
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() . (56)
. (56)
В этом выражении сp измеряется в  ; G измеряется в килограммах; tпл измеряется в часах.
; G измеряется в килограммах; tпл измеряется в часах.
Суммарные тепловые потери ΔP составляют 5−35% полезной мощности печи Pmax, причем меньшая цифра относится к печам большей емкости. Термический КПД (ηm) индукционной тигельной печи обычно составляет 75−95 % и определяется по выражению:
![]() . (57)
. (57)
Активная мощность P2 , передаваемая в загрузку (садку) ИТП определяется по выражению:
![]() . (58)
. (58)
Активная мощность Pn ИТП ориентировочно определяется по выражению:
![]() (59)
(59)
где ηЭ - электрический КПД индуктора ИТП. Значение может ηЭ составлять 70-95 %. Это значение тем выше, чем больше удельное сопротивление расплавляемого металла или сплава. При плавке алюминия ηЭ=0,5-0,6, при плавке чугуна и стали ηЭ=0,7-0,85.
Мощность источника питания Pист должна быть несколько больше (на 5-10 %) активной мощности Pn.Это связано с тем, что источник питания должен покрывать потери ∆Pт. к. в токоподводе и в конденсаторах.
Мощность источника питания определяется по выражению:
![]() (60)
(60)
После определения ориентировочной мощности печной установки и выбора частоты тока производится подбор источника питания.
Сделаем выводы о проделанной работе.
Практическое задание №6
«Расчет мощности индукционной тигельной печи»
Задание: Рассчитать мощность источника питания индукционной тигельной печи емкостью G=6 т. (см. прил.6). Печь предназначена для плавки стали.
Исходные данные (Приложение 7):
температура разливки tк=1600° С; |
плотность при температуре разливки γ =7200 кг/м3; |
теплосодержание при температуре разливки q=1,42·106 Дж/кг; |
энтальпия при температуре разливки сp=0,385 кВт*ч/кг; |
удельное сопротивление стали в холодном состоянии ρх=0,2·10-6 Ом·м; |
удельное сопротивление стали при температуре потери магнитных свойств |
удельное сопротивление стали перед сплавлением кусков шихты |
удельное сопротивление стали при температуре разливки |
Плавка стали производится без рафинирования, режим работы – на твердой завалке. Время плавки tпл=5,1 ч. Средний диаметр кусков шихты dш=0,08 м
В приложении 6 приведены удельные сопротивления в жидком состоянии.
Полезная мощность ИТП, рассчитывается:
![]()
Полезная мощность ИТП, рассчитывается по:
![]()
Для последующих расчетов принимаются Pпол=1600 кВт, тепловые потери ∆Pm =110 кВт (6,875 % от полезной мощности).
Активная мощность P2, передаваемая в загрузку:
![]()
Термический КПД индукционной тигельной печи:

Активная мощность печи при электрическом КПД ηэ=0,85:

Мощность источника питания с учетом потерь в токоподводе и в конденсаторной батарее определяем.
Принимаем мощность потерь ΔPт. к=188,24 кВт (3,36 % от активной мощности печи).

Вывод: После определения ориентировочной мощности печной установки и выбора частоты тока производится подбор источника питания.
«Методика расчета частоты источника питания индукционной тигельной печи»
Расчет частоты индукционных тигельных печей производится исходя из выражения для определения глубины проникновения тока в загрузку:
 , (61)
, (61)
где ρ - удельное сопротивление загрузки,
μк - относительная магнитная проницаемость загрузки,
μ0=4π·10-7 Гн/м – магнитная проницаемость вакуума,
f - частота питающей сети, Гц.
Из (61) частота ИТП в общем виде равна
 (62)
(62)
Выражение для fmin зависит от значения некоторого характерного размера (аргумента):
![]() (63)
(63)
где dш - средний диаметр кусков шихты, м;
Δш - глубина проникновения тока в шихту, м.
Заменив Δ на Δш и выразив Δш через m2 , определяют f min.
При нагреве стали изменяются ее удельное сопротивление и магнитная проницаемость.
Магнитная проницаемость слабо зависит от температуры примерно до 650°-700°С, после чего быстро уменьшается и достигает значения, примерно равного проницаемости вакуума. В приближенных расчетах обычно считается, что она падает скачком до μ=1 в точке магнитных превращений (точке Кюри), примерно соответствующей температуре 750°-770° С.
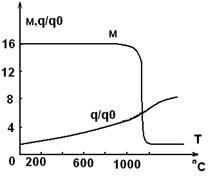
Рисунок 7. Зависимость относительной магнитной проницаемости и удельного сопротивления от температуры для среднеуглеродистой стали.
На рис. 7 исходное значение магнитной проницаемости принято равным 16, что объясняется применением при индукционном нагреве весьма сильных магнитных полей. Часто ее исходное значение составляет 5−6. Зависимость удельного сопротивления от температуры для стали с содержанием углерода 0,4 - 0,5 % приведена на том же рис. 7. Из кривой видно, что в промежутке 15°-800° С удельное сопротивление возрастает примерно в 5 раз. В дальнейшем рост удельного сопротивления замедляется, причем значения его для разных сортов стали становятся почти равными.
![]() (64)
(64)
Индекс «к» указывает, что значения соответствующих величин относятся к температуре, превышающей точку магнитных превращений. Глубину проникновения тока в этом случае будем называть горячей глубиной проникновения тока.
В качестве примера на рис. 8 приведено изменение удельного сопротивления для чистых металлов.
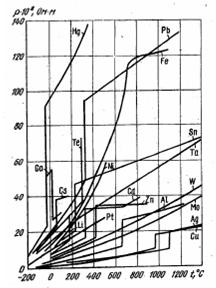
Рисунок 8. Зависимость удельного электрического сопротивления некоторых металлов от температуры.
В печах, загружаемых кусковой шихтой, в начале плавки индуктируемые токи замыкаются внутри отдельных кусков, поскольку они имеют плохой электрический контакт между собой. Наиболее неблагоприятным моментом плавки считается момент, предшествующий сплавлению отдельных кусков в монолит, когда относительная магнитная проницаемость μr=1, а удельное сопротивление существенно возросло по сравнению с исходным холодным состоянием. Исходя из рекомендаций, в этот момент целесообразно принимать ![]() .
.
Приводится формула Нортрупа для ориентировочной оценки без учета электрического КПД:
 (65)
(65)
Однако, должно существовать такое минимальное значение частоты, которое обеспечивает максимальную величину общего электрического КПД.
Эта частота должна соответствовать аргументу ![]()
Анализ, показывает, что значение fmin , допустимое с точки зрения эффективности нагрева, находится в районе значений аргумента ![]()
При плавке кусковой шихты без остаточной емкости (G0=0) минимальная частота определяется при условии
![]() (66)
(66)
где ρш - удельное сопротивление расплавляемого материала при температуре, несколько меньшей температуры плавления, т. е. при температуре спекания отдельных кусков шихты в монолит, Ом·м.
При этом, обеспечиваются минимально приемлемые условия нагрева.
По рекомендациям минимальная частота печи с кусковой шихтой определяется по выражению
 (67)
(67)
где ρш - удельное сопротивление шихты при температуре потери магнитных свойств.
Определив fmin, производят предварительный расчет частоты, исходя из шкалы частот источников питания электротермических установок – 50 , 500, 1000, 2400, 4000, 8000, 10 000 Гц.
В тех случаях, когда выбор частоты ограничен в связи с наличием определенных источников питания, может оказаться целесообразным изменение гранулометрического состава шихты, увеличение среднего диаметра кусков.
Сделаем выводы о проделанной работе.
Практическое задание №7
«Методика расчета частоты источника питания индукционной тигельной печи »
Задание: Рассчитать частоту источника питания и выбрать источник питания индукционной тигельной печи.
Исходные данные: принять исходные данные и результаты расчета практического задания 6.
Минимальная частота тока индукционной тигельной печи:
Минимальная частота тока индукционной тигельной печи:
![]()
Минимальная частота тока индукционной тигельной печи:
Для выбора частоты и мощности источника питания и для последующих расчетов примем вариант, при котором обеспечиваются минимально приемлемые условия нагрева.
Выбираем из ряда рекомендованных частот частоту f=500 Гц. (см. прил.8)
В качестве источника питания – три тиристорных преобразователя, включенные в параллель, суммарной мощностью 2400 кВт. Напряжение источника питания, подводимое к индуктору, Uu=1500 В.
Характеристики выбранного источника питания соответствуют данным, приведенным в приложении 9 для индукционной тигельной печи ИСТ-6, предназначенной для плавки стали.
Вывод: Был произведен расчет мощности и частоты источника питания, предварительно выбрана индукционная тигельная печь.
Таблица вариантов к практическому заданию №1.
Номер варианта | Номер электрических приемников | ||||||||||||
1 | 1 | 6 | 7 | 8 | 10 | 11 | 12 | 21 | 22 | 23 | 30 | 37 | 38 |
2 | 2 | 10 | 11 | 14 | 16 | 18 | 24 | 27 | 31 | 32 | 39 | 40 | 42 |
3 | 3 | 12 | 13 | 14 | 19 | 20 | 25 | 26 | 28 | 29 | 41 | 43 | 45 |
4 | 4 | 6 | 8 | 9 | 15 | 17 | 20 | 30 | 31 | 33 | 42 | 47 | 48 |
5 | 5 | 7 | 10 | 13 | 16 | 19 | 22 | 25 | 28 | 31 | 34 | 37 | 40 |
6 | 1 | 8 | 11 | 14 | 17 | 20 | 23 | 26 | 29 | 32 | 35 | 38 | 41 |
7 | 2 | 5 | 9 | 12 | 15 | 16 | 18 | 21 | 24 | 27 | 30 | 33 | 42 |
8 | 3 | 6 | 10 | 14 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 44 | 46 |
9 | 4 | 11 | 15 | 19 | 23 | 27 | 31 | 35 | 39 | 43 | 44 | 47 | 48 |
10 | 5 | 12 | 16 | 20 | 24 | 28 | 30 | 32 | 36 | 40 | 45 | 46 | 47 |
11 | 1 | 3 | 6 | 8 | 11 | 12 | 21 | 22 | 24 | 30 | 31 | 37 | 38 |
12 | 2 | 7 | 9 | 11 | 14 | 16 | 18 | 24 | 26 | 31 | 33 | 39 | 40 |
13 | 3 | 10 | 12 | 13 | 14 | 19 | 25 | 26 | 27 | 28 | 29 | 41 | 43 |
14 | 4 | 5 | 6 | 8 | 11 | 15 | 17 | 20 | 30 | 31 | 33 | 47 | 48 |
15 | 5 | 6 | 7 | 10 | 13 | 16 | 22 | 25 | 26 | 32 | 34 | 37 | 40 |
16 | 1 | 8 | 12 | 14 | 17 | 20 | 23 | 26 | 28 | 26 | 35 | 37 | 41 |
17 | 2 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 25 | 27 | 30 | 33 | 42 |
18 | 3 | 7 | 10 | 14 | 18 | 19 | 22 | 23 | 30 | 34 | 38 | 41 | 44 |
19 | 4 | 11 | 19 | 20 | 26 | 27 | 31 | 35 | 38 | 43 | 44 | 46 | 48 |
20 | 5 | 6 | 7 | 8 | 10 | 12 | 32 | 33 | 36 | 40 | 45 | 46 | 47 |
21 | 1 | 5 | 7 | 10 | 12 | 14 | 20 | 22 | 24 | 26 | 27 | 33 | 38 |
22 | 2 | 3 | 6 | 7 | 12 | 15 | 25 | 34 | 36 | 37 | 41 | 42 | 45 |
23 | 3 | 4 | 5 | 7 | 11 | 15 | 16 | 21 | 24 | 27 | 32 | 33 | 40 |
24 | 5 | 7 | 13 | 15 | 18 | 22 | 24 | 27 | 29 | 30 | 35 | 37 | 42 |
25 | 4 | 6 | 8 | 12 | 15 | 17 | 18 | 23 | 25 | 27 | 33 | 36 | 41 |
26 | 10 | 12 | 15 | 16 | 19 | 21 | 22 | 24 | 26 | 27 | 29 | 31 | 37 |
27 | 6 | 8 | 9 | 10 | 15 | 17 | 21 | 24 | 27 | 29 | 31 | 35 | 38 |
28 | 4 | 6 | 11 | 15 | 17 | 19 | 24 | 26 | 28 | 33 | 38 | 40 | 43 |
29 | 2 | 7 | 23 | 25 | 28 | 31 | 32 | 33 | 36 | 40 | 45 | 46 | 47 |
30 | 1 | 8 | 12 | 14 | 15 | 18 | 22 | 24 | 27 | 29 | 33 | 47 | 48 |
Таблица вариантов к практическому заданию №2.
№ вар. | Uл, В | S,кВА | cosφ | ПВ | ||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
1 | 220 | 32 | 87 | 96 | 0.5 | 0.52 | 0.35 | 0.31 | 0.38 | 0.5 |
2 | 220 | 45 | 54 | 91 | 0.61 | 0.46 | 0.33 | 0.38 | 0.54 | 0.44 |
3 | 220 | 25 | 94 | 39 | 0.48 | 0.54 | 0.62 | 0.39 | 0.42 | 0.34 |
4 | 220 | 95 | 27 | 48 | 0.56 | 0.3 | 0.47 | 0.32 | 0.49 | 0.35 |
5 | 220 | 87 | 68 | 38 | 0.47 | 0.35 | 0.61 | 0.41 | 0.46 | 0.46 |
6 | 220 | 66 | 29 | 89 | 0.68 | 0.53 | 0.39 | 0.5 | 0.31 | 0.4 |
7 | 220 | 37 | 56 | 98 | 0.7 | 0.45 | 0.5 | 0.33 | 0.37 | 0.5 |
8 | 220 | 35 | 94 | 42 | 0.42 | 0.31 | 0.64 | 0.4 | 0.39 | 0.41 |
9 | 220 | 45 | 91 | 50 | 0.49 | 0.52 | 0.61 | 0.45 | 0.3 | 0.49 |
10 | 220 | 87 | 29 | 61 | 0.65 | 0.41 | 0.5 | 0.34 | 0.38 | 0.48 |
11 | 220 | 95 | 30 | 45 | 0.55 | 0.7 | 0.44 | 0.31 | 0.37 | 0.4 |
12 | 220 | 84 | 45 | 80 | 0.45 | 0.58 | 0.32 | 0.37 | 0.39 | 0.49 |
13 | 220 | 99 | 34 | 61 | 0.44 | 0.6 | 0.54 | 0.49 | 0.42 | 0.33 |
14 | 220 | 61 | 78 | 56 | 0.63 | 0.48 | 0.31 | 0.42 | 0.34 | 0.49 |
15 | 220 | 57 | 24 | 74 | 0.49 | 0.33 | 0.66 | 0.36 | 0.42 | 0.37 |
16 | 220 | 49 | 99 | 34 | 0.69 | 0.7 | 0.37 | 0.33 | 0.49 | 0.55 |
17 | 220 | 94 | 41 | 26 | 0.33 | 0.4 | 0.59 | 0.38 | 0.37 | 0.48 |
18 | 220 | 98 | 34 | 85 | 0.38 | 0.6 | 0.51 | 0.44 | 0.34 | 0.5 |
19 | 220 | 90 | 34 | 95 | 0.47 | 0.34 | 0.54 | 0.5 | 0.42 | 0.39 |
20 | 220 | 35 | 81 | 65 | 0.55 | 0.38 | 0.41 | 0.51 | 0.39 | 0.34 |
21 | 220 | 48 | 69 | 47 | 0.54 | 0.64 | 0.34 | 0.35 | 0.42 | 0.37 |
22 | 220 | 69 | 43 | 48 | 0.41 | 0.58 | 0.38 | 0.31 | 0.31 | 0.47 |
23 | 220 | 87 | 27 | 45 | 0.64 | 0.37 | 0.39 | 0.49 | 0.37 | 0.34 |
24 | 220 | 43 | 94 | 27 | 0.43 | 0.31 | 0.67 | 0.41 | 0.34 | 0.49 |
25 | 220 | 91 | 28 | 64 | 0.4 | 0.62 | 0.51 | 0.48 | 0.35 | 0.5 |
26 | 220 | 82 | 65 | 37 | 0.56 | 0.37 | 0.48 | 0.43 | 0.38 | 0.52 |
27 | 220 | 46 | 68 | 88 | 0.48 | 0.32 | 0.55 | 0.37 | 0.48 | 0.54 |
28 | 220 | 82 | 31 | 47 | 0.59 | 0.49 | 0.6 | 0.41 | 0.5 | 0.31 |
29 | 220 | 41 | 82 | 55 | 0.64 | 0.43 | 0.31 | 0.48 | 0.39 | 0.4 |
30 | 220 | 69 | 94 | 65 | 0.41 | 0.69 | 0.54 | 0.49 | 0.33 | 0.41 |
Таблица вариантов к практическому заданию №3.
№ | Лампы накаливания | Люминесцентные лампы | ||||||||
Расстояние | «У» | «Гс» | «Гэ» | ПДД | ЛДО | ПВЛ-6 | ВЛО | ШЛП | ПВЛ-1 | |
№ | L,м | P1,Вт | P2,Вт | P3,Вт | P4,Вт | P5,Вт | P6,Вт | P7,Вт | P8,Вт | P9,Вт |
1 | 0,8 | 60 | 70 | 75 | 80 | 90 | 100 | 120 | 110 | 80 |
2 | 0,9 | 65 | 80 | 70 | 90 | 110 | 130 | 140 | 100 | 90 |
3 | 1 | 60 | 90 | 100 | 100 | 120 | 145 | 150 | 200 | 110 |
4 | 1,1 | 75 | 85 | 90 | 110 | 80 | 110 | 120 | 220 | 130 |
5 | 1,2 | 70 | 90 | 130 | 125 | 90 | 70 | 130 | 190 | 100 |
6 | 1,3 | 80 | 60 | 100 | 160 | 100 | 80 | 160 | 175 | 120 |
7 | 1,4 | 85 | 75 | 90 | 150 | 130 | 90 | 140 | 180 | 100 |
8 | 1,5 | 75 | 80 | 100 | 120 | 95 | 120 | 135 | 175 | 130 |
9 | 1,6 | 90 | 100 | 80 | 130 | 115 | 110 | 155 | 165 | 120 |
10 | 1,7 | 65 | 80 | 90 | 100 | 120 | 130 | 140 | 170 | 95 |
11 | 1,8 | 60 | 75 | 70 | 90 | 80 | 120 | 100 | 80 | 110 |
12 | 1,9 | 65 | 70 | 80 | 110 | 90 | 140 | 130 | 90 | 100 |
13 | 2 | 60 | 100 | 90 | 120 | 100 | 150 | 145 | 110 | 200 |
14 | 2,1 | 75 | 90 | 85 | 80 | 110 | 120 | 110 | 130 | 220 |
15 | 2,2 | 70 | 130 | 90 | 90 | 125 | 130 | 70 | 100 | 190 |
16 | 2,3 | 80 | 100 | 60 | 100 | 160 | 160 | 80 | 120 | 175 |
17 | 2,4 | 85 | 90 | 75 | 130 | 150 | 140 | 90 | 100 | 180 |
18 | 2,5 | 75 | 100 | 80 | 95 | 120 | 135 | 120 | 130 | 175 |
19 | 2,6 | 90 | 80 | 100 | 115 | 130 | 155 | 110 | 120 | 165 |
20 | 2,7 | 65 | 90 | 80 | 120 | 100 | 140 | 130 | 95 | 170 |
21 | 2,8 | 95 | 170 | 140 | 130 | 120 | 100 | 90 | 80 | 65 |
22 | 2,9 | 110 | 80 | 100 | 120 | 80 | 90 | 70 | 75 | 60 |
23 | 3,0 | 100 | 90 | 130 | 140 | 90 | 110 | 80 | 70 | 65 |
24 | 3,1 | 200 | 110 | 145 | 150 | 100 | 120 | 90 | 100 | 60 |
25 | 3,2 | 220 | 130 | 110 | 120 | 110 | 80 | 85 | 90 | 75 |
26 | 3,3 | 190 | 100 | 70 | 130 | 125 | 90 | 90 | 130 | 70 |
27 | 3,4 | 175 | 120 | 80 | 160 | 160 | 100 | 60 | 100 | 80 |
28 | 3,5 | 180 | 100 | 90 | 140 | 150 | 130 | 75 | 90 | 85 |
29 | 3,6 | 175 | 130 | 120 | 135 | 120 | 95 | 80 | 100 | 75 |
30 | 3,7 | 165 | 120 | 110 | 155 | 130 | 115 | 100 | 80 | 90 |
Таблица вариантов к практическому заданию №4.
Вариант | S1, кВА | Cosφ1 | S2, кВА | Kзагр , % | Cosφ2 |
1 | 240 | 0,55 | 950 | 80 | 0,6 |
2 | 220 | 0,57 | 860 | 75 | 0,63 |
3 | 260 | 0,6 | 1000 | 76 | 0,65 |
4 | 270 | 0,5 | 800 | 82 | 0,7 |
5 | 290 | 0,62 | 930 | 77 | 0,8 |
6 | 300 | 0,59 | 860 | 72 | 0,86 |
7 | 220 | 0,58 | 910 | 70 | 0,79 |
8 | 280 | 0,56 | 1100 | 72 | 0,89 |
9 | 230 | 0,54 | 960 | 76 | 0,59 |
10 | 240 | 0,55 | 870 | 78 | 0,8 |
11 | 310 | 0,59 | 980 | 81 | 0,65 |
12 | 250 | 0,54 | 990 | 73 | 0,9 |
13 | 280 | 0,6 | 960 | 74 | 0,82 |
14 | 300 | 0,56 | 920 | 70 | 0,78 |
15 | 320 | 0,59 | 840 | 76 | 0,81 |
16 | 240 | 0,55 | 950 | 80 | 0,6 |
17 | 220 | 0,57 | 860 | 75 | 0,63 |
18 | 260 | 0,6 | 1000 | 76 | 0,65 |
19 | 270 | 0,5 | 800 | 82 | 0,7 |
20 | 290 | 0,62 | 930 | 77 | 0,8 |
21 | 300 | 0,59 | 860 | 72 | 0,86 |
22 | 220 | 0,58 | 910 | 70 | 0,79 |
23 | 280 | 0,56 | 1100 | 72 | 0,89 |
24 | 230 | 0,54 | 960 | 76 | 0,59 |
25 | 240 | 0,55 | 870 | 78 | 0,8 |
26 | 310 | 0,59 | 980 | 81 | 0,65 |
27 | 250 | 0,54 | 990 | 73 | 0,9 |
28 | 280 | 0,6 | 960 | 74 | 0,82 |
29 | 300 | 0,56 | 920 | 70 | 0,78 |
30 | 320 | 0,59 | 840 | 76 | 0,81 |
Таблица вариантов к практическому заданию №5.
№ Варианта | Одноточечные стационарные | Рельефные машины | Шовные машины | Стыковые сварочные машины (сварка непрерывным оплавлением) | Стыковые сварочные машины (сварка оплавлением с подогревом) |
1 | 40шт по 80 кВА | 60шт по 60 кВА | |||
2 | 35шт по 50 кВА | 65шт по 75 кВА | |||
3 | 29шт по 90 кВА | 71шт по 80 кВА | |||
4 | 50шт по 110 кВА | 50шт по 84 кВА | 45шт по 55 кВА | 55шт по 75 кВА | |
5 | 33шт по 65 кВА | 67шт по 70 кВА | |||
6 | 52шт по 130 кВА | 48шт по 80 кВА | |||
7 | 44шт по 60 кВА | 56шт по 90 кВА | |||
8 | 62шт по 95 кВА | 38шт по 85 кВА | |||
9 | 50шт по 100 кВА | 50шт по 55 кВА | |||
10 | 61шт по 95кВА | 39шт по 80 кВА | |||
11 | 51шт по 75 кВА | 49шт по 80 кВА | |||
12 | 43шт по 130 кВА | 57шт по 82 кВА | |||
13 | 34шт по 65кВА | 66шт по 75кВА | |||
14 | 58шт по 125 кВА | 42шт по 80 кВА | |||
15 | 77шт по 80 кВА | 23шт по 75 кВА | |||
16 | 53шт по 90 кВА | 47шт по 90 кВА | |||
17 | 25шт по 100 кВА | 75шт по 75 кВА | |||
18 | 21шт по 150 кВА | 79шт по 65 кВА | |||
19 | 65шт по 120 кВА | 35шт по 85 кВА | |||
20 | 63шт по 60 кВА | 37шт по 70 кВА | |||
21 | 74шт по 70 кВА | 26шт по 78 кВА | |||
22 | 54шт по 65 кВА | 46шт по 95 кВА | |||
23 | 20шт по 95 кВА | 80шт по 85 кВА | |||
24 | 40шт по 85 кВА | 60шт по 75 кВА | |||
25 | 22шт по 120кВА | 78шт по 85 кВА | |||
26 | 68шт по 145 кВА | 32шт по 64 кВА | |||
27 | 31шт по 80 кВА | 69шт по 80 кВА | |||
28 | 36шт по 70 кВА | 64шт по 75 кВА | |||
29 | 72шт по 95 кВА | 28шт по 75 кВА |
Таблица вариантов к практическому заданию № 6,7.
№ варианта | Емкость печи | Металл или сплав |
1 | 2 | 3 |
1 | 1 т | Медь |
2 | 2,5 т | Медь |
3 | 10 т | Медь |
4 | 25 т | Медь |
5 | 1 т | Латунь Л63 (Zn – 39,5 – 36,6 %; Cu - остальное) |
6 | 2,5 т | Латунь Л63 (Zn 39,5 - 36,6 %; Cu - остальное) |
7 | 10 т | Латунь Л63 (Zn 39,5 - 36,6 %; Cu - остальное) |
8 | 1 т | Полутомпак (Zn – 20 %; Cu - 80 %) |
9 | 2,5 т | Полутомпак (Zn – 20 %; Cu - 80 %) |
10 | 10 т | Полутомпак (Zn – 20 %; Cu - 80 %) |
11 | 25 т | Полутомпак (Zn – 20 %; Cu - 80 %) |
12 | 0,4 т | Алюминий |
13 | 1 т | Алюминий |
14 | 2,5 т | Алюминий |
15 | 6 т | Алюминий |
16 | 10 т | Алюминий |
17 | 0,06 т | Сталь |
18 | 0,16 т | Сталь |
19 | 0,25 т | Сталь |
20 | 0,4 т | Сталь |
21 | 1 т | Сталь |
22 | 2,5 т | Сталь |
23 | 9 т | Чугун |
24 | 1 т | Чугун |
25 | 2. 5 т | Чугун |
26 | 6 т | Сталь |
27 | 10 т | Чугун |
28 | 21.5 т | Чугун |
29 | 31 т | Чугун |
30 | 60 т | Чугун |
Приложение 1.
№ | Наименование отделения цеха и производственного оборудования | Модель или тип | Установленная мощность, кВт | Кол-во n | Ки | cosφ |
I. Механическое отделение | ||||||
1 | Токарно-винторезный станок | 1К62 | 11,125 | 1 | 0,15 | 0,65 |
2 | Токарно-винторезный станок | 1Б61 | 4,625 | 4 | 0,15 | 0,65 |
3 | Токарно-винторезный станок | 1А616П | 4,6 | 2 | 0,15 | 0,65 |
4 | Токарно-винторезный станок | 163 | 15,125 | 2 | 0,15 | 0,65 |
5 | Токарно-винторезный станок | 1П326 | 5,475 | 1 | 0,15 | 0,65 |
6 | Долбежный станок | 7А420 | 3,8 | 1 | 0,15 | 0,65 |
7 | Поперечно-строгальный станок | 7М37 | 11,1 | 1 | 0,17 | 0,65 |
8 | Универсально-фрезный станок | 6В75 | 1,7 | 2 | 0,13 | 0,5 |
9 | Универсально-фрезный станок | 6Н81 | 6,325 | 1 | 0,14 | 0,5 |
10 | Горизонтально-фрезный станок | 6М80Г | 3,525 | 2 | 0,15 | 0,65 |
11 | Вертикально-фрезный станок | 6М13П | 12,925 | 1 | 0,15 | 0,65 |
12 | Зуборезный станок | 5К301 | 0,725 | 3 | 0,12 | 0,5 |
13 | Круглошлифованный станок | ЗА 164 | 19,45 | 1 | 0,15 | 0,65 |
14 | Плоскошлифованный станок | 3740 | 12,65 | 2 | 0,15 | 0,65 |
15 | Вертикально-сверлильный станок | 2А125 | 2,925 | 2 | 0,13 | 0,5 |
16 | Радиально-сверлильный станок | 2А55 | 6,925 | 1 | 0,13 | 0,5 |
17 | Настольно-сверлильный станок | 2А106 | 0,6 | 5 | 0,13 | 0,5 |
18 | Универсальный заточный станок | 3641 | 1,25 | 3 | 0,13 | 0,5 |
19 | Кран-балка электр-ая подвесная | 2т | 4,85 | 2 | 0,3 | 0,5 |
20 | Вентилятор | - | 7,0 | 4 | 0,8 | 0,8 |
II. Заготовительно-сварочное отделение | ||||||
21 | Отрезной станок с ножовочной пилой | 872А | 1,9 | 2 | 0,13 | 0,5 |
22 | Ножницы | Н474 | 7.0 | 1 | 0,15 | 0,65 |
23 | Пресс правильный | ПА415 | 14,0 | 1 | 0,16 | 0,65 |
24 | Пресс кривошипный | К217 | 10,0 | 2 | 0,15 | 0,65 |
25 | Настольно-сверлильный станок | НС-12А | 0,6 | 2 | 0,13 | 0,5 |
26 | Обдирочно-шлифовальный станок | ЗМ634 | 2,8 | 1 | 0,15 | 0,65 |
2.7 | Трубоотрезной станок | С-246А | 2,8 | 2 | 0,15 | 0,65 |
28 | Станок трубогибочный | С-288 | 7,0 | 1 | 0,15 | 0,65 |
29 | Преобразователь сварочный | ПСО-500 | 28,0 | 5 | 0,25 | 0,4 |
30 | Машина сварочная шовная | - | 25 | 2 | 0,35 | 0,5 |
31 | Трансформатор сварочный | СТН-350 | 25 | 1 | 035 | 0,5 |
32 | Кран мостовой электрический | 5т | 24,2 | 1 | 0,35 | 0,5 |
33 | Вентилятор | - | 10 | 4 | 0,8 | 0,8 |
III.Кузнечное отделение | ||||||
34 | Молот пневматический ковочный | МБ412 | 10,0 | 2 | 0,24 | 0,65 |
35 | Обдирочно-точильный станок | ЗМ634 | 2,8 | 2 | 0,24 | 0,65 |
36 | Электропечь сопротивления камерная со щитом управления(950°С) | - Н-45 | 45,0 | 1 | 0,8 | 0,8 |
37 | Вентилятор | - | 4,5 | 1 | 0,65 | 0,8 |
38 | Кран-балка электрическая подъемная | 2т | 4,85 | 1 | 0.2 | 0,5 |
IV. Термическое отделение | ||||||
39 | Электропечь сопротивления шахтная со щитом управления | ПИ-31 ЩУ-12 | 24,0 | 2 | 0,8 | 0,95 |
40 | Шкаф электрический сушильный | Ш-0,5 | 1,1 | 2 | 0,8 | 0,95 |
41 | Электропечь сопротивления камерная со шитом управления | И-15 ЩУ-12 | 15,0 | 1 | 0,75 | 0,8 |
42 | Электропечь сопротивления двухкамерная со щитом управления и печным трансформатором (°С) | ЭКБ-194А ЩУ-12 ТПТ-350 | 19,0 | 2 | 0,9 | 0,9 |
43 | Муфельная печь | П-6 | 2,2 | 4 | 0,65 | 0,8 |
44 | Вентилятор | - | 2,8 | 2 | 0,65 | 0,8 |
45 | Вентилятор | - | 7,0 | 1 | 0,75 | 0,8 |
V. Гальваническое отделение | ||||||
46 | Селеновый выпрями/1000 а, 6/12 в | ВСМР | 22 | 1 | 0,8 | 0,95 |
47 | Сушильный шкаф электрический | 10 | 1 | 0,8 | 0,95 | |
48 | Полировочный станок двухшпиндельный | С-42А | 3,2 | 1 | 024 | 0,65 |
49 | Вентилятор | - | 4,5 | 3 | 0,65 | 0,8 |
Приложение 2.
Значения коэффициентов расчетной нагрузки Кр для питающих сетей напряжением до 1000 В

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
