
Рисунок 9 – схема электрическая принципиальная

Рисунок 9 – схема электрическая принципиальная (продолжение)
2 Указание мер безопасности
Безопасность труда на станке обеспечивается его изготовлением в соответствии с требованиями ГОСТ 12.2.009, ГОСТ Р 52588, ГОСТ МЭК 7.
Требования безопасности труда при эксплуатации станка устанавливаются настоящим разделом и соответствующими разделами руководства по эксплуатации.
2.1 Меры безопасности для обслуживающего персонала
Персонал, допущенный к работе на станке, а также к его наладке и ремонту, обязан:
- получить инструктаж по технике безопасности в соответствии с инструкциями, разработанными на основании руководства по эксплуатации и типовых инструкций по охране труда;
- ознакомиться с общими правилами эксплуатации и ремонта станка и указаниями по безопасности труда, содержащимися в настоящем руководстве и эксплуатационной документации, прилагаемой к устройствам и комплектующим изделиям, входящим в состав станка;
- периодически проверять исправность заземления;
- при установке оборотов шпинделя руководствоваться установленным для испытуемого изделия режимом испытаний;
- перед пуском тщательно закрепить испытываемое изделие на шпинделе и закрыть испытательную камеру;
- включение вводного выключателя производить только при закрытой дверце электрошкафа.
- следить за исправностью защитных и блокировочных устройств, предусмотренных в конструкции станка и периодически проверять правильность их работы.
В случае превышения уровня звука на рабочем месте нормативных значений, необходимо применять индивидуальные средства защиты.
2.2 Меры безопасности при установке и транспортировании станка
При монтаже, демонтаже и ремонте для безопасности перемещения станка и его сборочных единиц следует использовать специальные рым-болты, отверстия и другие устройства, предусмотренные конструкцией станка.
Грузоподъемные устройства следует выбирать с учетом массы станка и его составных частей и требований, указанных в разделах «Порядок установки», «Особенности сборки и разборки станка при ремонте», «Электрооборудование».
2.3 Меры безопасности, предусмотренные в конструкции и системе управления станка
В станке предусмотрены следующие блокировки:
- двери испытательных камер блокируются от случайного открывания при включении цикла испытания;
- двери испытательных камер можно открыть тогда, когда станок включен в сеть, а привод вращения выключен;
- включить вращение шпинделей при открытых дверях испытательных камер
невозможно;
- открыть двери испытательных камер при вращении шпинделей невозможно;
- подключить к приводу вращения одновременно оба шпинделя невозможно;
- обеспечена нулевая защита станка.
Защита электрооборудования от токов короткого замыкания осуществляется автоматическими выключателями.
Защита электродвигателя от перегрузок осуществляется автоматом преобразователя. Кроме того, частотный преобразователь контролирует аварийные ситуации и выдает на дисплей коды ошибок (см. приложение №3).
Если работающий станок будет внезапно обесточен, а затем напряжение появится вновь, повторного включения привода не произойдет.
2.4 Требования безопасности к условиям эксплуатации
Круги, подлежащие испытанию, должны быть очищены от упаковочного материала и тщательно осмотрены и проверены на отсутствие трещин. Влажные круги должны быть просушены.
Отсутствие трещин проверяется «на звук» легким постукиванием деревянного молотка по торцовой поверхности круга в нескольких местах.
Проверенные круги устанавливаются на шпиндель станка или ступицы фланцев для испытания круга и закрепляются на шпинделе. Зазор между отверстием круга и шпинделем или ступицами фланцев должен быть не менее 0,1 мм и не более 1,5 мм. Если круг надевается туго, то перед испытанием его отверстие надо расточить. Если зазор составляет более 1,5 мм, то необходимо применить переходную втулку и фланцы большего размера или заполнить зазор специальной пастой, оловом или свинцом.
Между фланцами и кругом с обеих сторон должны быть проложены прокладки из плотной бумаги, картона или резины. Толщина прокладки должна быть 0,5-1,0 мм и должна перекрывать всю зажимную поверхность фланцев.
Фланцы и втулки должны быть точно и чисто обработаны и должны иметь кольцевые выступы для равномерного зажима круга. Фланцы и их кольцевые выступы, используемые для испытания одного круга, должны быть одинаковы. Нельзя испытывать круг, закрепленный двумя фланцами разных размеров.
При затягивании гаек, которыми крепится круг на шпинделе, следует пользоваться стандартными гаечными ключами. Применять рычаги, увеличивающие усилие затяжки, а также ударный инструмент - не допускается.
После закрепления круга на шпинделе испытательную камеру станка закрывают наглухо и приступают к испытанию.
Цикл испытания – блокировка дверцы камеры от случайного открывания, разгон шпинделя, выдержка времени испытания (по ГОСТ Р 52588) и торможение – автоматический.
После окончания испытания электродвигатель автоматически выключается. Когда вращение шпинделя полностью прекратится, испытательную камеру можно открыть.
3 Инструкция по эксплуатации
3.1 Порядок установки
3.1.1 Распаковывание
После вскрытия упаковочного ящика следует проверить наружное состояние узлов и деталей изделия, а также наличие принадлежностей и технической документации согласно «Упаковочному листу».
3.1.2 Транспортирование
Транспортирование изделия и крупных узлов краном следует производить согласно схемам строповки (рисунки 10, 11; 12). При этом необходимо предохранять отдельные выступающие части изделия (рукоятки, консольно расположенные узлы) от повреждения их тросом. Натянутые тросы не должны касаться легко деформируемых и обработанных частей изделия.
Для предохранения изделия от повреждений следует подкладывать под трос деревянные подкладки.
3.1.3 Антикоррозионное покрытие
Перед установкой станок необходимо тщательно очистить от антикоррозионных покрытий, нанесенных на обработанные неокрашенные поверхности станка и во избежании коррозии покрыть их тонким слоем масла «Индустриальное 30». Очистка производится чистой ветошью, смоченной в бензине.
3.1.4 Монтаж
Рекомендуется станок устанавливать в отдельном помещении.
Станок устанавливается на фундаменте. План фундамента приведен на рисунке 16 в разделе «Паспорт станка». Глубина заложения фундамента выбирается в зависимости от характеристик грунта, но должна быть не менее 600 мм.
Выверка станка на фундаменте производится с помощью клиньев и уровня. Точность установки – 0,1 мм на 1000 мм.
Окончательно выверенный станок подливается бетоном, а после затвердевания последнего крепится фундаментными болтами. Электрошкаф устанавливается в соответствии с рисунком 16.
3.2 Подготовка станка к первоначальному пуску
3.2.1 Заземлить станок подключением к цеховой системе заземления.
3.2.2 Соединить жгуты проводов в соответствии с принципиальной электросхемой.
3.2.3 Отключить автоматические выключатели частотного преобразователя.
3.2.4 Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
3.2.5 Ознакомившись с назначением органов управления, следует проверить от руки работу всех механизмов станка.
3.2.6 При помощи вводного автомата подать питание на цепи управления станком.
3.2.7 Проверить действие блокирующих и сигнализирующих устройств станка.
3.2.8 Перед первоначальным включением вращения шпинделя необходимо визуально убедиться в наличии зазора между гайкой шпинделя и бесконтактным переключателем.
3.2.8 При помощи кнопок проверить четкость срабатывания магнитных пускателей.
3.2.9 Произвести обкатку станка на холостом ходу.
3.2.10 Убедившись в нормальной работе всех механизмов станка, можно приступать к настройке станка для работы.
3.3 Настройка, наладка станка и режимы работы
Перед началом работы необходимо убедиться, что все защитные автоматы включены. При этом на пульте управления загорается сигнальная лампочка HL1 – сеть.
3.3.1. Для наладки станка на рабочий режим необходимо установить испытываемый круг на шпиндель и закрепить.
3.3.2 Закрыть испытательную камеру щеколдами.
3.3.3 В соответствии с пунктом 1.5.5 осуществить пуск цикла испытания.
ВНИМАНИЕ! При незакрытых дверях испытательных камер цикл не запустится. Для запуска станка необходимо закрыть испытательные камеры.
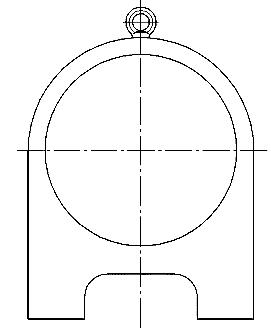
Масса малой камеры – 450 кг
Масса большой камеры – 650 кг
Рисунок 10 - схема транспортирования испытательных камер
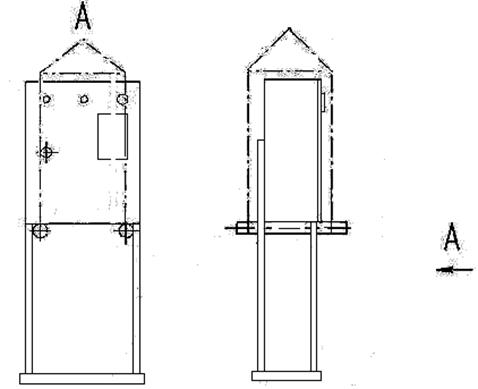
Масса электрощкафа со стойкой – 70 кг
Рисунок 11 – схема транспортирования электрошкафа
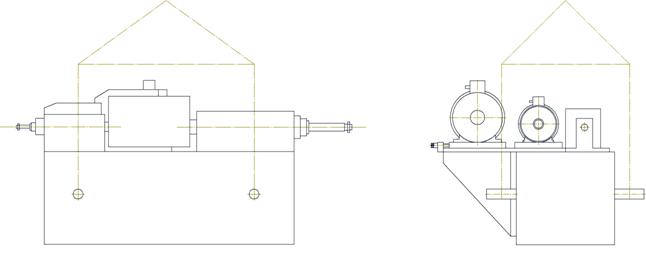
Рисунок 12 – схема транспортирования станины
3.4 Характерные неисправности и методы их устранения
Возможные нарушения в нормальной работе и методы их устранения указаны в таблице 7.
Таблица 7
Неисправности | Вероятные причины | .Методы устранения |
Недостаточен крутящий момент на шпинделе | Уменьшилось натяжение клиновых ремней | Подтянуть ремни |
Люфт и шум шпинделя | Увеличенный зазор в подшипниках | Отрегулировать подшипники |
3.5 Особенности разборки и сборки при ремонте
3.6.1 Перед разборкой необходимо отключить станок от электросети автоматическим выключателем.
4 ПАСПОРТ
4.1 Общие сведения
Инвентарный номер _____________________________
Предприятие-изготовитель станкостроительное предприятие»
Модель станка __________СИП 800К2________________________
Заводской номер ________________________________
Дата пуска станка в эксплуатацию _______________________
4.2 Основные технические данные и характеристики
Количество шпинделей на станке, шт ………………………………….. 2
Количество испытательных камер на станке, шт …………………… 2
Размеры испытываемых абразивных кругов по ГОСТ Р , мм:
в малой камере
- наружный диаметр ……………………………………………… 150…300
- наибольшая высота круга ………………………………………. 100
- посадочный диаметр………………………………………….32; 50,8; 76,2; 127
в большой камере
- наружный диаметр ……………………………………………… 350…750
- наибольшая высота круга ………………………………………. 200
- посадочный диаметр ……………………………………………...203,2; 304,8
Скорость пробного пуска Vpr*, м/с
- наименьшая……………………………………………………………42
- наибольшая…………………………………………………………….96
Предельная частота вращения шпинделя nmax, об/мин ………………..10500
Регулирование скорости шпинделей – с дискретностью:
для малого шпинделя – 1 об/мин
для большого шпинделя – 1 об/мин
Электродвигатель привода вращения (малая камера):
тип – АИР 100 L2
мощность, кВт ………………………………………………………… 5,5
номинальная частота вращения, об/мин ………………………… 3000
Электродвигатель привода вращения (большая камера):
тип – АИР 132 М4
мощность, кВт ………………………………………………………… 11
номинальная частота вращения, об/мин ………………………… 1500
Габаритные размеры станка
(длина х ширина х высота), мм ………………………………… 2030х1270х1550
Масса станка, кг ……………………………………………………………. 2200
Примечание
*) Vpr= Vs fpr , где Vs – предельная рабочая скорость
fpr – коэффициент пробного пуска:
1,3 – при предельной рабочей скорости круга 32 – 50 м/с.
1,2 – при предельной рабочей скорости круга 63 и 80 м/с – см. ГОСТ Р
4.3 Базовые и присоединительные размеры станка
4.3.1 Эскиз конца малого шпинделя - рисунок 14.
4.3.2 Эскиз конца большого шпинделя – рисунок 15.
4.3.4 План фундамента станка – рисунок 16
4.4 Схема расположения подшипников
4.4.1 Схема расположения подшипников приведена на рисунке 17.
4.4.2 Перечень подшипников качения - см. таблицу 8.
Таблица 8
№ поз. на рис. 17 | Наименование | Класс точности | Куда входит | Количество |
1; 2; 3; 4 | Подшипник 208 ГОСТ 8338-75 | 5 | Шпиндельная головка | 4 |
5; 6 | Подшипник 214 ГОСТ 8338-75 | 5 | Шпиндельная головка | 2 |
7; 8 | Подшипник 36217 ГОСТ 831-75 | 4 | Шпиндельная головка | 2 |
 | |
|
Рисунок 15 - конец большого шпинделя
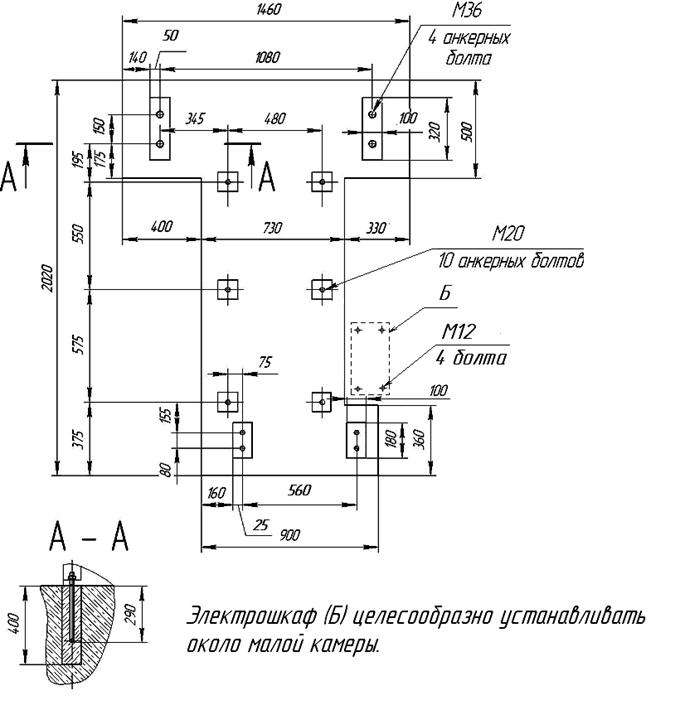
Рисунок 16 - план фундамента

Рисунок. 17 - схема расположения подшипников
4.5. Комплект поставки
Комплект поставки приведен в таблице 9.
Таблица 9
Обозначение | Наименование | Кол. | Примечание |
СИП-800К2 | Станок в сборе | 1 |
|
|
|
|
|
Входит в базовую комплектацию и стоимость станка | |||
|
|
|
|
| Запасные части |
|
|
| Ремень поликлиновой 12РК-913 ТУ38 |
1 |
|
| Ремень поликлиновой 12РК-1290 ТУ38 |
1 |
|
| Принадлежности |
|
|
СИП-800К2.52.001 | Гильза | 1 |
|
СИП-800К2.52.006 | Шайба | 1 |
|
СИП-800К2.52.006-01 | Шайба | 1 |
|
СИП-800К2.51.001 | Шайба 32 | 2 |
|
СИП-800К2.51.002 | Втулка 32х5 | 1 |
|
СИП-800К2.51.002-01 | Втулка 32х10 | 1 |
|
СИП-800К2.51.002-02 | Втулка 32х15 | 1 |
|
СИП-800К2.51.002-03 | Втулка 32х20 | 2 |
|
СИП-800К2.51.002-04 | Втулка 32х25 | 1 |
|
СИП-800К2.52.004 | Фланец 127 | 2 |
|
СИП-800К2.52.002 | Фланец 51 | 2 |
|
СИП-800К2.52.002-01 | Фланец 76 | 2 |
|
СИП-800К2.52.005 | Втулка 45х5 | 1 |
|
СИП-800К2.52.005-01 | Втулка 45х10 | 2 |
|
СИП-800К2.52.005-02 | Втулка 45х16 | 1 |
|
СИП-800К2.52.005-03 | Втулка 45х20 | 1 |
|
СИП-800К2.52.005-04 | Втулка 45х30 | 1 |
|
СИП-800К2.52.004-01 | Фланец 203 | 1 |
|
СИП-800К2.52.004-02 | Фланец 203 | 1 |
|
СИП-800К2.53.001 | Гильза | 1 |
|
СИП-800Л.67.002-01 | Фланец 305 | 1 |
|
СИП-800Л.67.002-02 | Фланец 305 | 1 |
|
СИП-800К2.53.005 | Втулка 90х5 | 4 |
|
СИП-800К2.53.005-01 | Втулка 90х10 | 4 |
|
СИП-800К2.53.005-02 | Втулка 90х20 | 6 |
|
СИП-800К2.53.005-03 | Втулка 90х25 | 2 |
|
|
|
|
|
Документация | |||
СИП-800К2.00.000 РЭ | Руководство по эксплуа-тации |
1 |
|
Примечание. Комплектность станка уточняется в Упаковочном листе с учетом требований Заказчика. |
4.6 Сведения о приемке
4.6.1 Свидетельство о приемке
Изделие: станок двухкамерный для испытания на прочность абразивных кругов модели СИП-800К2 заводской номер _________________
изготовлено и принято в соответствии с обязательными требованиями действующей технической документации и признано годным для эксплуатации по своему назначению.
Проверяемый параметр | Допуск | Фактич. |
Радиальное биение шпинделя (после монтажа): - большая камера - малая камера | 0,03 мм 0,03 мм | |
Погрешность частоты вращения шпинделя: - большая камера - малая камера | ± 5% ± 5% |
Изделие укомплектовано в соответствии с требованиями раздела 4.5 и упаковочного листа.
___________________________________________________________________
(подпись лиц, ответственных за приемку)
(дата приемки)
МП
4.6.2 Свидетельство о консервации
Изделие: станок двухкамерный для испытания на прочность абразивных кругов модели СИП-800К2 заводской номер _________________ подвергнуто консервации согласно требованиям, предусмотренным в действующей технической документации.
Дата консервации
___________________________________________________________________
Срок защиты без переконсервации
___________________________________________________________________
(по ГОСТ 9.014-78)
Категория условий хранения
___________________________________________________________________
(по ГОСТ 15150)
Консервацию произвел
___________________________________________________________________ (подпись)
Изделие после консервации принял
___________________________________________________________________
(подпись)
4.6.3 Свидетельство об упаковывании
Изделие: станок двухкамерный для испытания на прочность абразивных кругов модели СИП-800К2 заводской номер ____________________ упаковано на станкостроительное предприятие» согласно требованиям, предусмотренным в действующей технической документации.
Дата упаковывания ____________________________________________
Упаковывание произвел ________________________________________
(подпись)
М П
Изделие после упаковывания принял _____________________________
(подпись)
4.7 Гарантии
4.7.1 Завод-изготовитель гарантирует соответствие станка модели
СИП-800К2 требованиям конструкторской документации при соблюдении потребителем условий эксплуатации, хранения, транспортирования и монтажа.
4.7.2 Гарантийный срок эксплуатации – в соответствии с договором на поставку.
4.7.3 Гарантийный срок хранения исчисляется со дня изготовления станка и должен быть не более срока защиты без переконсервации.
ВНИМАНИЕ! ГАРАНТИЙНОЕ ОБСЛУЖИВАНИЕ ВЫПУСКАЕМОГО ОБОРУДОВАНИЯ, А ТАКЖЕ РАССМОТРЕНИЕ ПРЕТЕНЗИЙ ПО ЕГО КАЧЕСТВУ, ЗАВОД ПРОИЗВОДИТ ТОЛЬКО, ЕСЛИ ОБОРУДОВАНИЕ ПРИОБРЕТЕНО НЕПОСРЕДСТВЕННО НА ПРЕДПРИЯТИИ-ИЗГОТОВИТЕЛЕ ИЛИ У ЕГО ОФИЦИАЛЬНЫХ ПРЕДСТАВИТЕЛЕЙ |
Приложение 1
Свидетельство
о выходном контроле электрооборудования
Электрооборудование Модель станка
свидетельство №_________ СИП 800К2
Наименование станка станок двухкамерный для испытания на прочность абразив - ных кругов
Заводской номер станка _______________________
 Предприятие - изготовитель станкостроительное предприятие»
Предприятие - изготовитель станкостроительное предприятие»

Электрошкаф
Предприятие – изготовитель: станкостроительное предприятие»
Порядковый номер по системе нумерации предприятия–изготовителя:
 |
Питающая сеть: напряжение _______ В; род тока _________; частота _______Гц
Цепь управления: напряжение ____________В; род тока ______________;
Номинальный ток станка __________ А
Номинальный ток плавких вставок предохранителей питающей силовой сети или уставки тока срабатывания вводного автоматического выключателя ________ А
 |
Электрооборудования выполнено по:
Принципиальной схеме см. рисунок 7 настоящего руководства
Продолжение приложения 1
Электродвигатели
Таблица 1.1
Обозна-чение | Назначение | Тип | Мощ- ность, кВт | Момент, Нм | Номи-нальный ток, А | Ток, А | |
Холос-той ход | Под на- грузкой | ||||||
М1 | Привод шпинделя | АИР132М4 | 11 | ||||
М | Привод шпинделя | АИР100 L2 | 5,5 |
Проверка испытательным напряжением на наличие пробоя:
________________________________________________________________________
Сопротивление изоляции проводов относительно земли:
Силовые цепи ______ МОм; Цепи управления _______ МОм
 |
Электрическое сопротивление между винтом заземления и металлическими частями, которые могут оказаться под напряжением св. 42 В, не превышает 0,1 Ом.
 |
Вывод: электродвигатели, аппараты, монтаж оборудования и результаты его испытания соответствуют общим техническим требованиям к электрооборудованию станков и ГОСТ Р МЭК 7.
|
Испытания провел _________________________ Дата _________________________
(подпись)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
