочности покрытий, трибологических свойств и декоративных характеристик покрытий. | Проводить анализ качества покрытия по измеренным параметрам и характеристикам. Участвовать в разработке рабочих инструкций по проведению испытаний параметров и характеристик покрытий. |
Приложение 3
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА[7]
Концепция формирования квалификационных требований к компетенциям специалистов (конструкторов, технологов и материаловедов) в области нанотехнологий и наноматериалов
§1. Квалификационные требования, согласно постановлению Национального агентства развития квалификаций (НАРК) (Рисунок 1), имеют 4 уровня:
1. Обобщённые трудовые функции
2. Специальные трудовые функции
3. Трудовые действия
4. Необходимые знания и умения

Рисунок 1. Общая структура квалификационных требований профессионального стандарта, согласно постановлению НАРКа
§2. В основу требований к компетенциям на уровнях 1-2 (обобщённые трудовые функции и специальные трудовые функции) предлагается положить основные идеи и понятия стандарта ISO-9001, структурирующего основные процессы производственного цикла (Таблица 1). В этом случае возникает системная, опирающаяся на хорошо развитую традицию, основа формирования общих требований к знаниям и умениям специалистов (знания и умения, связанные с работой с документами, с персоналом, с оборудованием, с материалами и т. д.). Таким образом, требования на 1 и 2 уровнях (обобщённые трудовые функции и специальные трудовые функции) оказываются одинаковыми для всех специалистов и не зависят от специфики их деятельности.
П-0 Процесс управления системой менеджмента качества: | Управление процессами жизненного цикла продукции П-4 |
1. Управление документацией СМК П-1 2. Ответственность руководства П-2 3. Менеджмент ресурсов П-3 4.Процессы жизненного цикла продукции П-4 5. Измерение, анализ, улучшение П-5 | П-4.1. Процессы, связанные с потребителем |
П-4.2. Планирование разработки | |
П-4.3. Процесс проектирования и разработки | |
П-4.4. Процесс закупки | |
П-4.5. Процесс производства и обслуживания | |
П-4.6. Процессы контроля, мониторинга и измерений | |
П-4.7. Управление несоответствующей продукцией |
Таблица 1. Структура и основные понятия стандарта ISO-9001.
§3. На третьем уровне – уровне трудовых действий (операций, совершаемых работником для выполнения трудовой функции) – находит отражение специфика средств труда. Для того чтобы сформулировать требования к специалистам на этом уровне, необходимо описать особенности деятельности технологов, материаловедов и конструкторов.
Области специализации конструкторов, технологов и материаловедов схематически показаны на Рисунке 2, иллюстрирующем особенности их «взгляда» на материалы и изделия. Из рисунка видно, что технолог сосредоточен на проблемах синтеза материалов и их формообразования, конструктор работает, главным образом, с формой и свойствами. Материаловед, в основном, занимается проблемами связи строения (состава и структуры) материалов и их свойств. Исходя из такого понимания, остановимся подробнее на описании компетенций указанных специалистов.
|
Рисунок 2 |
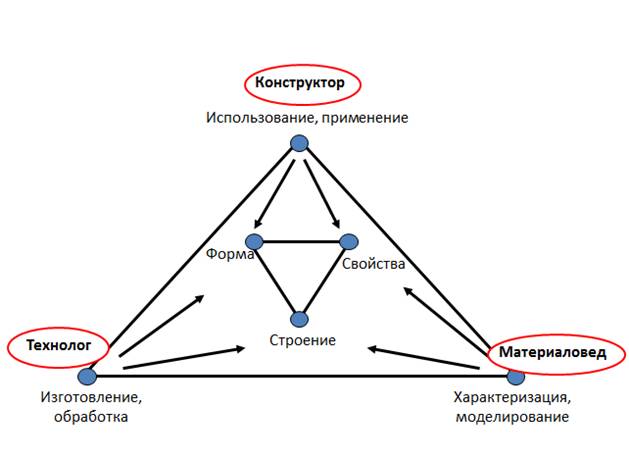
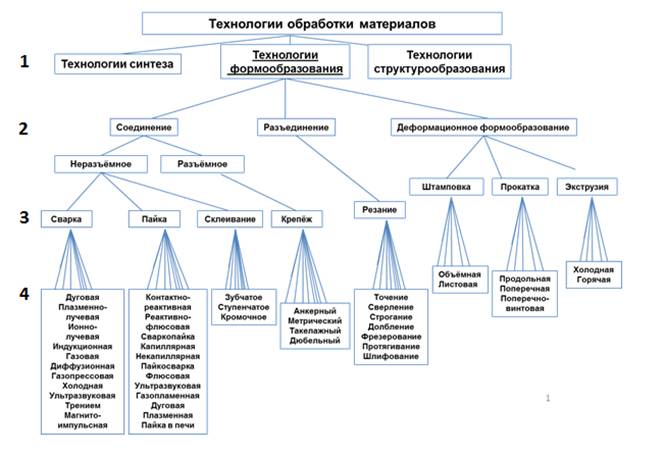
Технолог решает задачу выбора и оптимизации процессов создания (изготовления и обработки) материалов и изделий.
Эти процессы подразделяются на процессы синтеза материалов, процессы структурообразования и процессы формообразования. Каждый из указанных процессов, в свою очередь, имеет своё деление на подпроцессы. Например, процесс формообразования подразделяется на процессы соединения, разъединения и деформационного формообразования. В свою очередь, каждый из этих процессов имеет своё подразделение, например, процессы формообразования подразделяются на процессы соединения (разъёмного и неразъёмного), разъединения и деформационного формообразования. Процессы неразъёмного соединения подразделяются на процессы сварки, пайки, склеивания. Процессы сварки, в свою очередь, подразделяются на более чем 10 конкретных видов сварки и т. д.
Указанное иерархическое перечисление может быть представлено в виде специального графа – «дерева технологических процессов», имеющего несколько уровней описания (обозначенных на рисунке цифрами 1-4) (Рисунок 3).
|
Рисунок 3. Дерево технологических процессов |
При формировании требований к компетенциям технолога работодателю следует выбрать уровень, знания на котором он будет считать достаточными для принимаемого на работу специалиста. Как правило, конкретные трудовые действия осуществляются на 4 (5) уровне в иерархии технологических процессов, и работодатель может выбрать, следует ли требовать от технолога знаний о смежных (находящихся на одном уровне) технологиях, а также знаний о технологиях более высокого уровня обобщения, или ограничиться одной конкретной технологией.
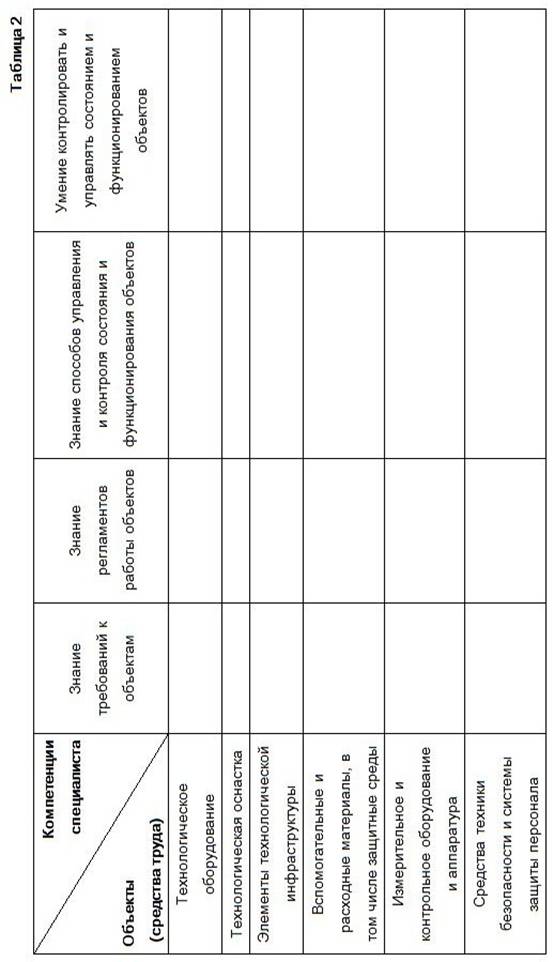
Применительно к каждой из конкретных технологий специалист на уровне трудовых действий должен владеть средствами труда, уметь ими управлять и их контролировать. Опишем матрицу требований к компетенциям технолога. По вертикальной оси расположим перечень средств труда, а по горизонтальной оси – требования к знаниям и умениям по контролю и управлению этими объектами (средствами труда).
При заполнении специалистом этой матрицы в полной мере проявится и специфика предмета труда (объёмного наноматериала или нанопокрытия), и, таким образом, проявятся компетенции специалиста-технолога в заданной предметной области. Однако знания и умения, касающиеся предмета труда – создаваемого материала (изделия) – будут полностью выявлены на четвёртом уровне – уровне специальных знаний и умений.
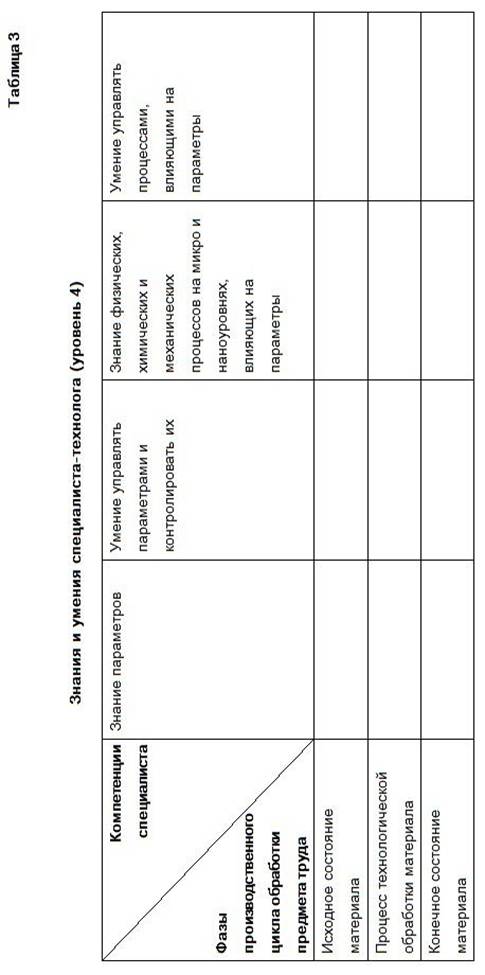
§4. Перейдём теперь к описанию требований к компетенциям технолога в области предмета труда. Технолог обеспечивает процесс преобразования состава, структуры и/или формы исходного материала в материал (изделие) с наноструктурой. Для обеспечения этого процесса технолог должен знать физические, химические и механические процессы, связанные с этим преобразованием, и уметь эти процессы контролировать и этими процессами управлять. Деятельность технолога по созданию материалов (изделий) может быть разделена на три фазы:
1. Подготовительная фаза. На этой фазе осуществляется контроль состояния материала (сырья, компонентов и т. д.). Здесь необходимо знать параметры исходных состояний, влияющие на возможность осуществления процесса, уметь их контролировать и ими управлять.
2. Фаза производства. В этой фазе происходит преобразование исходного материала в «наноматериал». Для обеспечения этой деятельности технолог должен знать параметры процесса преобразования и уметь их контролировать и управлять ими (корректируя при необходимости технологические режимы).
3. Фаза выходного контроля и обеспечения условий хранения. В этой фазе осуществляется контроль состояния полученного материала и управление обеспечением условий его сохранения. Для осуществления этой деятельности необходимо знать параметры конечного (нано) состояния и уметь контролировать их обеспечение.
Таким образом, требования к компетенциям технолога на четвёртом уровне – уровне специальных знаний и умений – могут быть описаны следующей матрицей:
§5. Материаловед решает задачу выбора и оптимизации эксплуатационных, технологических и инженерных свойств[8] с учётом строения (состава и структуры) материала (изделия) и с учётом процессов изменений структуры и свойств при обработке и эксплуатации.
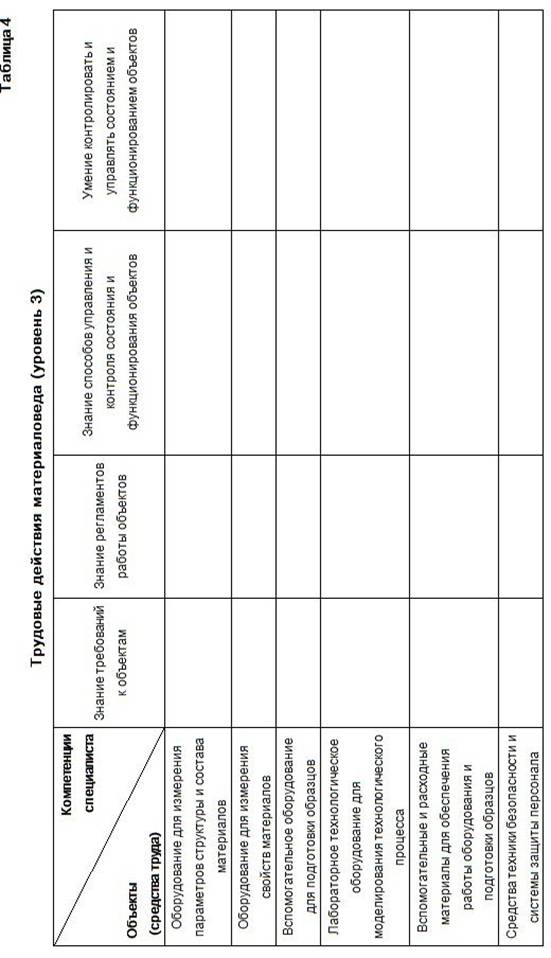
Требования к трудовым действиям (уровень 3) материаловеда определяются требованиями к его компетенциям, касающимся средств труда. На третьем уровне – уровне трудовых действий – материаловед должен владеть средствами труда, уметь ими управлять и их контролировать. Компетенции материаловеда на третьем уровне описаны в таблице 4:
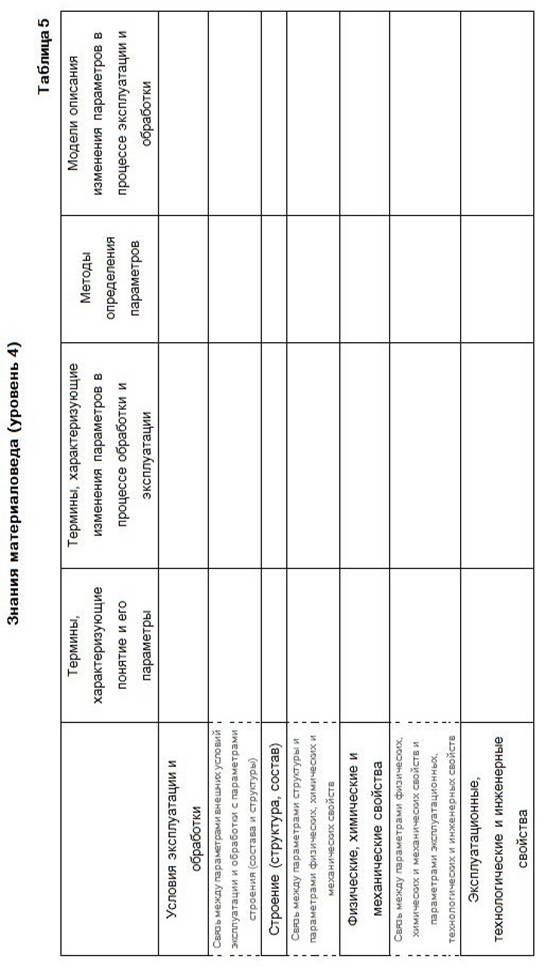
§6. Перейдём теперь к описанию предмета труда материаловеда. Предметом его труда являются свойства материалов в их связи со структурой и составом. Материаловед оптимизирует свойства материалов на основе знаний о его структуре.
Таким образом, материаловед должен владеть знаниями об эксплуатационных, технологических и инженерных свойствах материалов, их связи со структурой и знаниями о процессах эволюции структуры и свойств при обработке и эксплуатации.
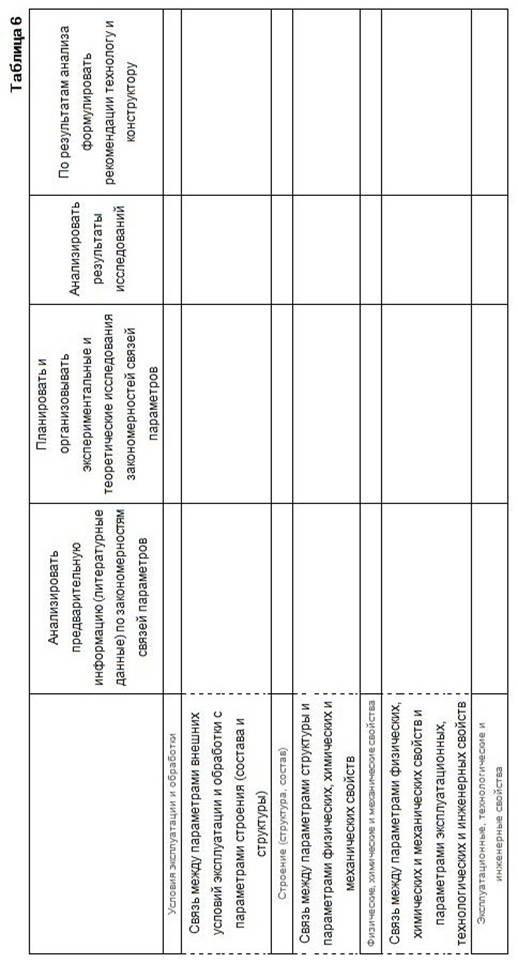
Проблема здесь состоит в том, что в настоящее время в научной и инженерной практике не разработаны эффективные инструменты (способы), обеспечивающие эффективный переход от результатов изучения состава и структуры к прогнозу эксплуатационных и технологических свойств. Известны методы, позволяющие в некоторых случаях связывать результаты исследований состава и структуры с параметрами физических, химических и механических свойств материалов, однако связь этих параметров с эксплуатационными и технологическими свойствами также не является однозначной.
Второй важный аспект деятельности материаловеда связан с его возможностями описания и предсказания изменения свойств материала в процессе эксплуатации и обработки. Здесь в настоящее время также отсутствуют алгоритмизиррованные подходы. Для решения этого круга задач материаловед должен уметь устанавливать связь влияния внешних факторов (действующих при обработке и эксплуатации: время, температура, среда, механические и физические поля) с эволюцией структуры; устанавливать связь эволюции структуры с изменениями параметров физических, химических и механических свойств и устанавливать связь эволюции параметров физических, химических и механических свойств с изменениями эксплуатационных и технологических свойств в процессе эксплуатации и обработки.
Таким образом, требования к содержанию знаний и умений материаловеда могут быть описаны в следующих двух таблицах:
§7. Конструктор решает задачу обеспечения функции изделия путём оптимизации его формы с учётом инженерных и эксплуатационных свойств материалов (и изделия) и оптимизации состояния его поверхностей.
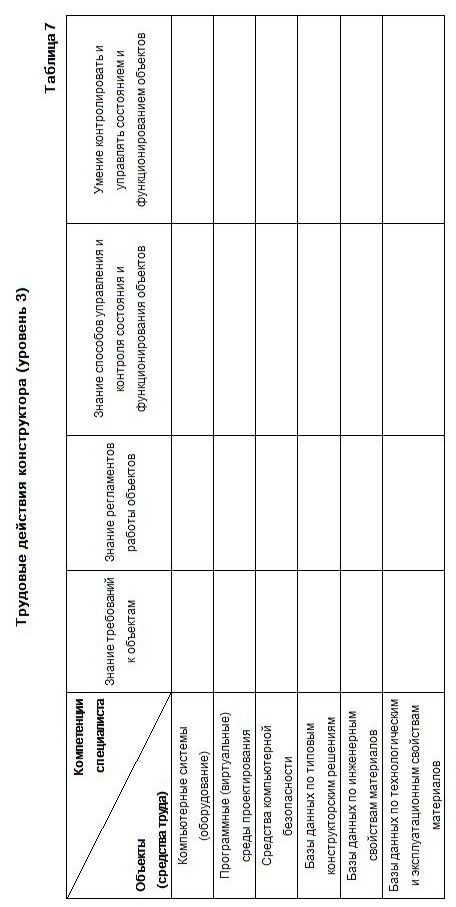
Требования к трудовым действиям конструктора определяются требованиями к его компетенциям, касающимся средств труда. На третьем уровне – уровне трудовых действий – конструктор должен владеть средствами труда, уметь ими управлять и их контролировать.
Компетенции конструктора на третьем уровне описаны в таблице 7:
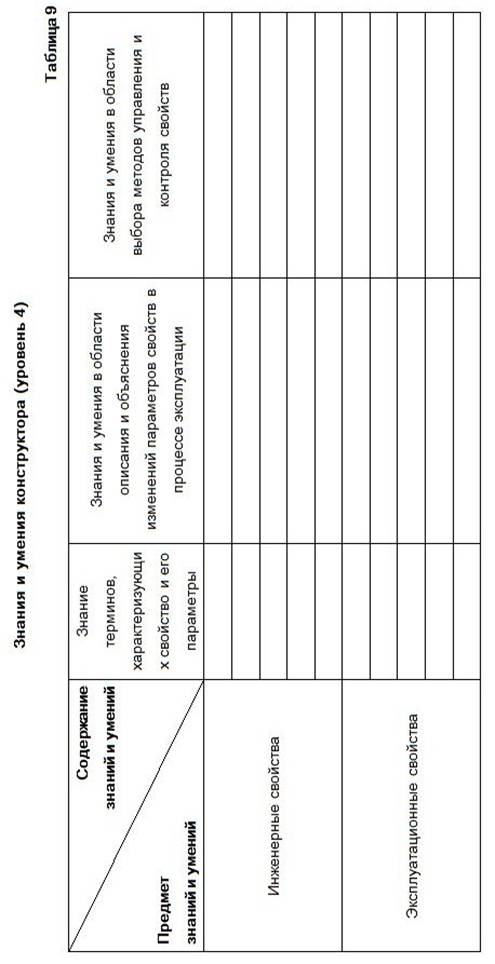
§8. Предметом труда конструктора являются формы (в широком смысле этого понятия). По сути, конструктор оптимизирует форму с учётом свойств. Таким образом, конструктор должен знать «формы», способы их согласования друг с другом и с внешней средой, способы функционирования «форм» и способы выбора форм с учётом инженерных и эксплуатационных свойств материалов (и изделий).
Требования к компетенциям конструктора на четвёртом уровне представлены в двух таблицах: первая касается знаний о «формах», вторая – об инженерных и эксплуатационных свойствах материалов.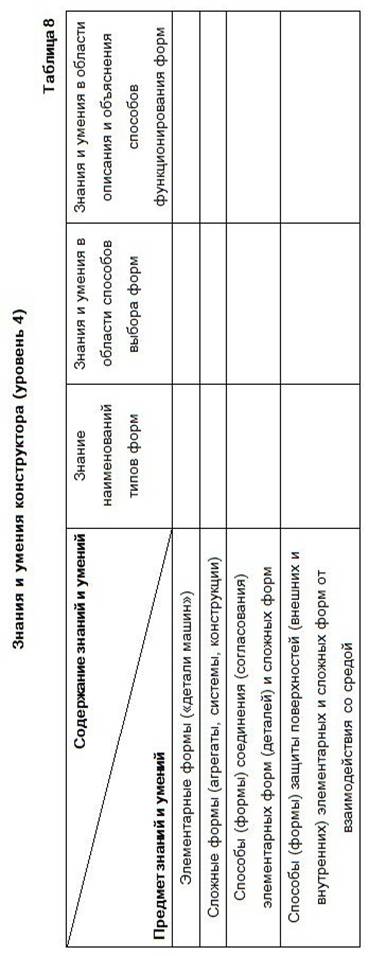
[1] Вид экономической деятельности указывается по ОКВЭД. Название области профессиональной деятельности формулируется разработчиком профессионального стандарта в случае, если деятельность, представленную в профессиональном стандарте, нельзя (трудно) отнести к одному конкретному виду экономической деятельности формулируется разработчиком профессионального стандарта в случае, если деятельность, представленную в профессиональном стандарте, нельзя (трудно) отнести к одному конкретному виду экономической деятельности
[2] ОКВЭД – Общероссийский классификатор видов экономической деятельности, документ входит в состав общероссийских классификаторов технико-экономической и социальной информации. Принят постановлением Госстандарта N 454-ст от 6 ноября 2001 г., введен 1 января 2003 г.
[3] Вид экономической деятельности указывается по ОКВЭД. Название области профессиональной деятельности формулируется разработчиками профессионального стандарта в случае, если деятельность, представленную в профессиональном стандарте, нельзя (трудно) отнести к одному конкретному виду экономической деятельности.
[4] Здесь и далее курсивом выделены рекомендательные разделы, включаемые в профессиональный стандарт по усмотрению разработчиков
[5] Требования к квалификации, отраженные в Национальной или в отраслевой рамках квалификаций для соответствующего квалификационного уровня, являются неотъемлемой частью настоящего профессионального стандарта
[6] Заполняется в соответствии с установленным порядком
[7] При необходимости разработчики профессионального стандарта описывают процесс разработки документа, приводят дополнительные пояснения, способствующие эффективному использованию профессионального стандарта.
[8] Эксплуатационные свойства: трибологические, выносливость, жаропрочность, жаростойкость, коррозионная стойкость, прочность, трещиностойкость (хрупкость), радиационная стойкость, релаксационная стойкость.
Инженерные свойства: плотность, модуль Юнга, предел текучести, трещиностойкость, энергия разрушения, коэффициент затухания упругих волн, теплопроводность, температуропроводность, удельная теплоёмкость, коэффициент линейного расширения, предельная температура эксплуатации.
Технологические свойства: деформируемость, свариваемость, жидкотекучесть и т. д.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
