
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 .
.
![]() Вт·м.
Вт·м.
2.Минимальное значение момента нагрузки на 1 фазу М1,кВт·м:
![]() ,
,  Вт·м.
Вт·м.
3.Оптимизируем подключение ламп:
МА=М5+М4+M2=144+162+135=441 Вт·м;
МВ=М1+М7+M6=108+180+216=504 Вт·м;
МС=М3+М8+М9=126+144+198=468 Вт·м.
Подключаем лампы к сети:
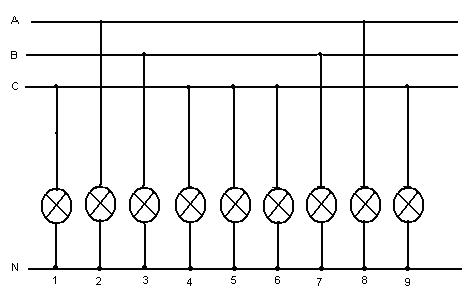
Рисунок 5
Проверка правильности подключения.
При одинаковом сечение и материале проводов в линии, потери в линиях пропорциональны моменту нагрузки.
 ,
,
 ;
;
 ,
,
 ;
;
 ,
,
 .
.
В случае превышения допустимых значений необходимо по-новому оптимизировать подключение ламп по фазам.
4.Выбираем кабель нужного сечения.
Таблица 6.
Момент нагрузки на 1-у фазу, Вт·м | ||||
150-250 | 250-350 | 350-550 | Свыше 550 | |
Кабель ВВГ | 3×1 мм2 | 3×1,5 мм2 | 3×2,5 мм2 | 3×4 мм2 |
Выбираем кабель по наибольшему моменту нагрузке 504 Вт·м 1-у на фазу ВВГ - 3×2,5 мм2.
Вывод: Источники света весьма чувствительны к отклонениям и колебаниям напряжения. От уровня напряжения зависят световой поток источников света, потребляемая ими мощность, КПД и срок службы. С изменением светового потока изменяется освещенность. Это неблагоприятно влияет на зрение и на работоспособность человека. Увеличение освещенности рабочих мест на 10% приводит к повышению в отдельных отраслях производства производительности труда на 14%. Снижение напряжения на 10% вызывает уменьшение светового потока на 30-40%. При снижении напряжения на 20% и более не происходит зажигания газоразрядных ламп. Повышение напряжения на 10% у ламп накаливания и люминесцентных сокращает срок их до 25-30%.
Методика определения колебания напряжения при работе сварочной машины.
1.Определим эквивалентную трехфазную нагрузку сварочной машины:
 . (35)
. (35)
- активная составляющая:
 . (36)
. (36)
- реактивная составляющая:
 . (37)
. (37)
2.Определяем нагрузку трансформатора при загруженности 70%:
 . (38)
. (38)
- активная составляющая:
 . (39)
. (39)
- реактивная составляющая:
 . (40)
. (40)
3.Суммарная нагрузка сварочной машины, питающего трансформатора:
- активная
 . (41)
. (41)
- реактивная
 . (42)
. (42)
tgφ=![]() . (43)
. (43)
 . (44)
. (44)
4.Суммарная полная нагрузка:
 . (45)
. (45)
5.По заданной кривой при cosφ=0,7 определим потерю напряжения в трансформаторе при полной нагрузке, и при учете загрузки 1,5 %.
6.Определим потери напряжения в трансформаторе при 70%, если при полной загрузки она составляет 5% и cosφ=0,8.
7.Найдем колебания напряжения при работе сварочной машины.
8. Сделаем выводы о проделанной работе.
Практическое задание № 4
«Определение колебания напряжения при работе сварочной машины»
Дано: однофазная сварочная машина мощностью 230 кВА работает с номинальной нагрузкой и коэффициентом мощности 0,5. Мощность питающего трансформатора 1000 кВА, загруженность 70%, коэффициент загрузки cosφ=0,8.
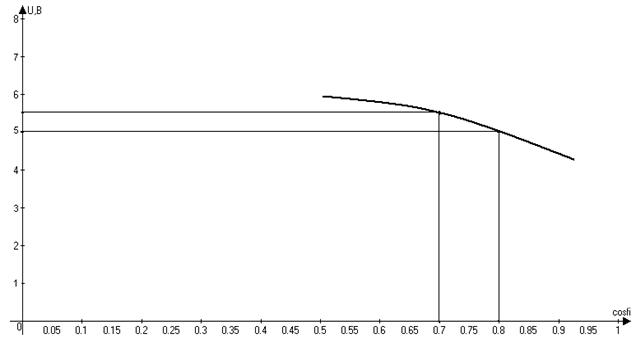
Рисунок 6. График изменения вторичного напряжения трансформатора при полной загрузке и различных коэффициентах мощности.
Задание: определить колебания напряжения при работе сварочной машины.
Решение:
1.Определим эквивалентную трехфазную нагрузку сварочной машины:
;
 кВА.
кВА.
- активная составляющая:
;
 Вт.
Вт.
- реактивная составляющая:
;
 кВар.
кВар.
2.Определяем нагрузку трансформатора при загруженности 70%:
;
 кВА.
кВА.
- активная составляющая:
;
 кВт.
кВт.
- реактивная составляющая:
;
 кВар.
кВар.
3.Суммарная нагрузка сварочной машины, питающего трансформатора:
- активная
;
 кВт.
кВт.
- реактивная
;
 кВар;
кВар;
tgφ=![]() ;
;
tgφ= ;
;
.
4.Суммарная полная нагрузка:
;
 кВА.
кВА.
5.По заданной кривой при cos φ = 0,7 потеря напряжения в трансформаторе при полной нагрузке составит ∆U2=5,45%, а при учете загрузки 1,5 % потеря напряжения составит:
 .
.
6.Определим потери напряжения в трансформаторе при 70%, если при полной загрузки онп составляет 5 % и cos φ = 0,8:
 .
.
7.Колебания напряжения при работе сварочной машины:
 .
.
Вывод: Ухудшение показателей качества электрической энергии приводит к снижению эффективности работы технологического оборудования, увеличению потерь мощности и энергии, ускорению процесса старения изоляции обмоток и сокращению срока службы трансформатора. Снижению производительности технологического оборудования и увеличение потерь мощности в свою очередь влекут за собой рост удельного расхода электроэнергии на единицу выпускаемой продукции. Каждый процент отрицательного отклонения напряжения увеличивает расход электроэнергии на 0,3 % на единицу выпускаемой продукции, при положительном отклонении напряжения на 0,2%.
Методика расчета сварочных нагрузок по нагреву.
В этом параграфе дается методика расчета нагрузок для выбора элементов распределительных и питающих сетей по нагреву для случая независимой работы сварочных машин и установок.
В зависимости от вида исходных данных расчет эффективной нагрузки можно производить по полной мощности или по полному току. Если известны графики тока отдельных машин, то расчет удобнее производить по полному току, а если машины задаются паспортной мощностью в киловольт-амперах, то по полной мощности.
На первом этапе расчет нагрузок по нагреву производится по полной мощности. Для расчета необходимо знание Sпасп, Кз, ПВф и числа машин п. Значения Sпасп и n задаются технологами, Kз и ПВф принимаются. После распределения машин по парам фаз определяется небаланс мощности по парам фаз. При небалансе мощностей не более 15% определяется нагрузка наиболее загруженной пары фаз, например А и В:
 . (46)
. (46)
При ПВф ≤ 5% можно Sэф, АВ определять по приближенной формуле:
 , (47)
, (47)
где Sср – средняя мощность одной сварочной машины, кВА;
Sэф – эффективная мощность одной сварочной машины, кВА;
nAB - число машин, подключенных к данной паре фаз, %.
Средняя и эффективная мощности одной одноточечной, шовной и рельефной сварочных машин определяются по формулам:
 (48)
(48)
Среднее и эффективное значения мощности одной сварочной машины при сварке оплавлением с подогревом определяются по формулам:
 (49)
(49)
Среднее и эффективное значение мощности одной стыковой сварочной машины при сварке оплавлением или сопротивлением определяются по формулам:
 (50)
(50)
где Кз, опл, Кз, под, Кз, ос – коэффициенты загрузки на стадии подогрева, оплавления и осадки, определяются из приложения 5; ПВпод, ПВопл, ПВос – продолжительности подогрева, оплавления и осадки, определяются из приложения 5.
Эквивалентная трехфазная эффективная нагрузка при небалансе по фазам не более 15% определяется по формуле:
![]() . (51)
. (51)
При небалансе мощностей по фазам более 15% S(3)эф определяется по выражению:
![]() , (52)
, (52)
где Sэф, АВ, Sэф, АС – эффективная нагрузка наиболее загруженных пар фаз АВ и СА.
По S(3)эф выбирается число и мощность цеховых подстанций.
На втором этапе проектирования вся сварочная нагрузка разбивается по выбранным подстанциям и производится уточненный расчет нагрузок по подстанциям, шинопроводам и т. д. На данном этапе расчет нагрузок по нагреву следует производить полному току. Порядок расчета аналогичен первому этапу.
Выбор сетей по нагреву на втором этапе расчета производится по эффективной нагрузке наиболее загруженного провода, например В:
 , (53)
, (53)
где Iэф, Iср – эффективный и средний токи одной сварочной машины, определяются:
 (54)
(54)
Сделаем выводы о проделанной работе.
Практическое задание №5
«Определение сварочных нагрузок по нагреву»
Исходные данные:
данные машины: стационарные одноточечные – 65 по 75 кВА, 19 по 200 кВА, 23 по 150 кВА, 21 по 80 кВА; подвесные одноточечные – 64 по 75 кВА.
Задание: Определить эффективную нагрузку от 192 одноточечных машин. Рассчитать максимальный пик нагрузки.
Решение.
Произвести распределение сварочных машин по парам фаз:
АВ – 21 по 75+6 по 200+9 по 150+21 по 75 кВА;
ΣSпасп=6216 кВА;
ВС – 22 по 75+6 по 200+8 по 150+7 по 86+21 по 75 кВА;
ΣSпасп=6227 кВА;
АС – 22 по 75+7 по 200+6 по 150+8 по 86+22 по 75 кВА;
ΣSпасп=6288 кВА;
По приложению 5 принимаются средние статистические значения Кз, с и ПФф, с: для стационарных Кз, с =0,6 ПФф, с=5 %, для подвесных Кз, с= 1,8 ПФф, с=5 %.
Определяем Sср и Sэф отдельных машин:
75 кВА – Sср=2,35 кВА, Sэф=10,1 кВА;
86 кВА – Sср=2,6 кВА, Sэф=11,6 кВА;
150 кВА – Sср=4,5 кВА, Sэф=20,2 кВА;
200 кВА – Sср=6 кВА, Sэф=26,9 кВА;
75 кВА (подвесная) – Sср=6,7 кВА, Sэф=30,2 кВА.
Определяем эффективную трехфазную нагрузку:
 ,
,
где nAC – число машин, подключенных к данной паре фаз.
По Sэф выбирается число и мощность цеховых подстанций.
Определяем средние и эффективные токи отдельных систем:
.
75 кВА (подвесная) – Iср=17,76 А, Iэф=79,58 А;
75 кВА - Iср=5,92 А, Iэф=26,53 А;
300 кВА - Iср=15,78 А, Iэф=70,74 А;
150 кВА - Iср=11,84 А, Iэф=53,05 А;
86 кВА - Iср=6,79 А, Iэф=30,42 А.
Максимальный пик определяется для фазы С следующим образом:
 ,
,
где β определяется по приложению 4 для nПВф=129·0,05=6,45, β=3,7; 0,865 – коэффициент, учитывающий, что токи в линейном проводе складываются геометрически; nС – число машин, подключенных к линейному проводу С.
По току Imax,n,С производится выбор сетей по нагреву.
Вывод:
В данной задаче была дана методика расчета нагрузок для выбора элементов распределительных и питающих сетей по нагреву для случая независимой работы сварочных машин и установок.
В первой части задания рассчитали эквивалентную трехфазную эффективную нагрузку S(3)эф и по ней выбирается число и мощность цеховых подстанций.
Во второй части производится расчет сетей по нагреву и выбор кабельной линии.
Методика расчета мощности индукционной тигельной печи.
Полезная мощность ИТП определяется по выражению:
![]() , ( 55)
, ( 55)
где q- теплосодержание расплавляемого металла или сплава при температуре разливки, Дж/кг;
G - емкость печи, т;
tпл- время плавки, ч.
Если известна энтальпия cp металла или сплава при температуре разливки, то полезная мощность ИТП определяется по выражению:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
