

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4.4.1 CAM-модуль системы T-FLEX
T-FLEX – полнофункциональная система, обладающая гибкими современными средствами разработки технологических процессов любой сложности, мощными возможностями для работы всех технологических подразделений в едином информационном пространстве и базой знаний для принятия эффективных решений. В комплексе имеется модуль T-FLEX ЧПУ, включающий:
· создание управляющих программ для контурной и объемной обработки заготовок;
· визуализацию траекторий обработки и движение инструмента;
· инструментарий проектирования штампов;
· широкие возможности настройки под конкретное оборудование;
· редактор режущего инструмента;
· редактор пользовательских машинных циклов;
· редактор постпроцессоров;
· электроэрозионную, токарную, лазерную, сверлильную обработку, а также 2D-, 3D-, 5D-фрезерование, гравировку.
Также имеется штамповочный модуль – программный инструмент CAM-системы, предназначенной для подготовки управляющих программ, используемых на штамповочных станках с ЧПУ [9].
4.4.2 CAM-модуль системы PRO/ENGINEER
Реализация принципа сквозного проектирования позволяет инженеру - технологу начинать разработку технологической оснастки и управляющих программ (УП) для оборудования с ЧПУ, не дожидаясь окончательного завершения этапа конструкторского проектирования. Ассоциативная связь между моделью изделия и моделью обработки позволяет оперативно проводить изменения на любом этапе цикла «проектирование-производство», что позволяет существенно сократить время и средства, затрачиваемые на разработку и изготовление изделия, а также значительно повысить качество выпускаемой продукции. При создании управляющей программы обеспечивается реалистичная визуализация процесса обработки с динамическим удалением материала, с возможностью масштабирования и изменения панорамы наблюдения. Визуализация обработки возможна как на этапе создания обработок технологических переходов, так и всей программы в целом.
Применение Pro/ENGINEER дает возможность значительно сократить или даже исключить необходимость ручного редактирования программы непосредственно на станке [2].
Функциональные возможности, предлагаемые CAM-модулем системы:
• параметрическая связь конструкторской модели и модели заготовки. Изменения, внесенные в любую модель, вызывают автоматическое изменение траекторий движения инструмента и технологического процесса;
• моделирование заготовки непосредственно по модели изготавливаемой детали;
• открытые базы данных различных операций позволяют накапливать опыт по обработке деталей на конкретном производстве;
• открытые базы данных используемых в производстве инструментов, хранящие основные режимы резания по обработки различных материалов;
• открытые базы данных параметров обработки, содержащие различные стратегии обработки;
• применение шаблонов обработки для автоматизированного создания
новых ЧПУ переходов на базе ранее отработанных с лучшими методами
обработки;
• задание соотношений между пара метрами резания и параметрами инструмента;
• расчет машинного времени, необходимого на выполнения технологических переходов и всей операции в целом;
• расчет объема материала, удаляемого при обработке;
• визуализация процесса обработки резания в цветотеневом и каркасном представлении;
• автоматический расчет оптимальных траекторий движения инструмента на основании прямых ссылок на геометрию проектируемой модели;
• проектирование обработок для типовых технологических семейств
деталей и автоматическое обновление всей технологической информации по любому элементу технологического семейства;
• поддержка стандартных и возможность разработки пользовательских
циклов обработки.
Pro/ENGINEER обеспечивает возможность так называемого "быстрого" программирования, в основе которого лежит использование типовых элементов механической обработки, при создании которых нашли отражение основные принципы, имеющие место на машиностроительных предприятиях. Благодаря этому, во многих случаях для получения траектории движения инструмента достаточно указать требуемый тип, место обработки и выбрать режущий инструмент [10].
4.4.3 CAM-модуль системы ADEM А7
ADEM А7 CAM позволяет задавать технологические переходы как для конструктивных элементов состоящих из плоских 2D-контуров и 3D моделей, созданных в модуле ADEM CAD, так и для импортированных объемных 3D-моделей. ADEM CAM включает инструменты для редактирования технологического маршрута и моделирования процесса обработки. Результатом работы модуля ADEM CAM является, отлаженная в процессе моделирования, управляющая программа для станка с ЧПУ. Технологические объекты, составляющие технологический процесс обработки, являются ассоциативно связанными с геометрической моделью, созданной в ADEM CAD или импортированной из других систем проектирования. То есть все изменения внесенные конструктором в геометрическую модель проектируемого изделия, автоматически отражаются на технологическом процессе обработки.
К базовой функциональности ADEM A7 можно отнести следующие возможности:
· проектирование и планирование техпроцессов;
· плоское фрезерование;
· объемное фрезерование 3x-5x;
· фрезерование недоступных зон;
· токарная обработка;
· электроэрозионная обработка;
· листоштамповка.
Модуль проектирования технологических процессов позволяет проектировать технологические процессы на различные виды производства: механообработка, сборка, сварка, гальваника, покраска, штамповка, термообработка и др. Отличительной особенностью модуля является легкая адаптируемость под условия конкретного предприятия. Большое количество единиц оборудования и технологического оснащения (более 4000), полный классификатор операций, разнообразные, выполненные по ГОСТ, выходные формы (более 50) [12].
Сравнительная характеристика СAM-систем представлена в таблице 9 [11].
Таблица 9 – Сравнительная характеристика CAM-систем.
Возможности | ADEM A7 | Pro/ENGINEER | T-FLEX |
Механообработка по 3D-модели | + | + | + |
Фрезерование 2x | + | + | + |
Фрезерование 3x | + | + | + |
Фрезерование 5x | + | + | + |
Электроэрозия | + | + | + |
Точение | + | + | + |
Сверление | + | + | + |
Возможность «быстрого» программирования | - | + | - |
Продолжение таблицы 9 | |||
Адаптация системы к станочному парку (библиотека постпроцессоров) | 2000 | 20 | 400 |
Поддержка отечественных стандартов | + | – | + |
В результате анализа CAM-систем было выявлено:
· все представленные на рынке CAM-системы обладают практически равным набором функциональных возможностей;
· рассмотренные системы поддерживают все типы обработки, применяемые на современных машиностроительных предприятиях, и легко адаптируются к станочному парку предприятия;
Для создания управляющей программы была выбрана САПР PRO/ENGINEER, поскольку эта система используется на рассматриваемом предприятии.
4.5 Создание управляющей программы для обработки
изделия на станках с ЧПУ
Для создания управляющей программы в PRO/ENGINEER используется модуль «Производство». Поскольку данный модуль обладает функцией моделирования заготовки непосредственно по модели изготавливаемой детали, необходимо выбрать модель, на основе которой будет создана заготовка.
Далее необходимо совместить системы координат заготовки и модели и задать основные размеры заготовки и форму. Результат описанных действий представлен на рисунке 22.
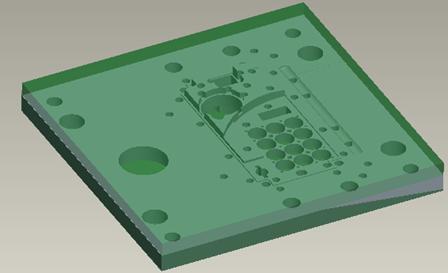
Рисунок 22 – Заготовка.
Затем, используя «менеджер меню» выбираем «обработка» - «операция». В появившемся диалоговом окне указывается наименование операции, применяемый станок, задается ноль станка и поверхность отвода инструмента.
Выбираем в меню «ЧПУ последовательность» - «объем», формируем объем снимаемого материала и задаем параметры режущего инструмента (рисунок 23).
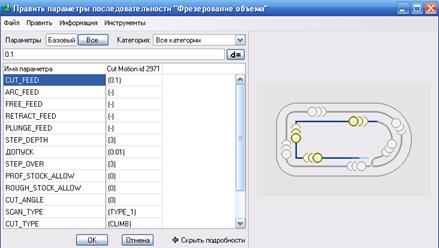
Рисунок 23 – Параметры режущего инструмента.
Далее в «менеджер меню» выбираем «удаление материала», указываем переход и материал удаляется автоматически.
Результат выполнения перехода фрезерования поверхности 1 фрезой D=50 мм представлен на рисунке 24.
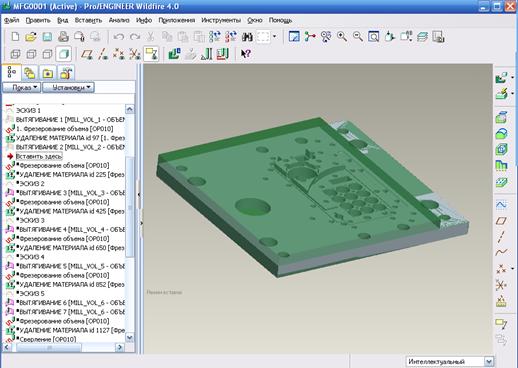
Рисунок 24 – Результат фрезерования поверхности 1.
Аналогично снимаем слой материала с другой стороны (фрезерование данных поверхностей сформировано в отдельные переходы для возможности закрепления заготовки прихватами). Далее закрепляем заготовку прихватами на обработанных участках и выполняем фрезерование поверхности. Результат фрезерования 2 представлен на рисунке 25.
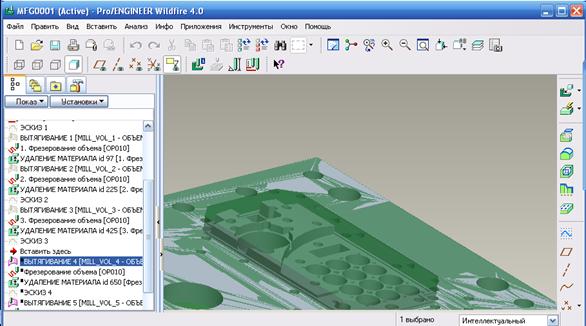
Рисунок 25 – Результат фрезерования 2.
Затем снимаем слой материала с поверхности 2. Результат приведен на рисунке 26.
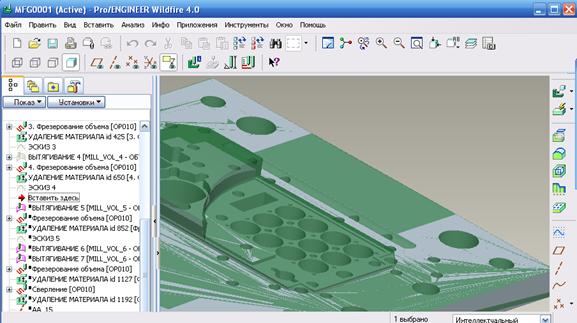
Рисунок 26 – Результат фрезерования поверхности 2.
Далее меняем фрезу на фрезу диаметром 12 мм и выполняем фрезерование поверхности 3. Результаты приведены на рисунке 27.
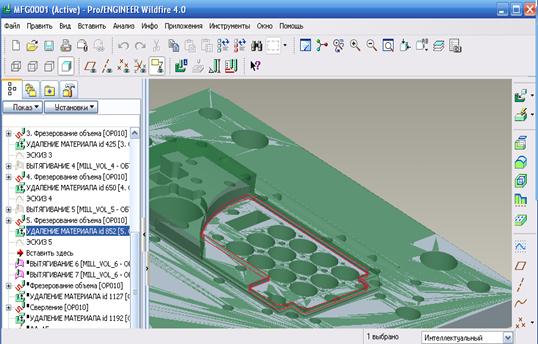
Рисунок 27 – Результат фрезерования поверхности 3.
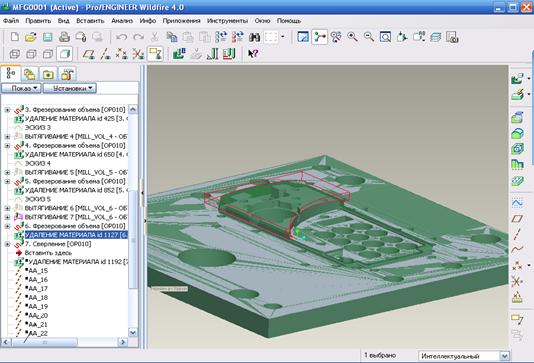 |
Далее необходимо сформировать сферическую поверхность 4. Выбираем сферическую фрезу диаметром 16 мм, оставляем 1 мм на чистовую обработку и снимаем остальной слой материала. Результаты выполненных действий представлены на рисунке 28.
Рисунок 28 – Результат фрезерования сферической поверхности.
Аналогично выполняем фрезерование остальных поверхностей.
Помимо фрез используются сверла для формирования поверхности отверстий. Параметры, задаваемые при выборе сверла аналогичны параметрам выбора фрезы. Результат сверления отверстия диаметром 22 мм представлен на рисунке 29.
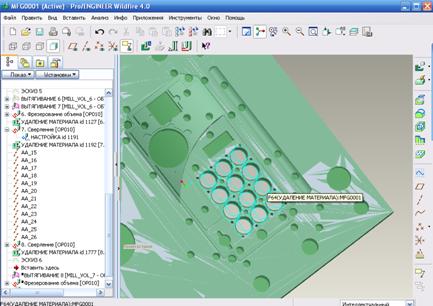
Рисунок 29 – Результат сверления отверстий диаметром 22 мм.
Модуль «Производство» имеет функцию «анимация пути», позволяющую продемонстрировать визуализацию обработки. На рисунке 30 представлена визуализация обработки поверхности 3 фрезой диаметром 12 мм.
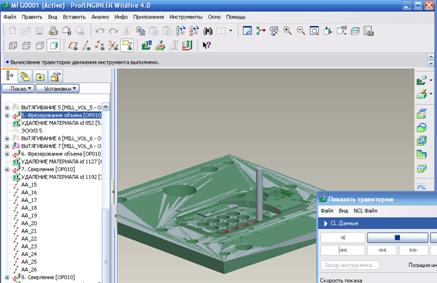
Рисунок 30 – Демонстрация визуализации обработки.
Код управляющая программы для обработки на станке с ЧПУ представлен в приложении Е.
ЗАКЛЮЧЕНИЕ
В результате выполнения курсового проекта был произведен анализ производственных возможностей и средств автоматизации на предприятии ЦИФРАЛ».
По предложенному изделию «панель лицевая» была изучена конструкторская и технологическая документации.
При выборе инструмента и назначении режимов резания были рассмотрены крупнейшие производители металлообрабатывающего инструмента такие, как Mitsubishi, Iscar и Sandvik.
В САПР PRO/ENGINEER были изучены основные возможности твердотельного моделирования и формирования чертежа на основе 3D-модели. Также были изучены принципы создания управляющих программ для станков с ЧПУ.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Косилова, А. Г. Справочник технолога-машиностроителя. В 2-х т. [Текст] / и - 4-е изд., перераб. и доп.- М.: Машиностроение, 1986.-656 с.: ил.
2. Михалкин, К. С. Компас - 3D: Практическое руководство [Текст] / , – Изд. Бином, 2004.
3. Pro/ENGINEER – Практическое руководство [Текст].
4. Электронный каталог компании Mitsubishi [Текст].
5. Электронный каталог компании Sandvik [Текст].
6. Электронный каталог компании Iscar [Текст].
7. Официальный сайт компании «Цифрал» [Электронный ресурс]. - Режим доступа: http://www. . ru – Загл. С экрана – Яз. рус.
8. Официальный Сайт компании «АСКОН» [Электронный ресурс]. - Режим доступа: http://www. ***** – Загл. С экрана – Яз. рус.
9. Официальный Сайт компании «ТопСистемы» [Электронный ресурс]. - Режим доступа: http://www. ***** – Загл. С экрана – Яз. рус.
10. Официальный сайт PRO/ENGINEER [Электронный ресурс]. - Режим доступа: http://www. ***** – Загл. С экрана – Яз. рус.
11. Сайт, посвященный вопросам САПР [Электронный ресурс]. - Режим доступа: http://www. ***** – Загл. С экрана – Яз. рус.
12. Официальный сайт компании «ADEM» [Электронный ресурс]. - Режим доступа: http:// www. ***** – Загл. С экрана – Яз. рус.
ПРИЛОЖЕНИЯ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
