

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
hа - коэффициент запаса мощности на случай пуска установки под нагрузкой (hа = 1,5-1,8);
hi - механический КПД устройства для съемки шкур (hi = 0,7);
h - механический КПД передач от двигателя до ведущей звездочки:
hрп - КПД ременной передачи (hрп = 0,93-0,95);
hзп - КПД зубчатой передачи (hзп = 0,96-0,98;
hцп – КПД цепной передачи (hцп = 0,95-0,97).
10. Контрольные вопросы
1. Способы съемки шкур.
2. Основные требования к установкам для съемки шкур.
3. Классификация установок для съемки шкур.
4. Определение производительности установки для съемки шкур периодического и непрерывного действия.
5. Установки для съемки шкур с туш МРС.
6. Установки для съемки шкур с туш свиней.
7. Установки для съемки шкур с туш КРС.
8. Достоинства и недостатки установки «Москва-4».
Лабораторная работа № 4
1. Тема лабораторной работы: Изучение устройства и принципа действия машины для обработки кишок.
2. Цель работы: Целью настоящей работы является ознакомление с конструкциями кишечных машин и в частности с конструкцией универсальной шлямовочной машины ФОК, приобретение навыков по расчету, составление кинематической и технологической схем.
4 Теоретическое обоснование работы:
Кишечное сырье используется для выработки:
- наиболее высококачественных оболочек деликатесных видов колбас;
- наиболее качественных и экологически чистых хирургических нитей – кетгута;
- струн музыкальных инструментов.
Технология обработки кишок.
1. Разбор кишечного комплекта.
2. Освобождение кишок от содержимого.
3. Подготовка кишок к механической обработке суть, которой, - замочка кишок в теплой воде чтобы уменьшить сопротивления при отделении снимаемых слоев.
4. Механическая обработка кишок:
А ) с внешней стороны – пензеловка;
Б) с внутренней стороны – шлямовка.
5. Охлаждение.
6. Сортировка.
7. Вязка и упаковка.
В настоящее время обработка кишок производится, как правило, на поточно-механизированных линиях: ФОК-К; ФОК-С; ФОК-Б и ряде линий других стран, например «Стрид» (Швеция) и т. д.
В состав любой из линий входит, как правило, 4 - 5 машины:
- отжимные вальцы (устанавливаются с целью отжима содержимого кишок);
- шлямодробильная машина (устанавливаются с целью раздробления шляма, т. е. балластных оболочек);
- вторые отжимные вальцы (устанавливаются с целью вытеснения раздробленных оболочек);
- вторая шлямодробильная машина (только для кишок КРС);
- и машина для окончательной обработки кишок.
Во всех этих машинах используются, прежде всего, ВРО в комбинации с ГРО.
По устройству РО кишечные машины подразделяются:
- на вальцовые;
- пластинчатые, вентиляторные;
- и щеточные.
По количеству операции они подразделяются:
- на пооперационные,
- и комбинированные (универсальные).
Вальцовые машины оснащены вальцами, которые могут быть
- либо обрезиненными,
- либо металлическими.
Работают они попарно. Причем у одного гладкого могут быть установлены один, два или три рифленых.

Рис 4.1 а) б) в) Схемы вальцовых пооперационных машин
· Основой вальцов является стальная труба.
· На поверхность трубы наносятся насечки для надевания трубы из гуттаперчи или твердой резины толщиной 5-6 мм.
· На поверхность твердой резины способом вулканизации наносится слой пищевой резины толщиной 8-12 мм.
· Для увеличения коэффициента трения этот слой покрывают грубой тканью (бельтингом или брезентом).
· Для получения рифлей наружный слой резины обрабатывается фрезами на станках или их получают формованием.
· Каждая пара вальцов предназначена для выполнения какой-то конкретной цели.
Возможны пять основных сочетаний вальцов в кишечных машинах:
А) Два гладких обрезиненных вальца.
Они предназначены:
- для отжима содержимого кишок и шляма;
- для равномерной подачи кишок в рабочую часть машины с затягивающим движением;
- для равномерного протягивания кишок через рабочую часть с встречным движением рабочих органов (Рис 1 а).
Б) Два рифленых обрезиненных вальца.
Они предназначены (Рис 4.1 б – последняя пара вальцов):
- для равномерной подачи кишок в рабочую часть машины с затягивающим движением;
- для равномерного протягивания кишок через рабочую часть с встречным движением рабочих органов (рис 4.1)
В) Если первый валец рифленый обрезиненный, а второй – гладкий обрезиненный, то они применяются:
- для отжима содержимого кишок и шляма;
Г) Если рифленый валец металлический, а гладкий – обрезиненный, то они используются:
- для равномерной подачи кишок в рабочую часть машины с затягивающим движением;
- для разбивки (шляма и серозной оболочки);
Д) И последнее сочетание - если рифленый валец обрезиненный, а гладкий - металлический, то они используются:
- для отгонки шляма и серозной оболочки.
5. Описание конструкции универсальной шлямовочной машины ФОК.
Машина предназначена для обработки говяжьих, свиных и бараньих черев. В ней имеется пять валиков –
· два рифленых металлических,
· рифленый резиновый,
·  гладкий металлический
гладкий металлический
· и металлический с лопастями.
Такая комбинация и расположение рабочих органов позволяет осуществлять на этой машине
· пензеловку и шлямовку говяжьих черев
· и обработку свиных и бараньих черев.
Причем при обработке бараньих черев не требуется дополнительно снимать вручную серозную оболочку, что необходимо при обработке бараньих черев на шлямовочной вентиляторной машине.
Универсальная машина очень компактна и несложна в обслуживании, благодаря чему широко применяется на мясокомбинатах. Универсальная машина ФОК состоит из станины 1, на которой укреплена коробка 2 с рабочими валиками. В верхней части коробки расположены два рифленых металлических валика 3 и 4 и прижимной механизм 5 с планкой, прижатой при помощи пружины к валикам.
Внизу коробки расположены
- гладкий металлический валик 8
- за ним рифленый резиновый валик 6,
- и с другой стороны - металлический валик с лопастями 7.
1 - станина, 2 - коробка рабочих валиков; 3, 4 - рифленые металлические валики; 5 - прижимной механизм; 6 - резиновый рифленый валик; 7 - металлический валик; 8 - гладкий металлический валик; 9 - кожух ограждения; 10 - электродвигатель; 11 - трубопровод; 12 - направляющий щиток; 13 - регулирующий вентиль; 14 - загрузочное отверстие.
Рис. 4.1. Универсальная машина ФОК для обработки кишок
Над нижними валиками 6, 7 и 8 имеется щиток 12, под действием которого кишки движутся в нужном направлении.
Все валики приводятся в движение от электродвигамощностью 0,6 кВт через редуктор и систему шестерен, заключенных в кожух 9.
При обработке кишок по трубопроводу 11 непрерывно подается теплая вода температурой 35 °С, количество которой регулируется вентилем 13.
Средний расход воды при работе машины составляет 2 м3/ч.
Универсальная машина работает следующим образом.
· При обработке кишечных оболочек концы их пропускают в отверстие корпуса 14 и далее между валиками 3 и 4 и прижимной планкой механизма 5.
· Затем отодвигают щиток 12 и пропускают кишки между резиновым рифленым валиком 6 и гладким металлическим 8, после чего кишки выходят из машины.
Производительность универсальной машины ФОК в час составляет:
· говяжьих комплектов - 40, свиных - 80 и бараньих -60.
Перед обработкой на универсальной машине кишки рекомендуется предварительно замачивать в воде комнатной температуры около 20 °С,
- что улучшает качество обработки и увеличивает производительность машины.
Машину обслуживает один человек. Универсальную машину ФОК используют преимущественно на небольших и средних предприятиях мясной промышленности.
6. Методика выполнения работы.
1. Определить производительность машины Q (комплектов в час) по формуле:
где a - коэффициент подачи кишок в машину, учитывающий работу транспортных механизмов для подачи кишок, проскальзывание кишок и др.; практически принимается α = 0,4-0,6;
D - диаметр рабочих валиков по обработке кишок, 0,06 м;
п - частота вращения валиков в минуту, об/мин;
b - количество рядов кишок, одновременно обрабатываемых в машине;
b = 4;
l - длина комплекта кишок, м ; в среднем l ≈ 20,0 м.
Если кишки пропускают через машину два или три раза, то производительность её соответственно уменьшается.
Мощность электродвигателя N (кВт) к отжимным вальцам определяется по формуле:
где Мкр - крутящий момент, необходимый для привода в действие вальцов, Нм;
w - угловая скорость вращения вальцов, с-1;
hа - коэффициент запаса мощности (hа = 1,2-1,3);
hобщ - общий КПД машины, учитывающий все потери мощности в передаче от электродвигателя до рабочих валиков.
Крутящий момент, необходимый для привода в действие рабочих валиков определяют их уравнения:
Мкр=
где Р - усилие, определяемое как сумма сопротивлений отжима от содержимого и выталкивания оболочки из вальцов, Н;
Р=Р1+Р2
здесь Р1 - сила, действующая вдоль оси оболочки, необходимая для отжима содержимого:
Р1= ,
,
где d - диаметр оболочки, м;
s - удельное давление, необходимое для вытеснения содержимого из оболочки, Н/м2.
Практически можно принимать s = 40Н/м2;
Р2 - силы, выталкивающая оболочку, которая затягивается плотно прижатыми вальцами, Н;
Р2 =2 f s sin b,
где f - площадь, по которой соприкасаются между собой вальцы, м2;
b - угол действия силы выталкивания оболочки из вальцов по отношению к осевой линии вальцов, практически колеблется в пределах 15-25 °;
P0 - сила, прижимающая валики один к другому, Н;
P0 = 98Н.
D - диаметр вальцов, м;
S - длина вальцов, 0,6 м.
7. Контрольные вопросы
1. Для чего предназначена универсальная шлямовочная машина ФОК?
2. Преимущества универсальной шлямовочной машины ФОК.
3. Устройство универсальной шлямовочной машины ФОК.
4. Принцип действия универсальной шлямовочной машины ФОК.
5. От каких параметров зависит производительность универсальной шлямовочной машины ФОК?
6. Что учитывает коэффициент a ?
7. От каких параметров зависит мощность электродвигателя универсальной шлямовочной машины ФОК?
8. Что такое «коэффициент запаса мощности»?
9. По какой формуле определяется крутящий момент, необходимый для привода в действие рабочих валиков?
Лабораторная работа № 5
1. Тема лабораторной работы: Изучение оборудования для производства сливочного масла.
2. Цель работы: Изучить технологическое оборудование для производства сливочного масла.
3. Теоретическое обоснование работы:
Основными машинами в технологических линиях выработки масла являются маслоизготовители и маслообразователи.
Маслоизготовители предназначены
· для получения масла методом сбивания сливок нормальной жирности (30-40 %),
Маслообразователи –
· для получения масла из высокожирных сливок (до 80-82 %).
Маслообразователь цилиндрического типа
В маслообразователь поступают сливки в полном соответствии с составом компонентов в масле, однако регулирования состава масла не производится.
В маслообразователях осуществляется изменение структуры высокожирных сливок. Для этого высокожирные сливки интенсивно охлаждаются в первый период и подвергаются механическому воздействию при одновременном более глубоком охлаждении во второй. Таким образом, масло образуется в результате механического и теплового воздействия на высокожирные сливки.
Наибольшее распространение получили маслообразователи цилиндрические (обычно трехцилиндровые) и пластинчатые.
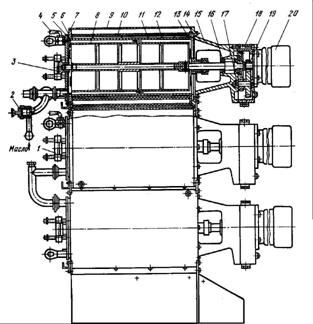
Трехцилиндровый маслообразователь состоит из унифицированных цилиндров одинаковой конструкции. Каждый из цилиндров включает обечайки 10,12, вытеснительный барабан 8, крышку 5, редуктор 15 и рубашку для охлаждения продукта водой. В рубашке проложена и закреплена спираль 11. Задней стенкой цилиндра является торцевой диск редуктора 15, а передней – крышка 5.
Вытеснительный барабан 8 изготовлен из нержавеющей стали с ребрами жесткости. На нем размещены два ножа 21, оснащенные пластинками из пластмассы. Ножи свободно поворачиваются над плоскостями вытеснительного барабана. При вращении барабана ножи под действием центробежной силы отбрасываются и прижимаются лезвием к внутренней поверхности цилиндра.
Для удаления воздуха и контроля за наполнением цилиндра сливками в верхней части крышек расположены воздушные краны 4, которые открывают при пуске маслообразователя. В нижней части крышки верхнего цилиндра размещен кран 2 для выпуска продукта и термометр сопротивления для контроля за температурой выходящего масла. От электродвигамаслообразователь приводится в движение через редуктор 15.
Высокожирные сливки температурой 80-90 0С подаются в нижний цилиндр маслообразователя, а рассол и ледяная вода – в охлаждающую рубашку. При вращении вытеснительного барабана слой сливок срезается ножами и перемешивается.
В нижнем цилиндре высокожирные сливки, охлаждаясь до температуры кристаллизации глицеридов (22-230С), сохраняют свойства эмульсии. Температура рассола в нижнем цилиндре –1 ¸ -3 0С,.
В среднем цилиндре начинается процесс структурообразования:
- молочный жир из жидкого состояния переходит в вязкопластичное
- и отвердевает в течение 5-20 сек.
Продукт в среднем цилиндре охлаждается до 11-13 0С. Температура рассола в среднем цилиндре -3 ¸ -5 0С
В третьем, верхнем цилиндре вследствие механического воздействия в течение 150-250 сек., продукт приобретает мелкокристаллическую структуру и пластическую консистенцию.
 Температура продукта в верхнем цилиндре вследствие охлаждения водой при температуре 7-9 0С даже повышается на 1-2 0С. Выделение тепла при механическом воздействии превышает отвод через стенку цилиндра к охлаждающей воде.
Температура продукта в верхнем цилиндре вследствие охлаждения водой при температуре 7-9 0С даже повышается на 1-2 0С. Выделение тепла при механическом воздействии превышает отвод через стенку цилиндра к охлаждающей воде.
Масло, перемещаясь к выпускному патрубку установленному на верхнем цилиндре, выходит из него. Продолжительность нахождения продукта в маслообразовамин. Температура масла на выходе из верхнего цилиндра не должна превышать 10-120С. В случае затвердевания масла (при перерыве в работе) для обогрева цилиндра в рубашку подаются пар или горячая вода.
Оптимальным углом установки ножей является угол 350, а кольцевой зазор при производительности 450, 650 и 850 кг/ч соответственно 15, 22 и 29 мм.
1-кронштейн; 2-кран выпускной; 3-втулка направляющая; 4-кран воздушный; 5-крышка; 6-кольцо уплотнительное; 7-фланец цилиндра передний; 8-вытеснительный барабан; 9-обшивка цилиндра; 10-обечайка цилиндра наружная; 11-спи-раль; 12- обечайка цилиндра внутренняя; 13-фла-нец цилиндра задний; 14-кольцо уплотнительное; 15-редуктор; 16,17-подшипники; 18,19-шестерни;20-электродви-гатель; 21-ножи; 22-станина
Рис. 5.1 Маслообразователь цилиндрического типа
Маслоизготовитель непрерывного действия
Современные маслоизготовители непрерывного действия работают по одной из следующих технологических схем:
сбивание сливок – обработка масляного зерна (2 этапа);
сбивание сливок – постановка зерна – обработка (3 этапа).
Сбивание сливок осуществляется в условиях энергичного перемешивания. Обработка масляного зерна заключается в его отпрессовывании в шнековых устройствах. Обычно шнеки имеют 2 винта. Постановка зерна в маслоизготовителях, работающих по трехступенчатой схеме, производится при замедленном вращении уже сбитых сливок.
Маслоизготовители непрерывного действия состоят из последовательно размещенных устройств для сбивания сливок в масляное зерно (сбиватели) и обрабатывающих устройств для превращения масляного зерна в пласт заданной структуры (текстураторы).
Сбиватели изготовляют с цилиндром для сбивания, в котором полностью завершается образование масляного зерна, а также с цилиндром для сбивания и разделительным цилиндром, в котором завершается сбивание и осуществляется отделение масляного зерна от пахты.
В текстураторе обработка вначале масляного зерна, а затем пласта масла заключается в отпресовывании влаги: удаление избытка, а иногда и вработка недостающего количества воды и ее диспергирование. Текстураторы имеют шнеки с винтами. Как правило, текстураторы состоят из двух камер, в которых шнеки вращаются с одинаковой или различной частотой вращения. При необходимости в текстураторе проводится промывка масла, посолка и вакуумирование.
Текстураторы независимо от сбивателя (с цилиндром для сбивания, либо с цилиндром для сбивания и разделительным цилиндром) бывают с одной шнековой камерой и с двумя камерами, размещенными последовательно или параллельно. Каждая из этих камер может быть одно-,двух - и трехступенчатой.
Горизонтальный сбиватель 5 маслоизготовителя представляет собой горизонтально расположенный цилиндр, в котором установлено четырехлопастное било ( об/мин). Цилиндр и лопасти изготовлены из нержавеющей стали. Ширина лопастей била 15 мм. Зазор между краями лопастей и стенкой цилиндра 2-2,5 мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
