

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Также на предприятии имеется программный комплекс VERICUT американской компании CGTech, одного из лидеров в области разработки программного обеспечения для производства, служит для проверки и оптимизации управляющих программ. Он позволяет уберечь дорогостоящее оборудование, технологическую оснастку и инструмент, сократить затраты на разработку управляющих программ для металлообрабатывающего оборудования, а также значительно повысить его производительность.
Программный комплекс VERICUT работает с управляющими программами, независимо от того, какими программными средствами они были созданы. Это позволяет проводить их проверку, учитывая характерные особенности стоек ЧПУ и G-кодов, эмулировать работу УП, программ параметрического программирования, использующих макросы и структурную логику (циклы, условные переходы, обращение к системным параметрам).
2 ФУНКЦИОНАЛЬНОЕ НАЗНАЧЕНИЕ И ТЕХНИЧЕСКИЕ
ОСОБЕННОСТИ ИЗДЕЛИЯ
Деталь «панель лицевая» (рисунок 4) входит в состав изделия «блок вызова «ЦИФРАЛ ССD - 20». Блок вызова «ЦИФРАЛ ССD - 20» предназначен для работы в подъездах многоквартирных жилых домов, офисах, промышленных зданиях в качестве системы ограничения доступа.

Рисунок 4 – Панель лицевая.
Блок вызова спроектирован и изготовлен для работы в сложных климатических условиях с диапазоном рабочих температур от -40°С до +50°С.
Основные функции домофона «ЦИФРАЛ CCD-2094»:
· подача звукового сигнала вызова абоненту;
· осуществление двухсторонней дуплексной связи абонента с посетителем;
· дистанционное открывание дверного электромагнитного замка абонентом;
· возможность открывания электромагнитного замка набором цифровой кодовой комбинации (общего кода) на клавиатуре устройства;
· возможность открывания двери с помощью ключей "ЦИФРАЛ DC-2000", "ЦИФРАЛ DC-2003" и "Touch Memory Dallas" (DS-1990);
· возможность открывания двери набором индивидуального кода, присвоенным каждому абоненту [7].
Деталь «панель лицевая» выполнена из материала алюминий АК9 ГОСТ 1583-93, тип производства - мелкосерийное.
Способ получения заготовки – литье под давлением, при этом используется пресс-форма, выполненная из материала Сталь 4Х5МФС. Пресс-форма состоит из матрицы и пуансона (рисунок 5), которые содержат формообразующие поверхности детали «панель лицевая».
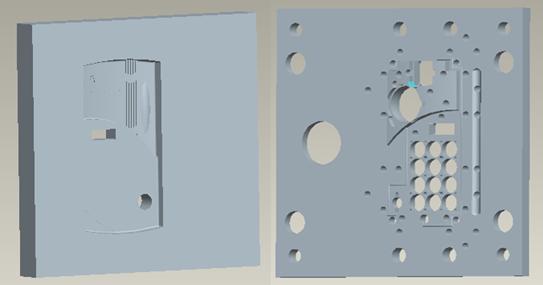
Рисунок 5 – Пресс-форма: матрица (слева) и пуансон
Заводской технологический процесс изготовления изделия представлен в приложении Б.
3 АВТОМАТИЗАЦИЯ КОНСТРУКТОРСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА
3.1 Характеристика современных CAD-систем и обоснование выбора применяемой CAD-системы
В настоящее время существует множество систем автоматизированного проектирования, предоставляющих интегрированный набор инструментария, удовлетворяющего потребностям разработчиков.
При исследовании рынка существующих CAD-систем были отмечены системы, наиболее распространенные на российских предприятиях:
· T-Flex;
· Компас 3D V9;
· PRO/ENGINEER Wildfire 4.0.
Для выбора системы проектирования необходимо иметь представление о том, какими возможностями обладает программный продукт и для каких целей его планируется использовать.
3.1.1 T-Flex
T-Flex - это комплекс программных средств автоматизации, позволяющих охватить все этапы конструкторско-технологической подготовки производства. Все системы, входящие в комплекс, полностью интегрированы между собой. Комплекс содержит передовые российские разработки в соответствующих областях автоматизированного проектирования, которые учитывают специфику российского производства (стандарты, технические условия, оборудования и т. д.). Каждая из систем может работать в комплексе, в любой комбинации или в автономном режиме, что позволяет гибко и поэтапно решать задачи автоматизации подготовки производства любого предприятия. Важным фактором является стоимость комплекса. При одинаковой функциональности стоимость российских систем значительно ниже, чем западных.
Решает задачи:
· автоматизация выпуска конструкторско-технологической документации;
· создание твердотельных моделей деталей и сборок;
· моделирование динамического поведения сборок;
· подготовка управляющих программ для станков ЧПУ;
· проектирование штампов, пресс-форм, режущего инструмента и приспособлений;
· расчет и построение оптимальных схем раскроя деталей на листе;
· автоматизация задач технического документооборота, управление проектами и ведение состава изделий [9].
3.1.2 Компас 3D V9
Основная задача, решаемая системой КОМПАС-3D V9 - моделирование изделий с целью существенного сокращения периода проектирования и скорейшего их запуска в производство. Эти цели достигаются благодаря возможностям:
· быстрого получения конструкторской и технологической документации, необходимой для выпуска изделий (сборочных чертежей, спецификаций, деталировок и т. д.);
· передачи геометрии изделий в расчетные пакеты;
· передачи геометрии в пакеты разработки управляющих программ для оборудования с ЧПУ;
· создания дополнительных изображений изделий (например, для составления каталогов, создания иллюстраций к технической документации и т. д.).
Основные компоненты КОМПАС-3D V9 - собственно система трехмерного твердотельного моделирования, чертежно-графический редактор и модуль проектирования спецификаций. Система трехмерного твердотельного моделирования предназначена для создания трехмерных ассоциативных моделей отдельных деталей и сборочных единиц, содержащих как оригинальные, так и стандартизованные конструктивные элементы. Параметрическая технология позволяет быстро получать модели типовых изделий на основе однажды спроектированного прототипа. Многочисленные сервисные функции облегчают решение вспомогательных задач проектирования и обслуживания производства [8].
3.1.3 PRO/ENGINEER Wildfire 4.0
Модули Pro/ENGINEER для конструкторской подготовки производства предоставляют инженерам-конструкторам широкие возможности:
· для создания электронных трехмерных моделей деталей и сборок;
· для рабочей документации в соответствии с ЕСКД;
· для анализа и оптимизации размерных цепей;
· для оптимизации геометрии;
· для проверки работоспособности механизмов.
Это строгая, логичная, простая в обращении система. Средства нисходящего и восходящего проектирования и управления сборки помогают конструктору действовать интуитивно и творчески.
Модули располагают большим набором инструментов для построения трехмерных твердотельных и поверхностных моделей любой сложности и любой геометрии, а также для эффективного управления ими.
Модули позволяют проектировать и управлять крупными сложными сборочными единицами, состоящими практически из неограниченного числа компонентов.
Возможность проверки работоспособности механизма (за счет наложения связей между компонентами, задания перемещений, скоростей и ускорений звеньев механизма, проверки рабочих зон, контроля над пересечением отдельных деталей, расчета массовых характеристик и т. д.) гарантирует правильность сборки с первого раза.
Данная САПР решает следующие задачи:
· параметрическое проектирование методами восходящего и нисходящего проектирования трехмерных твердотельных и поверхностных моделей деталей и конструкций любой сложности, в том числе механизмов (с заданием кинематических связей), деталей из листовых материалов, а также сварных конструкций;
· разработка и использование полного и ассоциативно связанного с трехмерной моделью комплекта как обычной конструкторской документации - рабочие чертежи, спецификации, ведомости, отчеты в полном соответствии с ЕСКД, так и интерактивной электронной, соответствующей современным требованиям;
· анализ моделей и документации на корректность и на соответствие стандартам предприятия по их созданию и оформлению;
· автоматический расчёт массово-инерционных характеристик моделей, измерение расстояний, углов, толщин, уклонов, объемных параметров, проверка зазоров и пересечений и т. п.;
· создание упрощенных представлений конструкций для более экономичного использования ресурсов и увеличения производительности компьютера;
· создание фотореалистичных изображений спроектированных изделий (с наложением текстур, заданием источников освещения, с использованием сцен просмотра и т. п.), видеороликов, интерактивных руководств по ремонту и эксплуатации изделий [10].
Результаты сравнительного анализа рассмотренных CAD-систем представлены в таблице 4 [11].
Таблица 4 – Сравнительный анализ CAD-систем.
Возможности | Компас 3D V9 | PRO/ENGINEER | T-FLEX |
Черчение | + | + | + |
Объемное моделирование | + | + | + |
Создание объемных сборок | – | + | ± |
Окончание таблицы 4 | |||
Создание чертежа по трехмерной модели | + | + | ± |
+ реализация соответствующей функции достаточна для решения задачи;
± неполная возможность использования или функциональная особенность, требующая доработки;
– отсутствие данной возможности в системе, либо функциональность не соответствует современным требованиям;
Таким образом, модули Pro/ENGINEER для конструкторской подготовки производства предоставляют пользователям широкий спектр инструментов, позволяющих значительно сократить время на создание конструкторской документации.
Поскольку на рассматриваемом предприятии используется система Pro/ENGINEER, а также в целях ознакомления с системой, получения навыков проектирования в данной среде, курсовой проект выполнен в САПР Pro/ENGINEER.
3.2 Разработка 3D - модели изделия
Построение 3D-модели изделия осуществлялось в системе Pro/ENGINEER.
Для построения первого эскиза была выбрана плоскость RIGHT. Эскиз представлен на рисунке 6.
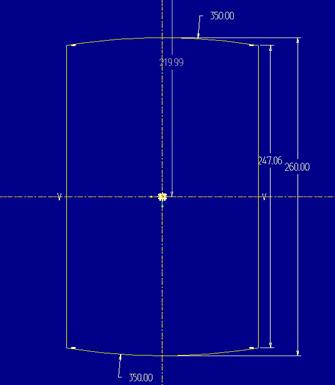
Рисунок 6 – Эскиз для выдавливания1.
Далее вводим значение «11,5» (толщина детали) и получаем результат выдавливания (рисунок 7).
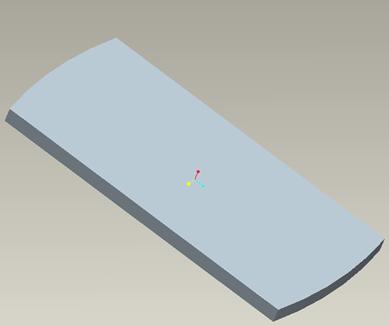
Рисунок 7 – Выдавливание1.
Затем выбираем верхнюю плоскость для построения следующего эскиза, который представлен на рисунке 8.
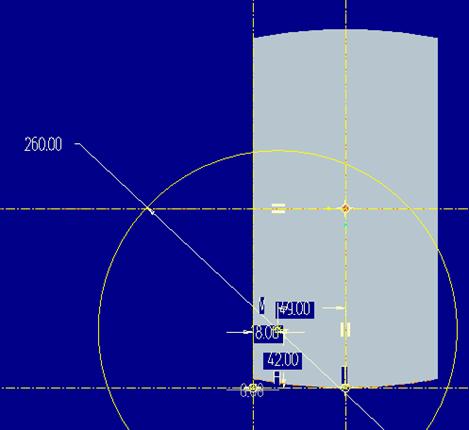
Рисунок 8 – Эскиз для выдавливания2.
Выдавливаем на величину 20 и получаем модель ,представленную на рисунке 9.
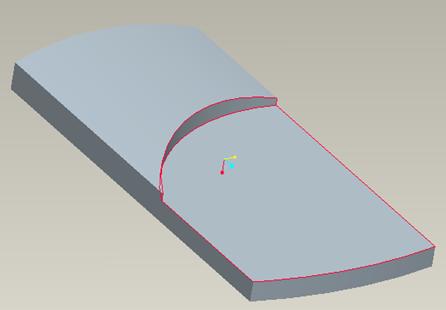
Рисунок 9 – Выдавливание3.
Далее выбираем операцию «оболочка» и выделяем заднюю плоскость получившейся модели (рисунок 10).
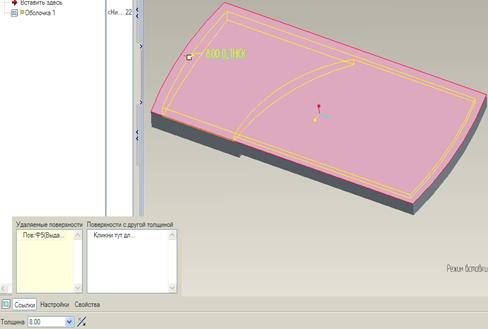
Рисунок 10 – Операция «Оболочка».
В результате выполненной операции получаем модель, изображенную на рисунке 11.
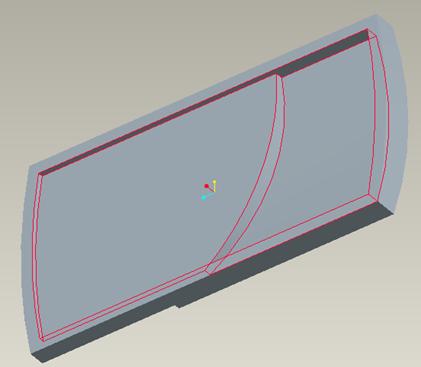
Рисунок 11 – Результат выполнения операции «Оболочка».
Выполняем построение вспомогательной плоскости, касательной к
верхней поверхности детали и параллельной плоскости RIGHT (рисунок 12).
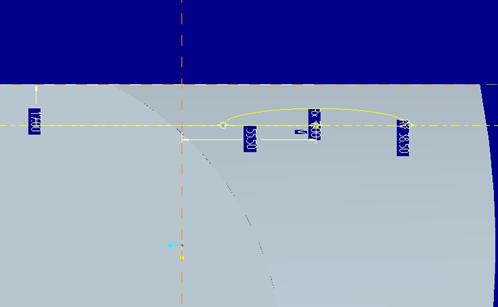 |
Рисунок 12 – Эскиз для создания поверхности.
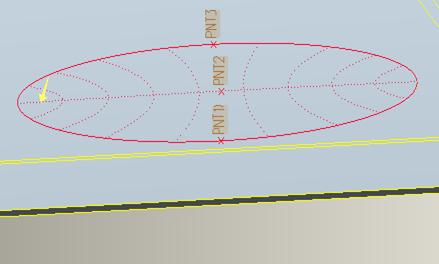
Аналогичным образом создаем эскиз, симметричный данному и, используя операцию «Проекция», переносим данные эскизы на поверхность детали, затем в плоскости, перпендикулярной плоскости данных эскизов, строим эскиз, изображенный на рисунке 13.
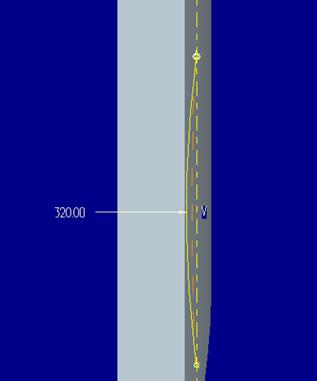
Рисунок 13 – Эскиз для построения направляющих.
В перпендикулярной плоскости, проходящей через центр эллипса, строим вторую направляющую, предварительно указав три точки, принадлежащие ей (рисунок 14).
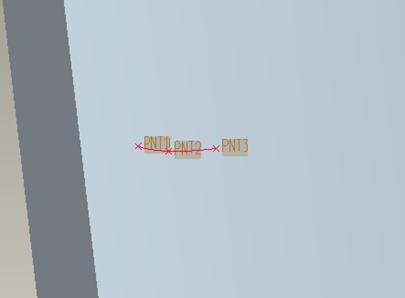
Рисунок 14 – Построение второй направляющей.
 Далее выбираем операцию «Преобразование в тело» и выделяем все кривые. Результат операции представлен на рисунке 15.
Далее выбираем операцию «Преобразование в тело» и выделяем все кривые. Результат операции представлен на рисунке 15.
Рисунок 15 - Результат операции «Преобразование в тело».
Для выдавливания отверстий под кнопки была использована операция «Массив». Был построен эскиз отверстия, и с помощью операции «Выдавливание» с удаление материала было получено отверстие (рисунок 16).

Рисунок 16 – Операция «Выдавливание».
Затем с помощью операции «Массив» были сделаны остальные отверстия (рисунок 17).
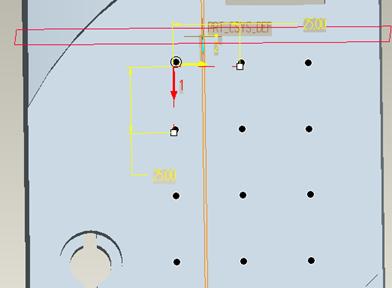
Рисунок 17 – Операция «Массив».
Результат операции представлен на рисунке 18.
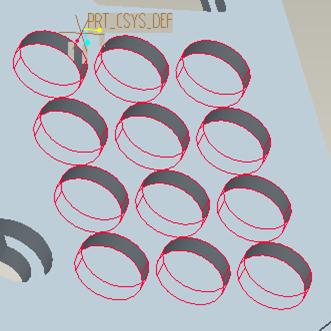
Рисунок 18 – Результат операции «Массив».
Отверстия с резьбой были выполнены с помощью операции «Отверстие». Результат выполнения изображен на рисунке 19.
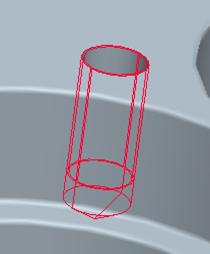
Рисунок 19 – Операция «Отверстие».
Аналогично, используя операцию «Массив», выполняются остальные отверстия. Результат всех выполненных операций представлен в приложении B.
3.3 Создание конструкторской документации на изделие
Построение чертежа осуществлялось на основе полученной 3D-модели. С помощью операции «Вид с модели» были вставлены 3 главных вида. Вспомогательные виды, разрезы и сечения были получены с помощью операции «Вид с модели ->Дополнительный». Сечения выполняются следующим образом:
- в 3D-модели строят вспомогательную плоскость, расположенную в месте сечения;
- выбирают команду «Менеджер видов»;
- изменяют необходимые свойства вида и накладывают сечения.
Инструменты работы с чертежом позволяют нанести размеры детали с последующей их корректировкой (также возможен выбор из автоматически проставленных размеров), поставить величину шероховатости поверхностей, технические требования, основную надпись и др.
Чертеж изделия представлен в приложении Г.
4 АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА
4.1 Выбор современного технологического оборудования
для производства изделия
Для изготовления изделия в условиях производства предприятия было выбрано следующее оборудование:
· для фрезерной операции с ЧПУ выбран 5-ти осевой вертикальный обрабатывающий центр QUASER MK 603U/15 (рисунок 20).

Рисунокти осевой вертикальный обрабатывающий центр
QUASER MK 603U/15.
Основные технические характеристики 5-ти осевого вертикального обрабатывающего центра QUASER MK 603U/15 с системой управления Heidenhain iTNC 530 5 Axes Option 2 представлены в таблице 5.
Таблица 5 – Основные технические характеристики QUASER MK 603U/15.
Характеристика | Значение |
Размеры рабочего стола, диаметр, мм | 630 |
Перемещения по осям X/Y/Z, мм | 800/700/535 |
Макс. Масса заготовки, кг | 650 |
Мощность привода главного движения, кВт | 21 |
Продолжение таблицы 5 | |
Макс. частота вращения шпинделя, об/мин | 15000 |
Точность позиционирования, ± мкм | 4 (при подаче до 3 м/мин)/ 8 |
Магазин инструментов, позиции | 48 |
Габаритные размеры: - высота, мм | 3250 |
- площадь пола (дл. Х шир.), мм | 2 820 Х 4 654 |
- масса, кг | 14 000 |
Основное питание | 400В/50Гц |
Потребляемая мощность, кВт | 40 |
· для электроэрозионной обработки используется электроэрозионный проволочный вырезной станок серии CF 20 (рисунок 21).
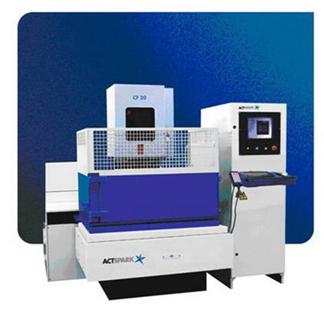 |
Рисунок 21 - Электроэрозионный проволочный вырезной станок серии CF 20.
Основные технические характеристики станка CF 20 представлены в таблице 6.
Таблица 6 - Технические характеристики станка CF 20.
Характеристика | Значение |
Габариты станка (Д Х Ш Х В) | 1780 Х 1350 Х 2015 |
Габариты кабины (Д Х Ш Х В) | 1040 Х 650 Х 1780 |
Габариты диэлектрического агрегата (ДxШxВ) | 1190 Х 690 Х 1270 |
Общий вес | 2680кг |
Ход X Х Y Х Z | 350 Х 250 Х 220мм |
Макс. размеры заготовки | 800 Х 500 Х 220мм |
Макс. вес заготовки | 350кг |
Размеры рабочего стола (ДxШ) | 740 Х 400мм |
Размеры рабочего резервуара (ДxШxВ) | 1190 Х 832 Х 470мм |
Макс. скорость обработки | мм2/мин |
Наилучшая шероховатость поверхности Ra | 0.5мкм |
Электрическое питание | 380 В ± 10%, 50/60 Гц, 5 кВА |
Точность позиционирования | 0.005 |
Операционная система | Windows 98 |
4.2 Разработка маршрутного ТП изготовления изделия
Упрощенный маршрутный ТП изготовления изделия пуансон представлен в таблице 7.
Таблица 7 – Маршрутный технологический процесс
№ | Название операции | Оборудование | Содержание операции |
005 | Заготовительная | Установка газо - плазменной резки (машина термической резки) серии KORSARAS 7126P | Нарезка листов. Отрезать заготовку от листа |
010 | Фрезерная | Вертикально-фрезерный станок 6550РФЗ | Фрезеровать торцы, поверхности заготовки |
015 | Термическая | Печь | Закалка + высокотемпературный отпуск |
Продолжение таблицы 7 | |||
020 | Шлифовка | Плоскошлифовальный станок ЕД733 | Шлифование баз |
025 | Фрезерная с ЧПУ | Вертикальный обрабатывающий центр QUASER MK 603U/15 | Фрезеровать формообразующие поверхности, сверлить отверстия, нарезать резьбу. |
030 | Электроэрозионная | Электроэрозионный проволочный вырезной станок CF(серии CF) | Вырезать сквозное отверстие Æ 16 мм и 2 паза к нему, прямоугольное отверстие 15 мм´40 мм, 30 мм´30 мм. |
035 | Слесарная | Верстак, пневмоинструмент | Шлифование и полирование поверхностей заготовки. |
4.3 Выбор металлообрабатывающего инструмента и назначение
режимов резания
Выбор металлообрабатывающего инструмента был произведен для фрезерной операции (таблица 8) [4, 5, 6]. На рисунке 22 и 23 изображена модель изделия и обозначены обрабатываемые поверхности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
