


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вторым важным моментом, влияющим на нестационарность процессов, является качество потребляемого сырья, когда реакцию оборудования отслеживают по коррозионной обстановке [87, 93, 141]. Нестационарность эксплуатационных нагрузок и возникающие вследствие этого усталостные повреждения рассмотрены в работах [87, 93-97, 139-141].
Таблица 5 ‒ Оценка опасностей при нестационарной эксплуатации
технологических установок ОПО [38-53, 87]
№№ п/п | Уровень системы управления ОПО | Факторы нестационарности при эксплуатации ОПО | Показатели нестационарности |
1 | 2 | 3 | 4 |
1 | Типовое предприятие нефтегазового комплекса, включая магистральные нефтегазопроводы | Производительность, качество сырья, несущая способность трубопроводов | Динамический диапазон изменения производительности, скорость коррозии |
2 | Технологическая установка | Суммарная энергоэффективность | Диапазон изменения материального и экологического ущерба |
3 | Потенциально опасный объект | Количественный параметр опасности | Динамический диапазон измерения частоты аварий |
продолжение таблицы 5
1 | 2 | 3 | 4 |
4 | Элементы трубопроводных систем | Параметры напряженно-деформированного состояния | Измерение параметров корреляционных моментов |
5 | Металлические изделия, сварные швы | Мультифрактальные параметры | Изменение упруго-деформационных свойств и вязкости, вплоть до разрушения металла и сварных швов |
На основе проведенного автором анализа результатов исследований, представленных в работах [93-97, 141], приведены примеры временного распределения локальной частоты аварий lп на магистральных нефтепроводах и вероятности выброса токсических веществ Рв для одного из выбранных пилотных объектов (рисунок 3) [87-97].
Анализ результатов исследований показывает существенный динамический диапазон изменения во времени математического ожидания и дисперсии случайных процессов, что подтверждает вывод о нестационарности объекта и параметров эксплуатации, когда функции распределения любого порядка зависят от положения начала отчета времени и задаваемого временного интервала.
На рисунках 4 ‒ 6 представлены временные зависимости нестационарного изменения упруго-пластических и прочностных свойств металла и сварных соединений в зависимости от времени эксплуатации и температуры окружающей среды.
На рисунке 7 представлены зависимости нестационарного измерения мультифрактальных параметров, характеризующих однородность металла во временной области в процессе эксплуатации технологических
установок.
Анализируя зависимости, представленные на рисунке 4, следует отметить, что в интервале работы 0…2256 ч прочностные и пластические свойства стали снижаются, при дальнейшей эксплуатации одновременно происходит повышение хрупкости стали.
Следует также отметить снижение прочности сварных швов (рисунок 6) по сравнению с основным металлом для идентичных сроков эксплуатации при нестационарном изменении температуры. Различие в пластических свойствах наступает только на уровне 11000 часов эксплуатации. Это характерно для группы аустенитных сталей, в которую входит сталь 20Х23Н18. Здесь для наглядности были рассмотрены результаты измерений механических свойств при высоких температурах стали марки Х23Н18 и металла шва композиции Х25Н20 (рисунок 6) [141].
Полученные зависимости таких характеристик, как предел прочности, предел текучести, пластические свойства сталей от времени эксплуатации, в т. ч. и характер изменения ударной вязкости в процессе эксплуатации по данным [141], подтверждают выводы о необходимости учета нестационарности при проектировании и эксплуатации ОПО.
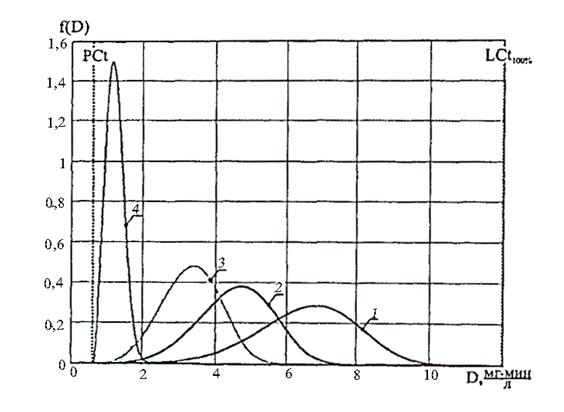
Рассматривая нестационарность вероятностных законов токсического воздействия на объектах нефтегазохимических установок, когда при анализе опасности используется стандартный критерий «абсолютного» риска, согласно которому авария с заданными последствиями, например, выброс опасного вещества массой Mlim [87], не может считаться приемлемой, когда вероятность выброса превышает определенную постоянную величину технического риска Rlimт, являющуюся постоянной величиной. Выстраиваемая на основании этого постоянного критерия Rlimт система менеджмента риска, включающая комплекс организационно-технических дорогостоящих мероприятий, обеспечивающих снижение риска, будет неэффективной. В качестве примера на рисунках 8 и 9 приведены примеры построения регрессионных моделей аварийных выбросов на основе метода статистических испытаний Монте-Карло для различных концентраций и времени воздействия токсических веществ.
Как видно из представленных рисунков 8 и 9, кривые распределения вероятности токсического выброса токсодозы Д на ОПО носят также нестационарный характер, а расчет нестационарности концентрации паров ядовитого вещества и времени воздействия при применении стандартного критерия «абсолютного» технического риска может привести к катастрофическим последствиям, включая гибель обслуживающего персонала и заражение окружающей территории, несмотря на принятые дорогостоящие организационно-технические мероприятия (изменение режимов технологических процессов, изменение запасов опасных веществ, введение дополнительных систем мониторинга и защиты и др.) [87].
1 ‒ вероятность выброса токсических веществ Рв, год-1, 2 ‒ частота аварий lп, руб./год
Рисунок 3 ‒ Временное распределение локальной частоты аварии lп и вероятности выброса токсических веществ Рв на магистральном нефтепроводе [93-97]
ч ч
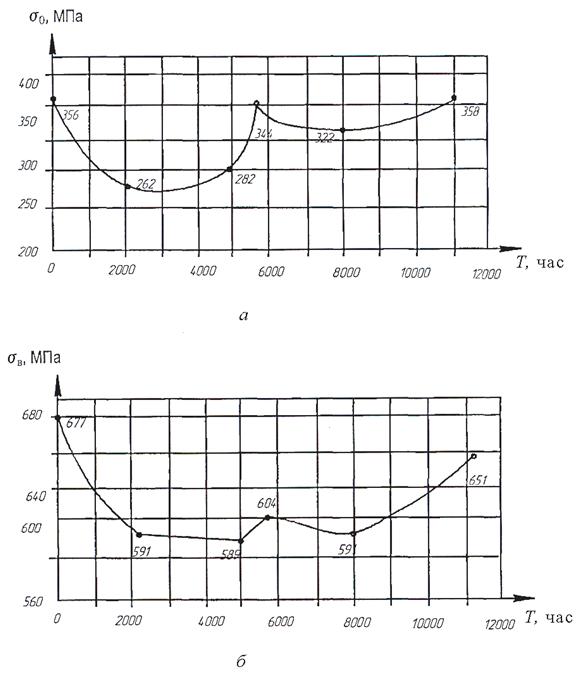
а) условный предел текучести s0; б) предел прочности sв
Рисунок 4 ‒ Изменение прочностных характеристик стали 20Х23Н18 от продолжительности эксплуатации [141]
ч ч
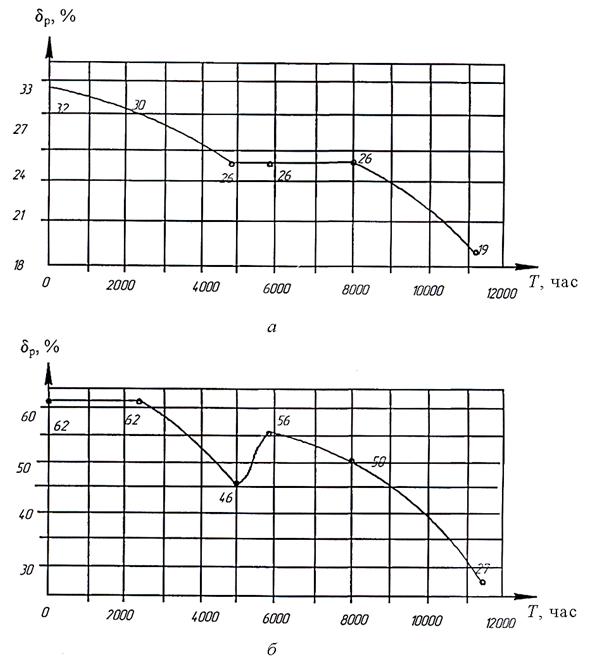
а) относительное удлинение; б) относительное сужение
Рисунок 5 ‒ Изменение пластических характеристик стали 20Х23Н18
от продолжительности эксплуатации [141]
t, t,
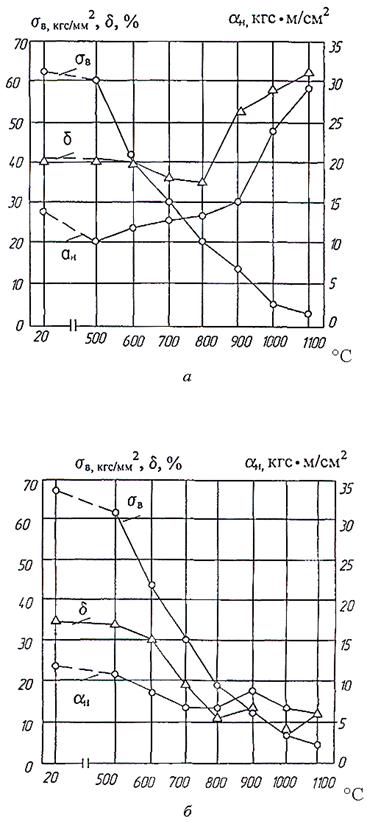
а) сталь Х23Н18; б) металл шва
Рисунок 6 ‒ Снижение прочности сварных швов и металла
при нестационарном изменении температуры стали [141] марки Х23Н18 и металла шва
ч ч ч
Рисунок 7 ‒ Изменение мультифрактальных параметров [141]
1 ‒ летальный исход; 2 ‒ тяжелые поражения;
3 ‒ поражения средней тяжести; 4 ‒ легкие поражения
Рисунок 8 ‒ Зависимости 3-х параметрического распределения
тяжести токсического поражения от концентрации
и времени воздействия токсодозы Д при выбросе [87]
на потенциально опасных объектах
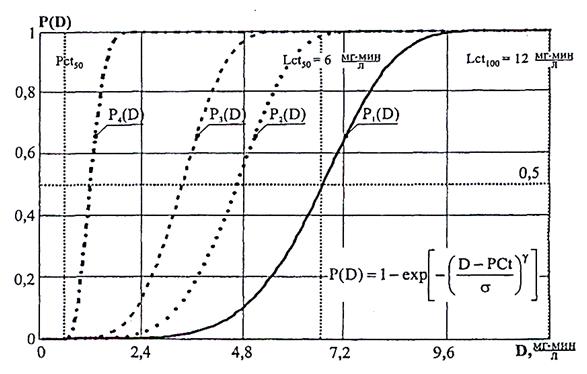
Р1(D) ‒ летальный исход; Р2 (D) ‒ тяжелые поражения;
Р3(D) ‒ поражения средней тяжести; Р4 (D) ‒ легкие поражения
Рисунок 9 ‒ Нормированные величины вероятности поражения Рв
в зависимости от концентрации и времени воздействия токсодозы Д [87] при выбросе на ОПО нефтегазового комплекса
2.2 Исследование и анализ синергетической опасности
возникновения и развития аварийных ситуаций на опасных производственных объектах нефтегазового комплекса
Следует отметить, что вышеприведенные в главе 2.1 результаты анализа нестационарности частоты возникновения и сценариев развития аварийных ситуаций подтверждены статистическими данными и теоретическими исследованиями в области управления рисками в атомной энергетике и при катастрофических чрезвычайных ситуациях техногенного и природного характера, когда распределение плотности частот опасных ситуаций носит нестационарный характер и всех их объединяют причинно-следственные связи, которые необходимо учитывать при прогнозировании аварийных ситуаций и управлении рисками.
На основании вышеизложенного для повышения достоверности и эффективности оценки рисков на стадии проектирования ОПО необходим новый подход, позволяющий учесть нестационарность случайных технологических процессов при идентификации и ранжировании ОПО.
Основной задачей идентификации и классификации потенциально опасных технологических объектов является выявление и экспертное описание всех присущих ОПО опасностей. Вместе с тем механизмы возникновения и развития опасных ситуаций имеют сложные сценарии, включающие разные типы аварий. По данным предыдущих исследований выявлено, что наиболее частыми являются пожары (проливы и «огненные шары»), взрывы и выбросы токсических веществ [87, 89].
В качестве примера представлена функциональная схема возможных сценариев развития аварийных ситуаций для типовой технологической установки предприятия (рисунок 10), где рассмотрены основные этапы возникновения и развития аварийных ситуаций с учетом нестационарности условий их возникновения при функционировании нефтегазового оборудования с указанием основных причин возникновения аварийных ситуаций [39-53, 87, 89, 139-141].
Рисунок 10 ‒ Прогноз сценариев возникновения и развития аварийных ситуаций на нефтегазовом оборудовании [47, 87]
Исследование и анализ результатов обследования условий возникновения и развития аварийных ситуаций проведены нами с учетом анализа нестационарности условий возникновения и развития аварийных ситуаций в основных технологических модулях установки ЭЛОУ-АВТ.
По результатам обследования проведена также оценка методических приемов и технологий предупреждения и локализации аварийных ситуаций. Результаты анализа и обследования сценариев развития аварийных ситуаций по данным [39-53, 87, 89] представлены в таблице 6.
Таблица 6 ‒ Результаты анализа и обследования условий возникновения
и развития аварийных ситуаций на ОПО
№ п/п | Аварийные | Условия возникновения аварийных ситуаций | Сценарии возможного развития аварийной ситуации | Методические приемы анализа возникновения аварийной ситуации | Технологии предупреждения, локализации и |
1 | 2 | 3 | 4 | 5 | 6 |
I | Разгерметизация колонных аппаратов | · Коррозионный и физический износ; · механические повреждения; · нестационарность производительности установки; | · Образование паров горючего; · отравление людей парами; · взрыв; · пожар; · разрушение аппаратов. | · Проверка изученности коррозионных свойств обращающихся веществ, наличия данных о скорости коррозии и износа, соответствия материала оборудования, наличия условий | Способы предупреждения: · диагностика оборудования; · качественный ремонт оборудования по графику ППР; · замена устаревшего технологического оборудования; |
продолжение таблицы 6
1 | 2 | 3 | 4 | 5 | 6 |
· нестационарность мультифрактильных параметров; · изменение качества сырья. | для механического повреждения оборудования от внутренних источников воздействия; · проверка правил эксплуатации оборудования; · мониторинг повреждений и источников воздействия в режиме «On-Line»; · устранение нестационарности технологических режимов. | · установление современных КИП и сигнализации. Способы локализации: · отсечение аппарата, блока запорной арматурой; · сброс давления; · освобождение аппарата от нефтепродукта; · исключение присутствия источников зажигания. · эвакуация людей; · ограждение территории. Средства предупреждения: · запорная и регулирующая арматура на оборудовании; · индивидуальные средства защиты. | |||
продолжение таблицы 6 | |||||
1 | 2 | 3 | 4 | 5 | 6 |
II | Разгерметизация газоводоотделителей | · Нестационарность коррозионного и физического износа. · Нестационарность производительности. · Нестационарность скорости коррозии. · Нестационарность температурного режима. · Нестационарность уровня. | · Образование паров. · Отравление людей. · Взрыв. · Пожар. · Перегрев оборудования и разрушение | · Проверка изученности коррозионных свойств обращающихся веществ, наличия данных о скорости коррозии и износа, соответствия материала оборудования, наличия условий для механического повреждения оборудования от внешних и внутренних источников воздействия, проверка правил эксплуатации оборудования; · минимизация нестационарных технологических процессов; | Способы предупреждения: · диагностика оборудования; · качественный ремонт оборудования по графику ППР; · замена оборудования; · оснащение современными КИП и сигнализации. Способы локализации: · отсечение аппарата, блока; · сброс давления; · освобождение аппарата от нефтепродукта; · исключение присутствия источников воспламенения; |
продолжение таблицы 6

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 |
