

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
СНИЖЕНИЕ РАБОТЫ ТРЕНИЯ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ НАПРАВЛЕННЫМ АКУСТИЧЕСКИМ ВОЗДЕЙСТВИЕМ
Специальность 05.02.13 – «Машины, агрегаты и процессы»
(нефтегазовая отрасль)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Уфа – 2009
Работа выполнена в Альметьевском государственном нефтяном институте (АГНИ)
f
Научный руководитель Официальные оппоненты: Ведущая организация | доктор технических наук, профессор Галеев Ахметсалим Сабирович доктор технических наук, профессор Ишмурзин Абубакир Ахмадуллович кандидат технических наук
-УфаНИПИнефть» |
Защита состоится 25 сентября 2009 года в 15-30 на заседании совета по защите докторских и кандидатских диссертаций Д 212.289.05 при Уфимском государственном нефтяном техническом университете Республика Башкортостан, .
С диссертацией можно ознакомиться в библиотеке Уфимского государственного нефтяного технического университета.
Автореферат разослан 16 июля 2009 года.
Ученый секретарь совета
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
В добываемой российскими компаниями нефти до 35– 40% ее себестоимости составляют затраты на поддержание парка насосно-компрессорных труб (НКТ). Содержание трубного парка требует значительных средств на закупку новых труб для строящихся скважин и для восполнения выбывших из строя, на ремонт эксплуатационного парка труб, проведение капитального и подземного ремонта скважин по причине аварий резьбовых соединений и др.
Контроль параметров резьбы труб нефтегазового сортамента очень важен как на этапе производства, так и при их дальнейшей эксплуатации. Использование труб или муфт ненадлежащего качества может привести к большим экономическим потерям, браку при капитальном ремонте скважин, связанному с качеством резьбы труб. Известно, что более 50% аварий трубных подвесок происходит из-за износа резьбовых соединений. В процессе спуско-подъемных операций (СПО) при свинчивании-развинчивании резьбовых соединений на контактные поверхности резьбы действуют растягивающие и сжимающие напряжения, осевая нагрузка, создаваемая весом свинчиваемых насосно-компрессорных труб.
Традиционные методы сборки резьбовых соединений не всегда обеспечивают достаточную их надежность. В машиностроении одним из перспективных направлений интенсификации сборочных работ, повышения их качества является сборка резьбовых соединений с применением акустических колебаний, которые при введении в зону контакта оказывают существенное влияние на процесс сборки и на формируемые параметры качества соединений.
Однако область рационального применения ультразвуковых волн на процесс формирования резьбового соединения раскрыта еще не достаточно, не выявлены оптимальные параметры, а выявленные закономерности носят частный характер, что требует дальнейшего изучения. Поэтому выявление механизма воздействия ультразвука на формирование связей в резьбовом соединении непосредственно в процессе свинчивания-развинчивания НКТ является актуальной задачей.
Повышение эффективности процесса свинчивания - развинчивания насосно-компрессорных труб путем снижения сил трения применением акустических колебаний.
1 Определение величины и характера изменения момента в процессе свинчивания-развинчивания НКТ и влияние его на характеристики резьбового соединения (натяг, посадка и т. д.).
2 Исследование динамических нагрузок, возникающих в резьбовом соединение НКТ, и их изменений вследствие акустического воздействия.
3 Определение оптимальной частоты, амплитуды и угла ввода направленного акустического воздействия на зону контакта «муфта-ниппель» НКТ с целью снижения сил трения.
4 Разработка устройства для введения ультразвуковых волн (УЗВ) в зону соприкосновения резьб для повышения эффективности процесса свинчивания-развинчивания и качества резьбового соединения.
Поставленные задачи были решены с помощью: теории упругости, теории колебаний, теории рационального планирования эксперимента.
1 В результате комплексных теоретических и экспериментальных исследований установлена возможность влияния ультразвуковых колебаний на механизм формирования контактных связей, снижающих работу сил трения до 88%. Определены оптимальные параметры акустического воздействия (амплитуда х0=19 мкм, частота f=42941 Гц, угол ввода φ=450) на процесс свинчивания-развинчивания насосно-компрессорных труб диаметром 60 мм.
2 Разработаны и апробированы безразмерные критерии пересчета оптимальных параметров акустического воздействия с НКТ диаметром 60 мм на другие типоразмеры насосно-компрессорных труб.
Основные защищаемые положения
1 Выявленные теоретическими и экспериментальными исследованиями основные особенности механизма формирования контактных связей резьбового соединения НКТ при направленном акустическом воздействии.
2 Способ и устройство эффективного управления параметрами акустического воздействия.
3 Оптимальные условия акустического воздействия и критерии переноса их на любые типоразмеры НКТ.
1 Методика оценки воздействия на зону контакта резьб «ниппель-муфта» с целью повышения качества соединения используется в учебном процессе при изучении студентами Альметьевского государственного нефтяного института дисциплин: «Эксплуатация, ремонт и монтаж оборудования для добычи нефти и газа», «Нефтегазопромысловое оборудование», «Эксплуатация и ремонт машин и оборудования нефтяных и газовых промыслов» для специальностей: 130602.65«Машины и оборудование нефтяных и газовых промыслов», 130503.65 «Разработка и эксплуатация нефтяных и газовых месторождений».
2 Разработанная технология повышения эффективности процесса свинчивания-развинчивания НКТ передана с целью дальнейшего внедрения в -Сервис» (г. Альметьевск).
1 Основные положения диссертационной работы докладывались на научно–технических конференциях, техсоветах: Международная научно-практическая конференция «Ашировские чтения» (Самара, 2006 г.), Научные сессии АГНИ по итогам 2004…2006 гг. (Альметьевск, 2005, 2006, 2007 гг.), Всероссийская научно-практическая конференция «Большая нефть XXI века» (Альметьевск, 2006 г.), 58-я научно-техническая конференция студентов. аспирантов и молодых ученых (Уфа, 2007 г.), 27 Всероссийская научно-техническая конференция «Технологии нефтегазового дела» (Уфа-Октябрьский, 2007 г.), Технический совет -Сервис» (Альметьевск, 2008 г.)
Основные положения диссертации изложены в 14 печатных работах, из них 2 - в журналах, рекомендованных ВАК Минобрнауки РФ.
Диссертационная работа состоит из 4 глав, основных выводов, библиографического списка из 150 наименований; изложена на 139 страницах машинописного текста, содержит 54 рисунка, 25 таблиц и 6 приложений.
СОДЕРЖАНИЕ РАБОТЫ
содержит обоснование актуальности темы диссертационной работы; поставлена цель и сформулированы основные задачи.
посвящена обзору литературных источников по отказам и неисправностям НКТ. Проведен анализ методов оценки технического состояния резьбовых соединений.
Большой вклад в развитие науки о свинчивании-развинчивании резьбовых соединений, в том числе с применением ультразвука, внесли ученые , , , С. А Рекин, , и др.
Необходимо отметить, что обеспечение требуемого эксплуатационного ресурса во многом определяется показателями качества сопрягаемых резьбовых пар. Эта взаимосвязь исследована в работах , , и др.
При этом в основе большинства работ лежат фундаментальные исследования по проблеме контактного взаимодействия поверхностей сопряжения , , .
Вместе с тем, несмотря на известные достоинства ультразвуковой сборки, область ее рационального применения раскрыта еще не достаточно и требует дальнейшего углубленного изучения. В частности, практически не изучена возможность использования акустических колебаний при свинчивании-развинчивании НКТ.
Проведенный анализ способов интенсификации процесса свинчивания-развинчивания и повышения качества резьбового соединения показывает, что:
· необходимо проведение исследований, посвященных механизму воздействия УЗВ,
· необходима постановка оптимизационного эксперимента по выявлению оптимальных условий воздействия,
· необходима разработка метода и устройства введения УЗВ в тело трубы,
· необходима разработка метода оценки качества резьбового соединения и контроля за его достижением в процессе свинчивания
представлены результаты теоретического рассмотрения процесса свинчивания с точки зрения напряжений, возникающих в теле резьбы (металла), и связи их с моментами свинчивания в рамках модели упругих деформаций.
Рассмотрим зависимость между «натягом», напряжением в резьбовом соединении и моментом в идеальной конической резьбе с углом α и шагом h (Рисунок 1, а).
 |
Dм и dт – диаметры муфты и ниппеля, соответственно, r0 –радиус резьбы в верхней части муфты; а – до затяжки или без «натяга», б – после затяжки
Рисунок 1 - Схематическая модель конического резьбового соединения
При повороте предварительно завинченной трубы на некоторый угол β труба внедрится в муфту на ·расстояние Н («натяг»):
Н=β·h/(2·π), (1)
Тогда радиус (r*) линии сопряжения муфты и трубы в любом сечении х будет находиться в следующих пределах:
 , (2)
, (2)
где ось Х имеет начало на торцевом сечении муфты. Величина деформации определяется толщиной трубы ![]() и муфты
и муфты ![]() :
:
![]()
![]() , (3)
, (3)
 (4)
(4)
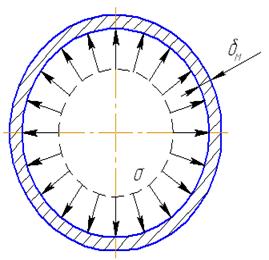
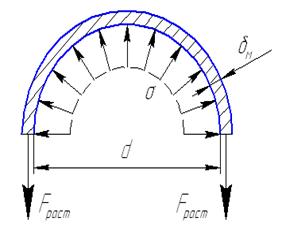
Связь между напряжением σ и растягивающей силой Fраст, действующей на кольцевое сечение шириной ∆х (рисунок 2), равна:
 . (5)
. (5)
 |  |
а б
Рисунок 2 - Схема нагрузок, действующих изнутри на муфту (а), приводящих к возникновению растягивающей силы Fраст (б).
Используя формулу (5) в рамках упругих деформаций муфты и ниппеля, можно получить величины напряжений на поверхности их контакта, но так как эти напряжения одинаковы, то получаем уравнение для определения радиуса r*:
 , (6)
, (6)
где δ – толщины трубы (индекс «т») и муфты («м») соответственно. Отсюда
 , где
, где  . (7)
. (7)
Используя формулу (7), напряжение σ в сечении х можно выразить
 . (8)
. (8)
Интегрируя вдоль оси х, определяем работу, затраченную на деформацию муфты и трубы:
 и
и  . (9)
. (9)
а б
в г
Рисунок 3 - Результаты расчетов напряжений (а), работы (б), сил (в) и деформаций (г) в зависимости от натяга
При отсутствии сил трения работа по свинчиванию переходит в энергию деформации резьбового соединения и равна работе по деформации трубы и муфты:
 . (10)
. (10)
Так как работа совершается за счет пары сил с моментом m(φ), то величину момента, соответствующего "натягу" Н, можно найти как производную работы по углу:
 . (11)
. (11)
На рисунке 3 приведены результаты расчета радиальной деформации трубы (а), напряжения (б) в зависимости от "натяга", работы, затраченной на радиальную деформацию (в), и осевой силы (г) для НКТ условным диаметром 60 мм. Видно, что максимальное напряжение в радиальном направлении при "натяге " 6 мм достигает 116 МПа, напряжение вдоль соединения меняется незначительно (менее 20%); рост напряжения с увеличением "натяга " происходит линейно. В то же время, работа, затраченная на радиальную деформацию труб, составляет несколько десятков джоулей. Деформация в указанном диапазоне "натяга" является упругой, неравномерна, достигая максимальной величины у конца муфты. Осевая сила, необходимая для создания "натяга", также незначительна (без учета сил трения) и находится в диапазоне 0...20650 Н, а момент, необходимый для создания такого «натяга», находится в диапазоне 0…8,3 Н·м, что примерно в 100 меньше рекомендуемой на практике для свинчивания НКТ.
приведено описание экспериментальной установки по свинчиванию-развинчиванию НКТ в различных условиях, аппаратуры для генерации ультразвуковых волн в теле труб и результаты предварительных оценочных экспериментов по выявлению характера воздействия УЗВ.
Для возбуждения колебаний необходимы регулярные управляемые источники колебаний – генераторы, причем длина волны возбуждаемых колебаний должна быть сопоставима либо с шагом резьбы h (порядка 1 мм), либо с диаметром трубы d (или длиной резьбы), то есть порядка 0.1…0.5 м. Используя известную формулу для определения скорости продольных механических волн v в изотропной среде и частоты f:
 ;
;  , (12)
, (12)
где Е и ρ, соответственно, - модуль Юнга и плотность (для сталей ~ 2·1011 Па и 7600 кг х м3), λ - длина волны (~ d или ~ h), можно определить соответствующий диапазон частот: порядка 1…2 МГц для h и для d - 10…100 кГц (диапазон УЗВ)
Испытания по определению износа резьбовых соединений НКТ в процессе свинчивания и развинчивания и влиянию на этот процесс УЗВ проводились на экспериментальном стенде, который состоит из металлического основания, опор и оборудования для спуско-подъемных операций (СПО). Измерение усилий производилось при помощи тензометрического датчика Т-400А, аналоговый сигнал которого усиливается и преобразуется в цифровой код в аналого-цифровом преобразователе NVL15 и поступает в компьютер (400 измерений в секунду) (рисунок 4).
 К испытанию были приготовлены гладкие насосно-компрессорные трубы (ГОСТ 633-80, группа прочности "Д") с конической резьбой треугольного профиля с углом 600 и шагом 2,54мм, - с новой резьбой, нарезанной в условиях трубного цеха ООО "НКТ-Сервис" (г. Альметьевск). Разработано специальное приспособление для закрепления и снятия генератора ультразвуковых колебаний на НКТ и введения УЗВ под углом 00 и 450 к оси трубы).
К испытанию были приготовлены гладкие насосно-компрессорные трубы (ГОСТ 633-80, группа прочности "Д") с конической резьбой треугольного профиля с углом 600 и шагом 2,54мм, - с новой резьбой, нарезанной в условиях трубного цеха ООО "НКТ-Сервис" (г. Альметьевск). Разработано специальное приспособление для закрепления и снятия генератора ультразвуковых колебаний на НКТ и введения УЗВ под углом 00 и 450 к оси трубы).
В качестве интегрального показателя режима свинчивания-развинчивания в целом измерялось изменение температуры муфты при помощи бесконтактного термометра - Infrared thermometer AZ Instrument–8861.
При этом априори предполагалось, что изменение температуры пропорционально работе силы трения на контакте двух резьб (ниппеля и муфты), которая рассчитывалась по экспериментальным данным:
 , (13)
, (13)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
