

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Конкурентоспособное преимущество. Для транснациональных компаний очень важен выбор государства, в котором следует разместить штаб-квартиру и базы для каждого определенного вида бизнеса. Майкл Портер (Michael E. Porter) предполагает, что компании могут иметь различные базы для отдельных видов или частей бизнеса. Конкурентоспособное преимущество создается в основной штаб-квартире компании, где определяется стратегия, разрабатывается основное изделие и технологический процесс, создается критическая масса производства (A Critical Mass Of Production). Поэтому компании следует переносить свою основную базу только в страну, которая поощряет инновации и обеспечивает наилучшие условия для глобальной конкурентоспособности'[1]. Данный подход можно применить и к местным компаниям, стремящимся получить длительное конкурентоспособное преимущество в регионах. Этим частично объясняется рост популярности юго-восточных штатов США в качестве предпочтительного места для размещения корпораций (например, их деловой климат благоприятствует инновациям и снижению стоимости продукции).
Методы размещения промышленных предприятии
Обычный анализ места размещения учитывает отдельно расположенные производственные мощности и основан на таких действиях, как минимизация времени транспортировки или расстояния между точками спроса и предложения, минимизация функции затрат и минимизация среднего времени реагирования. Однако позже, при развитии бизнеса, из-за изменения производственных мощностей и целей эта проблема усложняется. Кроме того, оценка некоторых факторов принятия решения основана на чем-то неуловимом, даже эмоциональном. Одним из подходов, направленных на более комплексное принятие решения о размещении, является использование аналитической модели Дельфи. который объединяет реальные и неосязаемые факторы в ходе принятия решений[2]. Аналитический метод Дельфи включает использование трех групп специалистов: координирующей, стратегической и прогнозирующей, каждая из которых выполняет различные функции в процессе принятия решения. Ниже приведены этапы реализации этого метода.
· Этап I. Формирование двух Дельфи-групп специалистов. Вначале из консультантов, работающих в фирме или приглашенных со стороны, формируется координирующая группа, которая разрабатывает вопросники для проведения Дельфи-опросов. Одновременно координируюшая группа отбирает две группы специалистов из сотрудников компании для участия в двух Дельфи-опросах — одну для прогнозирования тенденций в социальной и физической средах, оказывающих влияние на организацию (прогнозирующая Дельфи-группа), и вторую для определения стратегических целей и приоритетов организации (стратегическая Дельфи-группа). В стратегическую группу следует отбирать руководителей высшего звена из каждого подразделения организации, в том числе менеджеров изо всех функциональных отделов.
· Этап II. Определение угроз и возможностей. Координирующая группа после нескольких раундов анкетных опросов с обратной связью просит прогнозирующую Дельфи-группу определить главные направления развития, благоприятные возможности на данном рынке, а также возможные угрозы, которые должна учесть и нейтрализовать организация. По возможности решение на этом этапе должно приниматься консенсусом.
· Этап III. Определение направлений и стратегических целей организации. Координирующая группа передает результаты, полученные при проведении прогнозирующего Дельфи-опроса, стратегической Делъфи-группе, которая затем использует их во втором Дельфи-опросе для определения директивных и стратегических целей организации.
· Этап IV. Поиск альтернативы. Поскольку в задачу стратегической Дельфи-группы входит определение долгосрочных целей, ей следует сконцентрировать свое внимание на разработке различных вариантов. Эти варианты могут вырабатываться как по выбору мест расположения объекта, так и по расширению и/или сокращению существующих производственных мощностей, а также по вычленению и размещению отдельных объектов организации.
· Этап V. Установление приоритетов альтернатив. Готовый набор вариантов, определенных на этапе IV, представляется участникам стратегической Дельфи-группы для того, чтобы они вынесли субъективные оценочные суждения. Если оценочные суждения достаточно сложны для их количественной оценки, можно использовать метод иерархического анализа (Analytic Hierarchy Process), описанный в главе 12.
· Этот системный метод позволяет определять тренды, направления разработок и возможности их реализации, рассматривая сильные и слабые стороны организации. Кроме того, он позволяет вводить стратегические цели и задачи фирмы в важный процесс принятия решений. Данный подход, широко применяемый в настоящее время компаниями, является типично интеграционным, основанным на групповом принятии решений.
Размещение объектов сервиса
· Из-за большого разнообразия сервисных услуг и относительно низких затрат на создание сервисных фирм по сравнению с промышленными, новых сервисных центров вводится намного больше, чем новых заводов и товарных складов. Действительно, в большинстве населенных пунктов параллельно с быстрым ростом населения наблюдается быстрый рост количества торговых точек, ресторанов, муниципальных служб и увеселительных заведений.
· В сфере услуг обычно существует много точек для поддержания тесного контакта с потребителями. Решение о размещении объектов сервиса неразрывно связано с решением о выборе рынка. Если целевым рынком представляются студенческие группы, то расположить сервисную фирму в районе, где основную долю населения составляют пенсионеры, значит обречь ее на нежизнеспособность, несмотря на возможные благоприятные финансовые условия, наличие ресурсов и т. п. Рынок также влияет на количество точек, которые надо построить, их размеры и характеристики. Так, решения о размещении новых промышленных предприятий принимают с учетом минимизации затрат, а многие методы, определяющие принятие решений о размещении сервисных фирм, основаны на максимизации потенциальной прибыли в различных местах. Ниже представлены два примера аналитического подхода, который можно использовать для выбора хороших мест расположения. Первый основан на регрессионном моделировании; второй включает использование простой эвристической процедуры.
· Обычной проблемой, с которой сталкиваются организации, оказывающие услуги, является решение, где и в каком количестве расположить точки обслуживания в данном географическом регионе. Проблема усложняется наличием многих потенциальных мест размещения и необходимостью определить количество размещаемых сервисных центров. В таких случаях попытка найти разумное решение оказывается чрезвычайно трудоемкой даже для относительно простой проблемы. Например, проблема выбора одной, двух или трех точек розничной торговли для обслуживания четырех групп потребителей, разбросанных географически, где существуют только три возможных местоположения, имеет 243 возможных решения.
Лекция. Системы управления запасами
Сущность товарно-материальных запасов
Товарно-материальный запас (Inventory) — это запас какого-либо ресурса или предметов, используемых в организации. Система управления товарно-материальными запасами (Inventory System) — это совокупность правил и способов регулирования, с помощью которых можно контролировать уровни запасов и определять, какие уровни следует поддерживать, какой запас следует пополнять и каким должен быть объем заказа.
Принято считать, что в производственный запас включаются предметы, которые становятся частью выпускаемой продукции фирмы (или вносят тот или иной вклад в эту продукцию). Производственные запасы, как правило, подразделяют на сырье (Raw Materials), готовую (конечную) продукцию (Finished Products), комплектующие (Component Parts), вспомогательные материалы (Supplies) и незавершенное производство (Work In Process). В сервисных системах товарно-материальный запас обычно составляют товары, предназначенные для продажи, а также вспомогательные материалы, необходимые для процесса предоставления услуг.
Основное назначение анализа товарно-материальных запасов в сфере производства и складских услуг — показать, когда необходимо заказывать те или иные компоненты и какой должна быть величина заказа. Многие фирмы склонны вступать в долговременные отношения с поставщиками, которые должны в этом случае обеспечивать их потребности, например, в течение целого года. В этом случае вопросы "когда" и "какой должна быть величина заказа" превращаются в вопросы "когда" и "сколько поставлять".
Цель создания товарно-материальных запасов
Все фирмы (в том числе и те, которые работают по модели JIT) хранят определенный запас товарно-материальных ценностей. При этом они руководствуются следующими соображениями.
1. Обеспечение независимости своей производственной деятельности. Запас материалов на некотором рабочем месте обеспечивает определенную гибкость в производстве. Например, в связи с неизбежностью затрат времени на переналадку для каждого нового изделия, наличие товарно-материального запаса позволяет сократить потери времени.
2. Независимость рабочих мест желательна и на сборочных линиях. Время, которое требуется на выполнение идентичных операций, естественно, меняется от одного изделия к другому. Поэтому на рабочем месте желательно иметь запас из нескольких деталей, чтобы при превышении плановой нормы времени на выполнение операции с конкретной деталью можно было из запаса деталей скомпенсировать такую задержку обработки. Это обеспечивает высокое постоянство производительности.
3. Необходимость учета колебаний спроса на продукцию. Если спрос на продукцию известен точно, ее можно производить в точном соответствии с этим спросом (хотя это и не всегда экономически оправдано). Однако обычно спрос невозможно определить абсолютно точно, и поэтому, чтобы сгладить колебания спроса, необходимо поддерживать определенный резервный, или буферный, запас готовой продукции.
4. Обеспечение гибкости производства. Наличие товарно-материальных запасов позволяет ослабить давление объема выпуска продукции на производственную систему. Запас позволяет увеличить время подготовки к выпуску продукции, что в свою очередь дает возможность спланировать более равномерный и дешевый производственный процесс за счет выпуска более крупных партий продукции. Например, при высоких затратах на размещение заказа выгоднее выпуск больших объемов готовой продукции.
5. Обеспечение защиты от колебаний периода поставки сырья. Когда у поставщика заказывают тот или иной материал, могут возникать различные задержки, которые объясняются рядом причин. Среди этих причин можно отметить обычные колебания продолжительности доставки; дефицит материала на заводе поставщика, вызывающий задержки в выполнении заказа; неожиданную забастовку на заводе поставщика или в одной из компаний, занимающихся доставкой продукции; утерю заказа и доставку дефектного материала или не того материала, который требовался заказчику.
6. Использование преимуществ экономичного размера заказа на закупку. Размещение заказа связано с определенными расходами: трудозатраты, телефонные переговоры, набор соответствующих текстов на пишущей машинке или компьютере, пересылка по почте и т. п. Таким образом, чем больше объем каждого отдельного заказа, тем меньше количество заказов, которые необходимо подготовить. Кроме того, расходы на доставку также свидетельствуют в пользу более крупных заказов: чем больше объем поставки, тем меньше расходы на единицу поставляемой продукции.
Рассматривая каждую из перечисленных причин (особенно это касается пп. 3, 4 и 5), необходимо помнить, что поддержание запаса связано с определенными расходами и что большие запасы в общем случае нежелательны. Необходимость создания больших запасов обычно обусловлена чрезмерно продолжительными циклами поставок.
Расходы, связанные с поддержанием запаса
Принимая решение по выбору размера товарно-материального запаса, необходимо принимать во внимание следующие расходы.
1. Издержки хранения. Эта широкая категория затрат включает расходы на складское оборудование и помещения, обработку, страховку, а также расходы, связанные с мелкими кражами, порчей, старением, обесцениванием, налогами, и издержки неиспользованных возможностей капитала. Очевидно, издержки хранения запасов, как правило, подталкивают к созданию наименьших запасов и частому их пополнению.
2. Расходы по освоению новой продукции. Изготовление каждого нового продукта связано с получением необходимых материалов, организацией определенных комплексов оборудования, заполнением требуемой документации, выделением соответствующего времени и материалов, изъятием предыдущего запаса материалов.
3. Расходы, связанные с пуско-наладочными работами при изменении продукции. Если бы с переходом от одного продукта к другому не были связаны никакие расходы и потери времени, продукция производилась бы мелкими партиями. Это позволило бы снизить уровни запасов, что привело бы к экономии затрат. Поэтому компании пытаются снизить пуско-наладочные расходы, чтобы иметь возможность выпускать более мелкие партии продукции. (Это — цель производственной системы JIT.)
4. Расходы, связанные с размещением заказов. Эти затраты относятся к управленческим и канцелярским расходам, связанным с подготовкой заказа на покупку или производство. Расходы на размещение заказов включают учет наличного количества изделий или материалов, вычисление необходимого объема заказа и документальное размещение заказов. В сумму расходов на размещение заказов включаются также затраты, связанные с отслеживанием выполнения заказов.
5. Потери, связанные с нехваткой запаса (дефицитом). Когда запас какого-либо изделия или материала исчерпывается, заказ на это изделие или материал либо ожидает, пока его запас будет пополнен, либо должен быть отменен. Существует определенный компромисс между расходами на поддержание уровня запаса и потерями, являющимися следствием исчерпания запаса. В этом случае иногда не удается добиться разумного баланса, поскольку часто невозможно оценить упущенную прибыль, последствия утраты клиентов и величину штрафов за несвоевременное исполнение условий контракта. Зачастую оценка величины этих расходов является не более чем предположением, хотя часто можно указать их диапазон.
Установление правильной величины заказа и размера партии продукции, необходимой для полного использования производственных мощностей фирмы, связано с определением минимальных общих затрат, вытекающих из совместного влияния четырех видов расходов: издержки хранения, расходы на пуско-наладочные работы, расходы на размещение заказов и потери, связанные с дефицитом. Разумеется, на издержки по поддержанию уровня запасов оказывает сильное влияние и составление графика поставок.
Зависимый и независимые спрос
При организации управления товарно-материальными запасами очень важно понимать разницу между зависимой и независимой потребностью.
Если говорить коротко, то разница между зависимой и независимой потребностью, или спросом (Independent/Dependent Demand), заключается в следующем. Когда мы говорим о независимой потребности, речь идет о потребностях в различных изделиях, которые не зависят один от другого. Например, рабочая станция может выпускать множество деталей, не связанных между собой, но удовлетворяющих требованиям некоторой "внешней потребности". Когда же мы говорим о зависимой потребности, потребность в каком-то одном изделии выступает непосредственным следствием потребности в другом изделии — обычно изделии более высокого уровня, частью которого оно является.
С концептуальной точки зрения, определение зависимой потребности представляет собой относительно простую вычислительную задачу. Необходимое количество изделий с зависимой потребностью можно вычислить довольно просто, основываясь на количестве этих изделий в каждом изделии более высокого уровня. Если, например, автомобильная компания планирует выпускать 500 автомобилей в день, тогда совершенно очевидно, что для этого ей понадобятся 2000 колес и шин (плюс запасные). Необходимое количество колес и шин зависит от объема выпускаемой продукции, т. е. оно определяется не независимо. В то же время потребность в автомобилях независима — она определяется множеством факторов, внешних по отношению к данной автомобильной компании (автомобиль не является частью другой продукции и потребность в автомобилях не связана с потребностью в других продуктах).
Чтобы определить количество независимых изделий, которые необходимо изготовить, фирмы обычно прибегают к услугам своих отделов сбыта и исследований рынка. Эти отделы используют ряд методов, в частности опросы потребителей, методы прогнозирования, определение экономических и социологических тенденций (см. раздел, посвященный прогнозированию, в главе 13). Поскольку независимая потребность величина неопределенная, в запас приходится включать дополнительные изделия. В этой главе представлены модели для определения количества изделий, которое необходимо заказать, а также количества дополнительных изделий, которое необходимо для гарантирования определенного уровня обслуживания.
Системы управления запасами
Система управления запасами реализует организационную структуру и текущую политику, обеспечивающие поддержание запаса изделий и эффективное управление им. С помощью этой системы осуществляется разработка графиков размещения заказов, размещение заказов и получение материалов и контроль выполнения заказов. Эта система позволяет отслеживать прохождение заказов и получать ответы на следующие вопросы: получил ли поставщик заказ, отгрузил ли он заказанные материалы, соблюдаются ли сроки, предусмотрены ли процедуры повторной выдачи заказов и возврата ненужных или дефектных материалов?
Классификация систем управления запасами
Существуют две основные модели систем управления товарно-материальными запасами — модель с фиксированным объемом (называемая также модель экономичного размера заказа, или Q-модель) и модель с фиксированным периодом (называемая также периодической моделью, моделью периодического контроля, или Р-моделью).
Основное различие между ними заключается в следующем. В модели с фиксированным объемом производится очередной заказ на поставку, когда запас материала снижается до определенного уровня. Это событие может произойти в любой момент, в зависимости от скорости потребления материала. Что же касается модели с фиксированным периодом, то в ней осуществляется размещение очередного заказа через заранее определенный (контрольный) период времени.
Использование модели с фиксированным объемом (при которой очередной заказ размещается, когда остаток запаса снижается до заранее определенного уровня R) предполагает постоянный контроль остатка запаса. Таким образом, модель с фиксированным объемом представляет собой непрерывно действующую систему, которая требует, чтобы каждый раз, когда проводится изъятие материалов из запаса или добавление их в запас, обновлялись соответствующие записи и выполнялась проверка, достигнута ли точка очередного заказа. В модели с фиксированным периодом вычисление остатка запаса проводится лишь по истечении контрольного периода времени. (Далее мы обсудим также некоторые разновидности систем, сочетающих черты обеих этих моделей.)
Ниже перечислены некоторые дополнительные различия, которые обычно оказывают влияние на выбор той или иной системы (табл. 15.1).
 |
· Модель с фиксированным периодом в среднем имеет больший запас, поскольку запаса материалов должно хватать до момента следующей поставки через фиксированный интервал поставок Т. В модели с фиксированным объемом никакого фиксирования интервала поставок не предусматривается, т. е. очередные поставки осуществляются по потребности и дополнительного запаса на какой-то период времени создавать не нужно.
· Модель с фиксированным объемом используется для управления запасами дорогостоящих материалов, поскольку она обеспечивает меньший средний размер запаса.
· Модель с фиксированным объемом больше подходит для ответственных (важных) материалов, называемых критическими, поскольку в ней предусматривается более жесткий контроль за запасами, а следовательно, и более быстрая реакция на угрозу исчерпания запаса.
· Модель с фиксированным объемом имеет большую трудоемкость обслуживания, поскольку каждое добавление или изъятие материала должно регистрироваться в системе.
На рис. показано действие каждой из рассматриваемых систем.
 |
Рис. Сравнение систем управления запасами с фиксированным объемом заказа
и с фиксированным периодом поставок
Как нетрудно заметить, работа системы с фиксированным объемом заказа основывается на непрерывном сравнении запаса и точки очередного заказа. С процедурной точки зрения, каждый раз, когда материал изымается из запаса, это изъятие регистрируется в системе, а количество оставшегося материала немедленно сравнивается с точкой очередного заказа. Если количество изделий, оставшихся в запасе, упало до этой точки, размешается заказ на Q изделий. Если нет, система продолжает оставаться в состоянии покоя до следующего изъятия.
В системе с фиксированным периодом поставок решение о размещении заказа принимается после подсчета запаса через контрольный период времени.
Модели с фиксированным объемом
Принцип действия систем с фиксированным объемом заказа основан на определении конкретного момента времени, когда нужно размещать заказ, соответствующий определенному уровню запаса (точке заказа), — R, а также размера этого заказа Q. Точка заказа R — это всегда совершенно определенное количество материала. Заказ размером Q размещается в тот момент, когда уровень запаса достигает точки R. Уровень запаса (Inventory Position) определяется как остаток материалов перед прошлой поставкой, плюс количество полученных материалов при прошлой поставке, минус израсходованное количество. Решение, принимаемое в моделях с фиксированным объемом, можно сформулировать, например, так: "когда уровень запаса снижается до 36, разместить заказ на 57 дополнительных единиц материала".
Действие модели с фиксированным объемом можно упрощенно описать исходя из предположения, что все характеристики движения запасов доподлинно известны. Например, если годовая потребность в каком-то изделии равна 1000 штук, то это именно 1000 штук, а не 1000 ±10%. То же самое можно сказать о затратах на размещение заказа (или пуско-наладочных затратах) и издержках хранения запасов. Несмотря на то, что предположение о полной определенности далеко не всегда реально, оно дает хорошую основу для описания моделей движения запасов.
Рассмотрим определение оптимальной величины заказа, используя упрощенную модель, приведенную на рис. 15.2, и следующие допущения. (Эти допущения, конечно, далеки от реальности, но они могут служить отправной точкой и позволяют нам воспользоваться довольно простыми примерами.)
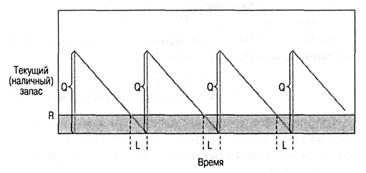 |
Рис.. Основная модель системы с фиксированным объемом
1. Потребность в материале постоянна и равномерно распределена по всему периоду.
2. Время выполнения заказа (время с момента выдачи заказа до получения заказанных материалов) неизменно.
3. Цена единицы материалов постоянна.
4. Издержки хранения запасов рассчитываются по средней величине запаса.
5. Затраты на размещение заказа и пуско-наладочные затраты постоянны.
6. Для закупок любых количеств материала имеются необходимые ресурсы и исключается возможность невыполнения заказа.
Текущий запас материала, как показано на рис. 15.2, изменяется по "пиле" и, при его снижении до уровня R (точка заказа), размешается повторный заказ. Заказанные изделия будут получены через интервал времени L, который в данной модели остается неизменным.
Вначале для разработки модели управления запасами необходимо установить функциональную взаимосвязь между интересующими нас переменными. В данном случае нас интересуют общие затраты на создание запасов, которые можно выразить следующим уравнением:
Суммарные годовые затраты =
Годовые затраты на закупки +
Годовые затраты на размещение заказов +
Годовые затраты на хранение или
![]()
где
ТС — суммарные годовые затраты;
D — годовая потребность в материале;
С — цена единицы закупаемого материала;
Q — количество материала, которое необходимо заказать. Оптимальное количество называется экономичным размером заказа (Economic Order Quantity — EOQ, или Qopt);
S — затраты на размещение одного заказа;
R —- точка повторного заказа;
L — период выполнения заказа;
H — годовые издержки хранения единицы среднего запаса материала. Зачастую затраты на хранение определяются как процент от цены материала, т. е. Н = iС, где i — процент от цены С.
DC в правой части уравнения представляет собой стоимость закупки годовой потребности материала; (D/Q)S — годовые затраты на размещение заказов (фактическое количество размещенных заказов D/Q, умноженное на затраты на размещение одного заказа S), а (Q/2)H — годовые издержки хранения (средний запас Q/2, умноженный на годовые издержки хранения одного изделия H). Зависимости между этими величинами представлены в графическом виде на рис. 15.3.
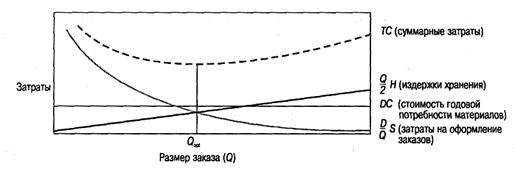 |
Рис. 15.3. Зависимости различных составляющих затрат
на создание запаса материала от размера заказа
Затем для разработки модели управления запасами необходимо определить ту величину заказа Qopt при которой суммарные затраты минимальны. На рис. 15.3 суммарные затраты достигают минимума в точке, где тангенс угла наклона кривой суммарных годовых затрат равен нулю. Для нахождения точки минимальных затрат возьмем производную от суммарных годовых затрат по Q и приравняем ее к нулю. Для рассматриваемого здесь уравнения эти преобразования будут иметь следующий вид:
Поскольку эта простая модель предполагает, что потребность и время выполнения заказа являются постоянными величинами, резервный (буферный) запас не требуется, и точка повторного заказа, R, определяется как:
![]()
где
dav - средняя дневная потребность в материале (постоянная величина);
L — время выполнения заказа в днях (постоянная величина).
Модель с фиксированным объемом в производственном процессе
Уравнение (15.1) предполагает, что заказанное количество изделий будет получено одной партией, однако на практике часто бывает иначе. Во многих ситуациях изготовление изделий, входящих в запас, и использование этого запаса происходят одновременно. Это, в частности, относится к случаю, когда одна часть производственной системы выполняет функцию поставщика для другой части этой системы, выступающей в роли потребителя. На - пример, в процессе выполнения заказа на алюминиевые оконные рамы одна часть заказа еще находится на стадии изготовления алюминиевых заготовок, а другая — в процессе разрезки алюминиевых заготовок и монтажа, хотя ] весь заказ на эти заготовки еще не выполнен. Кроме того, компании все чаще переходят к долговременным соглашениям с поставщиками. В соответствии с этими соглашениями единый заказ может охватывать потребность в изделиях и материалах, рассчитанную на полгода и даже на год вперед, а поставщик выполняет свои поставки еженедельно (иногда даже чаще). Если обозначить неизменную дневную (недельную) потребность в готовой продукции через d, называемую нормой потребления, а дневную (недельную) производственную мощность процесса изготовления данной продукции через р, называемую нормой производства, то можно получить следующее уравнение суммарных затрат[3]:
 |
Выполняя дифференцирование по Q и приравнивая это выражение к нулю, получим
 |
Графическая модель, поясняющая эти выкладки, показана на рис. 15.4, из которого видно, что наличное в текущем запасе количество продукции всегда меньше величины заказа Q.
Рис. Движение запаса готовой продукции в случае модели
с фиксированным объемом в производственном процессе
Модель с фиксированным периодом и уровень обслуживания
В системе с фиксированным периодом очередные заказы размещаются в контрольные моменты через время Т, а резервный запас, который необходимо иметь, равен zsT+L.
На рис. 15.7 представлена модель с фиксированным периодом (контрольный период Т и период выполнения заказа L). В этом случае потребность характеризуется случайным распределением со средним значением dav..
Рис. Модель управления запасами с фиксированным периодом
Количество изделий, которые необходимо заказать q, равно:
Размер заказа =
= Средняя потребность в течение цикла +
+ Резервный запас — Текущий запас (плюс заказанное количество, если заказ уже размещен),
или
![]()
где q — размер очередного заказа;
Т — число дней между контрольными моментами;
L — время выполнения заказа в днях (с момента размещения заказа до момента получения изделий по этому заказу);
dav. — прогнозируемая средняя дневная потребность;
z — число стандартных отклонений для заданного уровня обслуживания;
sT+L — стандартное отклонение потребности в течение контрольного периода и периода выполнения заказа;
I — текущий уровень запаса (включает уже имеющиеся изделия).
Примечание. Потребность, период выполнения заказа, контрольный период и т. д. можно выражать любыми единицами времени (например, дни, недели или годы) — главное, чтобы в уравнении использовались одни и те же единицы измерения для всех величин.
В этой модели потребность dav. можно, при желании, прогнозировать и пересматривать для каждого контрольного периода (можно использовать и ее среднегодовое значение). Мы предполагаем нормальный закон распределения потребности.
 Величину z можно получить из табл. 15.2 по E(z), которое определяется по формуле:
Величину z можно получить из табл. 15.2 по E(z), которое определяется по формуле:
где E(z) — ожидаемая величина дефицита изделий, приведенная в табл. 15.2 при s = 1;
Р — требуемый уровень обслуживания, выраженный долей единицы (например, 0,95);
davT — потребность в течение контрольного периода, где dav. — средняя дневная потребность, а Т — количество дней;
sT+L — стандартное отклонение потребности в течение контрольного периода и периода выполнения заказа.
Лекция Синхронное производство и теория ограничений.
Теория ограничений (Theory of Constraints TOC) — популярная концепция менеджмента, разработанная в 1980-х гг. доктором Элияху Голдраттом.
Философия управления, направленная на повышение скорости генерирования прибыли любого предприятия. Эта скорость всегда ограничена. Подход теории ограничений основан на том, чтобы выявлять это ограничение и управлять им для увеличения скорости генерации прибыли. Методологически теория ограничений включает в себя ряд логических инструментов, позволяющих найти ограничение, выявить стоящее за ним управленческое противоречие, находить решение и внедрять его с учетом интересов всех заинтересованных сторон. Решения ТОС просты и практичны. Нацеленность на конечный финансовый результат позволяет добиваться быстрых результатов для бизнеса (2-3 месяца). Нацеленность на взаимовыгодные решения позволяет повышать уровень взаимодействия и мотивацию персонала. ТОС применяется в управлении производством, в управлении проектами (разработка новой продукции, строительство), управлении закупками и дистрибуцией товара.
Теория предлагает концентрировать организационные ресурсы на устранении ограничений (конфликтов), которые мешают компании полностью реализовать её потенциал. Метод рассуждений Голдратта составляет основу теории ограничений и позволяет успешно разрешать множество противоречий: между сроками и качеством, стоимостью и затратами, требуемой производительностью и имеющимися ресурсами.
"Узкие места" и ресурсы ограниченной мощности
"Узким местом" (Bottleneck), или "недостаточным ресурсом", называют любой ресурс, мощность (пропускная способность) которого меньше, чем потребность в нем[4]. Это ограничение внутри системы, которое лимитирует средства в системе. Именно в этом месте производственного процесса поток истощается и превращается в узкий ручеек. Недостаточным ресурсом может быть станок, малоквалифицированная рабочая сила либо неспециализированный инструментарий. Исследования, проведенные на различных производственных предприятиях, показали, что "узкие места" есть на большинстве заводов и фабрик. Если же они отсутствуют, это указывает на наличие в системе избыточных производственных мощностей и на возможность ее уменьшения до появления таких недостаточных ресурсов (например, увеличением времени наладки оборудования или сокращением производственной мощности). Этот вопрос обсуждается в этой главе.
Производственную мощность можно определить как время, доступное для производства той или иной продукции, т. е. без времени, необходимого для технического обслуживания. Избыточным ресурсом (Nonbottleneck) считается любой ресурс, мощность которого превышает потребность в нем, т. е. такой ресурс не может работать непрерывно, поскольку в этом случае будет производиться больший объем продукции, чем требуется. Следовательно, избыточный ресурс предполагает наличие времени простоя.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
