

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В каталогах скорости резания приведены для материалов определенной твердости (180 HB). Поскольку твердость материала – 260 HB, необходимо ввести поправочный коэффициент, который в соответствии с рекомендациями, равен 0,83. Также в каталогах приведена скорость резания, соответствующая стойкости инструмента 15 минут (европейский стандарт). Однако в справочниках рекомендуется выбирать стойкость инструмента, равную 45-60 минут. Поэтому был введен поправочный коэффициент по стойкости, равный 0,8 (для 45 минут).

Рисунок 22 – Обозначение поверхностей модели.
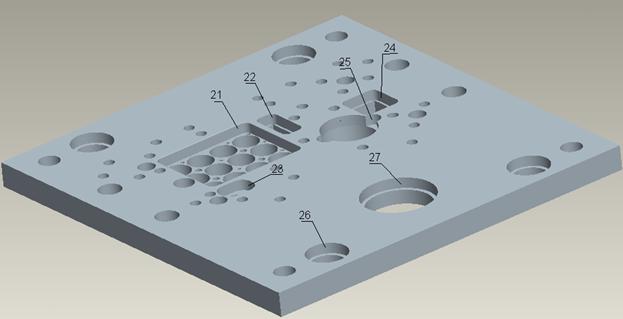
Рисунок 23 – Обозначение поверхностей модели.
Таблица 8 – Назначение режимов резания
Наименование перехода | Инструмент | Глубина резания t, мм | Подача F, мм/об | Частота вращения шпинделя, мин-1 | Скорость резания V, м/мин |
ФРЕЗЕРОВАНИЕ (УСТАНОВ А) | |||||
1. Фрезеровать поверхность 1, снять 19 мм; поверхность 2, снять 17,5 мм; поверхность 19, снять 2,5 мм | фреза ASX445-050 А03R MITSUBISHI Пластина SEMT13T3AGSN-JM (Re=1,5) Зачистная пластина WEEW 13T3AGER8C – твердый сплав HTi05T | 6 | 0,45 | 592 | 93 |
2.Фрезеровать поверхность 3, снять 1,5; поверхность 20(уклон 3°) | Фреза APX 3000 R121WA16SA 1 зуб Пластина AOMT 123602PEER-M – прямоуг. Re=0,2 | 4 | 0,1 | 2468 | 93 |
3.Фрезеровать сферическую поверхность 4 R=; поверхность 5 R=8 | Сферическая концевая фреза SRM2160SNM MITSUBISHI D=16 2 зуба Пластины: SRG16C внутренняя SRG16E внешняя оправка ВТ50 | ap=4 ae=6 | 0,24 | 2387 | 120 |
4. Фрезеровать уступы 6; | MITSUBISHI Концевая фреза MS2LS0040 , D=4, 2 зуба | 0,2 | 0,085 | 4000 | 50,2 |
5. Фрезеровать поверхность 7 (внутри и снаружи) | Сферическая концевая фреза VF2SSBR0400 (D=8) 2 зуба - MITSUBISHI | 0,3 | 0,4 | 15000 | 376,8 |
6. Фрезеровать поверхность 7 (внутри и снаружи) | Монолитная сферическая концевая фреза MS2MBR0400 (D=4) – MITSUBISHI Покрытие (Al, Ti)N | 0,2 | 0,23 | 15000 | 188,4 |
7. Фрезеровать, поверхность 7 (внутри и снаружи) | Монолитная сферическая концевая фреза MS2XLBR0040 (D=0,8) – MITSUBISHI Покрытие (Al, Ti)N | 0,06 | 0,02 | 15000 | 37,68 |
СВЕРЛЕНИЕ | |||||
Продолжение таблицы 8 | |||||
8. Сверлить отверстие диаметром 3,4 (8) | Сверло MWS0340X15DB D=3,4 –MITSUBISHI Монолитное твердосплавное сверло | 15D=51 | 0,15 | 4975 | 53,12 |
9. Сверлить отверстие диаметром 5,8 (9) | Сверло CoroDrill Delta-C 4-5xD R0-A1A D=5,8 мм – SANDVIK Монолитное твердосплавное сверло | 5D=28 | 0,15 | 3584 | 66,4 |
10. Сверлить отверстие диаметром 9,8 – 29 отв. (10) | Сверло CoroDrill Delta-C 2-3xD R0-A1A D= 9,8 мм – SANDVIK Монолитное твердосплавное сверло | 3D=38 | 0,22 | 2157 | 66,4 |
11. Сверлить отверстие диаметром 10,1- 4 отв. (11) | Сверло CoroDrill Delta-C 2-3xD D=10,1 мм– SANDVIK R-A0A Монолитное твердосплавное сверло | 3D=30 | 0,26 | 2093 | 66,4 |
12. Сверлить отверстие диаметром 13, | Сверло CoroDrill Delta-C 2-3xD D=13,7 мм– SANDVIK R-A0A Монолитное твердосплавное сверло | 3D=40, 5 | 0,3 | 1543 | 66,4 |
13. Сверлить отверстие диаметром 18,5 (Æ M20 –отверстие под резьбу) - 4 отв.(14) | Сверло CoroDrill Delta-C 2-3xD D=18,5 мм– SANDVIK R-A0A Монолитное твердосплавное сверло | 3D=37 | 0,3 | 1143 | 66,4 |
14. Сверлить отверстие диаметром 20– 4 отв. (15) | Сверло CoroDrill 880 880-D12000L25-02 D=20 мм - SANDVIK Пластины: центральная – 880-04С сплав 4044, периферийная – 880-04P сплав 1044 | 2D=40 | 0,14 | 1692 | 106,3 |
15. Сверлить отверстие диаметром 22 –12 отв. (16) | Сверло CoroDrill 880 880-D12200L25-02 D=22 мм – SANDVIK Пластины: центральная – 880-04С сплав 4044, периферийная – 880-04P сплав 1044 | 2D=43 | 0,14 | 1552 | 106,3 |
16. Сверлить отверстие диаметром 30 – 4 отв. (17) | Сверло CoroDrill 880 880-D13000L32-02 D=30 мм – SANDVIK Пластины: центральная – 880-06С сплав 4044, периферийная – 880-06P сплав 1044 | 2D=60 | 0,19 | 1141 | 89,6 |
Продолжение таблицы 8 | |||||
17. Сверлить отверстие диаметром | Сверло CoroDrill 880D5400L40-02 D= 54мм - SANDVIK Пластины: центральная – 880H-C-GR сплав 4044, периферийная – 880-0W12 H-P-GR сплав 1044 | 2D=108 | 0,21 | 549 | 71,4 |
18. Сверлить отверстие диаметромпроверка по мощности в приложении Д) | Сверло CoroDrill880 880D5800L40-02 D= 58 мм - SANDVIK Пластины: центральная – 880H-C-GR сплав 4044, периферийная – 880-0W12 H-P-GR сплав 1044 | 2D=116 | 0,21 | 392 | 71,4 |
ЧЕРНОВОЕ РАСТАЧИВАНИЕ | |||||
19. Черновое растачивание отверстия диаметром 22- 23,9 | ISCAR Головка для чернового растачивания BHR-MB20x40 Диапазон – 22-28 Державка – IHSR 22-28 Пластина – CCMT Сплав – IS3028 | 0,95 | 0,1 | 1170 | 86,3 |
20. Черновое растачивание отверстия диаметром 20 – 21,8 | ISCAR Головка для чернового растачивания BHR-MB20x40 Диапазон – 18-22 Державка – IHSR 18-22 Пластина – CCMT Сплав – IS3028 | 0,95 | 0,09 | 1278 | 86,3 |
21. Черновое растачивание отверстия диаметром 30 – 31,8 | ISCAR Головка для чернового растачивания BHR-MB 25-25x40 Диапазон – 28-38 Державка – IHSR 28-38 Пластина – CCMT Сплав – IS3028 | 0,95 | 0,1 | 873 | 86,3 |
22. Черновое растачивание отверстия диаметром,2 | ISCAR Головка для чернового растачивания BHR-MB 40-40x80 Диапазон – 50-68 Державка – IHSR 50-68 Пластина – CCMT Сплав – IS3028 | 1,65 | 0,13 | 510 | 89,6 |
23. Черновое растачивание отверстия диаметром 58 61,57 | ISCAR Головка для чернового растачивания BHR-MB 40-40x80 Диапазон – 50-68 Державка – IHSR 50-68 Пластина – CCMT Сплав – IS3028 | 1,785 | 0,13 | 510 | 89,6 |
Продолжение таблицы 8 | |||||
НАРЕЗАНИЕ РЕЗЬБЫ | |||||
24. Нарезание резьбы M20 Шаг 1,5 | Резцовая головка T-MAX U-Lock D=20 –SANDVIK Крепление пластин винтом Пластина R166.OL-11VM01-001 | 0.87 | 1.5 | 1464 | 92 |
ЧИСТОВОЕ РАСТАЧИВАНИЕ | |||||
24. Чистовое растачивание отверстия диаметром 3,4 | ISCAR Головка BHF-MB50-50x68BL Державка – IHAXF 2,5-4 Пластина – TPGX-L Сплав – IC20N | 0,05 | 0,06 | 12374 | 136 |
24*. Чистовое развертывание отверстия диаметром 3,4 | ISCAR Цельная твердосплавная развертка RM-SHR-0350-H7S-CS-C07 Сплав – IC-907 (плазменное напыление TiAIN), z=6 | 0,05 | 0,2 | 785 | 8,63 |
25. Чистовое растачивание отверстия диаметром 5,8 | ISCAR Головка BHF-MB50-50x68BL Державка – IHAXF6-8/8 Пластина – TPGX-L Сплав – IC20N | 0,1 | 0,2 | 7467 | 136 |
26. Чистовое растачивание отверстия диаметром 9,8 | ISCAR Головка BHF-MB50-50x68BL Державка – IHAXF8-10/8 Пластина – TPGX-L Сплав – IC20N | 0,1 | 0,2 | 4331 | 136 |
27. Чистовое растачивание отверстия диаметром 10,1 | ISCAR Головка BHF-MB50-50x68BL Державка – IHAXF10-12/8 Пластина – TPGX 0902 | 0,1 | 0,2 | 4205 | 136 |
28. Чистовое растачивание отверстия диаметром 13,7 | ISCAR Головка BHF-MB50-50x68BL Державка – IHAXF12-14/8 Пластина – TPGX 0902 | 0,1 | 0,2 | 3115 | 136 |
29. Чистовое растачивание отверстия диаметром 21,8 | ISCAR Головка BHF-MB50-50x68BL Державка – IHAXF22-30/16 Пластина – TPGX 0902 | 0,1 | 0,2 | 1968 | 136 |
30. Чистовое растачивание отверстия диаметром 23,8 | ISCAR Головка BHF-MB50-50x68BL Державка – IHAXF22-30/16 Пластина – TPGX 0902 | 0,1 | 0,2 | 1805 | 136 |
Продолжение таблицы 8 | |||||
31. Чистовое растачивание отверстия диаметром 31,8 ISCAR Головка BHF-MB50-50x68BL | ISCAR Головка BHF-MB50-50x68BL Державка – IHFF25 (диапазон 28-40) Пластина – TPGX 0902 | 0,1 | 0,2 | 1354 | 136 |
32. Чистовое растачивание отверстия диаметром 56,2 | ISCAR Головка BHF-MB50-50x68BL Державка – IHFF50 (диапазон 54-80) Пластина – TPGX 110302T | 0,1 | 0,2 | 768 | 136 |
33. Чистовое растачивание отверстия диаметром 61,47 | ISCAR Головка BHF-MB50-50x68BL Державка – IHFF50 (диапазон 54-80) Пластина – TPGX 110302T | 0,1 | 0,2 | 702 | 136 |
ФРЕЗЕРОВАНИЕ (УСТАНОВ Б) | |||||
34. Фрезеровать уступ с обратной стороны101,6x76,4 мм (21), 20,3х44,4 (22); D=39 (4шт.) (26) D=17(для10.3); D= 20(13.9); D=69 (61,, уступ 24, пазы 25 | Фреза APX 3000 R121WA16SA 1 зуб Пластина AOMT 123602PEER-M Re=0,2 | 4 | 0,1 | 2468 | 93 |
4.4 Анализ современных CAM-систем и обоснование выбора применяемой CAM-системы
В настоящее время все большее число предприятий использует интегрированные САПР, поскольку такая система позволяет разрабатывать всю информацию от концептуальной проработки до подготовки производства в рамках одного интерфейса без необходимости переносить данные в другие программные среды. Рассмотрим наиболее популярные на данный момент CAM-системы на российском рынке.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
