

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ЛАБОРАТОРНЫМ РАБОТАМ
по дисциплине “Оборудование производства продовольственных продуктов“
для студентов специальности 050727 «Технология продовольственных продуктов»
Методические указания разработаны на основании Государственного общеобразовательного стандарта образования Республики Казахстан 3.08.«Образование высшее профессиональное. Бакалавриат. 050727 – «Технология продовольственных продуктов»
СОДЕРЖАНИЕ
| ВВЕДЕНИЕ………………………………………………………………………………… |
|
| Лабораторная работа № 1 ………………………………………………………………… |
|
| Лабораторная работа № 2 ………………………………………………………………… |
|
| Лабораторная работа № 3…………………………………………………………………. |
|
| Лабораторная работа № 4…………………………………………………………………. |
|
| Лабораторная работа № 5…………………………………………………………………. |
|
| Лабораторная работа № 6…………………………………………………………………. |
|
| Лабораторная работа № 7…………………………………………………………………. |
|
| Лабораторная работа № 8…………………………………………………………………. |
|
| СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ.……………………………………….. |
|
ВВЕДЕНИЕ
Задачи дисциплины следующие: изучение основ машин и агрегатов пищевой промышленности и освоение методов расчета таких их основных параметров, как производительность и др.; изучение принципиальных схем основных типов технологического оборудования и принятых систем его классификации; изучение устройства, особенностей эксплуатации технологического оборудования, усвоение основных показателей технических характеристик типового отечественного оборудования; анализ путей создания конструкций современного оборудования и перспективные направления его совершенствования; получение навыков выполнения замеров основных рабочих параметров технологического оборудования и проведения экспериментальных исследований работы машин и аппаратов.
Лабораторная работа № 1
Тема лабораторной работы: Транспортирующие машины непрерывного действия
Цель работы: Изучение устройства, конструкций и принципа работы напольного транспорта.
Теоретическое обоснование работы:
Напольный транспорт связывает цехи, отдельные рабочие места, а также машины, расположенные по горизонтали, по наклонной плоскости или по вертикали. В первом случае применяются транспортеры ленточные, пластинчатые, лотковые, прутковые, шнековые и других видов, во втором случае - склизы, роликовые, скребковые транспортеры; в третьем случае - спуски, ковшовые нории и пр.
Конвейеры применяются для транспортирования механическим путем насыпных и штучных грузов. Наибольшее распространение получили ленточные, цепные и скребковые конвейеры, ковшовые элеваторы, роликовые, винтовые и вибрационные конвейеры.
В пневматических устройствах, применяющихся, главным образом, для транспортирования цемента на складах, материал перемещается по системе трубопроводов под действием движущегося с большой скоростью воздуха.
В гравитационных установках перемещение груза осуществляется только под действием собственного веса по лоткам или трубам.
Ленточные конвейеры
Ленточные конвейеры широко применяются для перемещения в горизонтальном и наклонном направлениях однорядных сыпучих, пластичных материалов и мелкоштучных грузов. Достоинствами этих конвейеров являются простота конструкции, малый собственный вес, высокая надежность работы и удобство эксплуатации.
По конструкции ленточные конвейеры разделяются на стационарные, передвижные и переносные - звеньевые.
Основной рабочей частью ленточных транспортеров является лента (прорезиненная, хлопчатобумажная, стальная, сплошная или сетчатая), несущая продукцию, помещаемую либо непосредственно на ленту или на лотках, противнях, подкладках, в таре и т. д.
Хлопчатобумажную ленту используют в коротких транспортерах, когда соприкосновение продукции с прорезиненной лентой по технологическим условиям недопустимо.
Сетчатые ленты удобны в тех случаях, когда при технологической обработке, мойке, стерилизации и т. п. контакт продукции с несущей лентой должен быть минимальным.
Загрузочные и разгрузочные устройства. Конструкция загрузочных устройств зависит от транспортируемых материалов и способа их загрузки. Штучные грузы укладывают непосредственно на конвейер или загружают при помощи направляющих спусков, сыпучие грузы - при помощи загрузочной воронки и направляющего лотка.
Разгрузка ленты может быть осуществлена как в конце конвейера, так и в любом месте по его длине. При плоской ленте и штучных грузах применяют плужковый сбрасыватель, при желобчатой ленте и сыпучих грузах - барабанный разгрузчик. Барабанный разгрузчик может перемещаться вдоль конвейера с помощью механического привода, получающего движение от ленты.
Материал сбрасывается с барабана в направляющий кожух, Форма кожуха должна соответствовать траектории струи материала, иначе струя сильно ударит о его внутреннюю поверхность.
Очистительные и предохранительные приспособления. Для очистки наружной поверхности ленты от прилипших к ней частиц при сухом материале применяется резиновый скребок, зажатый между металлическими планками, при влажных и липких материалах - вращающаяся резиновая щетка, приводимая в движение от приводного барабана с помощью специального редуктора.
Цепные конвейеры
Цепные конвейеры (пластинчатые, лотковые, скребковые, грузоведущие и подвесные).
Пластинчатые конвейеры. По общей схеме пластинчатые конвейеры напоминают ленточные, но конструктивно сложнее и дороже. Поэтому их применяют в тех случаях, когда ленточные конвейеры не соответствуют условиям работы - при малых радиусах изгиба и больших углах наклона. Часто пластинчатый конвейер применяют в качестве питателя, т. е. для равномерной загрузки других машин.
В пластинчатых конвейерах, как правило, применяют две пластинчатые втулочнокатковые цепи или реже втулочнороликовые.
С целью уменьшения габаритов конвейера для привода тяговых цепей применяют звездочки с малым числом зубьев (6-8).
Настилы для штучных грузов изготовляются без бортов, для сыпучих материалов - с неподвижными бортами, укрепленными непосредственно на раме транспортера (в месте загрузки штучных и крупнокусковых грузов) и с подвижными бортами, укрепленными на пластинах настила.
Пластинчатые конвейеры с подвижными бортами называются лотковыми.
Ковшовые элеваторы
Ковшовые элеваторы используют для перемещения сыпучих и кусковых материалов в вертикальном или близком к вертикальному направлениях. К достоинствам этих конвейеров относятся малые габариты поперечного сечения, возможность подачи груза на значительную высоту (до 30-50 м) и большой диапазон производительности (5-140 м3/ч и выше). Недостатком их является чувствительность к перегрузке и необходимость равномерной подачи груза.
Надежность работы элеватора в значительной степени зависит от выбранного способа загрузки, разгрузки и формы ковшей. Пылевидные и мелкокусковые материалы забираются непосредственно ковшами из башмака, а крупнокусковые, особенно остроугольной формы, подаются непосредственно в движущийся ковш, а не в башмак, так как вследствие больших сопротивлений при зачерпывании груза возможен отрыв ковша и даже тягового органа. Такая загрузка возможна только при непрерывном сомкнутом расположении ковшей, благодаря чему материал не рассыпается, и при пониженных скоростях их движения (не более 1 м/сек), так как при увеличении скорости ковши плохо заполняются и отбрасывают материал.
Роликовые конвейеры
Основной частью роликовых конвейеров (рольгангов) являются ролики, чаще всего из стальных труб, монтируемых на раме в подшипниках качения. По роликам перемещаются штучные грузы. Например, железобетонные изделия. По способу действия роликовые конвейеры разделяются на неприводные и приводные. На первых грузы перемещаются обычно под действием составляющей силы тяжести, так как ролики устанавливаются с небольшим наклоном, а на вторых ролики приводятся во вращение от двигателя и трением сообщают движение катящимся по ним грузам.
Винтовые конвейеры
Винтовые конвейеры применяют для транспортирования пылевидных и зернистых материалов, а также в качестве питателей.
К достоинствам винтовых конвейеров относятся простота конструкции и несложность ухода, небольшие габаритные размеры в поперечном сечении, удобство промежуточной разгрузки и возможность полной герметизации, что особенно важно для пылящих грузов. Однако значительное трение материала о винт и желоб приводит к сильному износу конвейера, а также к измельчению транспортируемого материала и высокому удельному расходу энергии. Поэтому винтовые конвейеры применяются в тех случаях, когда производительность не превышает 100 м3[ч, а расстояние, на которое транспортируется груз, - 30-40 м.
Вибрационные конвейеры
Вибрационные конвейеры в отличие от конвейеров с тяговом органом имеют электромагнитный вибратор или механический привод. При механическом приводе колебательные движения трубе сообщаются при помощи кривошипа или эксцентрика. Распространение получила система с двумя эксцентриками, вращающимися в противоположные стороны.
Гравитационные устройства
Из гравитационных установок наиболее широкое применение находят спускные лотки и спускные трубы. Первые предназначаются для транспортирования любых материалов, кроме абразивных, вторые для пылящих материалов. При поворотной спускной трубе материал распределяется по окружности, а при поворотной составной из двух труб с шарниром подается в любую точку кольцевой поверхности.
Угол наклона спускных лотков должен обеспечивать движение груза вниз с определенной, заранее известной скоростью. Если угол будет малым, материал начнет застревать в лотке, а при слишком большом угле - перемещаться с чрезмерной скоростью, что может привести к его порче. Лотки изготовляются в виде наклонных желобов прямоугольной или закругленной формы.
Бункера, затворы и питатели
Для промежуточного накапливания насыпных материалов применяются сооружения в виде больших сосудов - бункеров. Наиболее распространены бункера пирамидальной и конической формы и сочетания призмы с пирамидой и цилиндра с конусом.
При истечении насыпного материала, как правило, на его свободной поверхности образуется воронка. Чем шире отверстие этой воронки, тем больше скорость истечения. Это объясняется тем, что столб движущихся частиц материала испытывает сопротивление неподвижных частиц; чем больше периметр отверстия по отношению к площади, тем меньше сила сопротивления, отнесенная к массе вытекающего материала.
Пневматический транспорт
Оборудование для пневматического транспорта. Пневматическое транспортирование основано на сообщении сыпучим материалам большой скорости движущимся потоком воздуха.
Пневмотранспортные устройства обладают рядом достоинств: герметизация, что особенно важно при перемещении пылящих материалов; компактность и удобство применения благодаря изгибам трубопровода; полная механизация загрузки и разгрузки, автоматизация процесса транспортирования.
Недостатками пневмотранспортных устройств являются сравнительно высокий расход энергии (1-4 квт×ч на 1 т перемещаемого материала), так как, помимо материала, транспортируется и большое количество воздуха, а также быстрый износ частей в случае транспортирования абразивных материалов.
Различают три системы пневматического транспортирования - всасывающую, нагнетательную и смешанную. При всасывающей системе материал подается в транспортный трубопровод и перемещается по нему за счет разрежения воздуха. При нагнетательной системе перемещение материала происходит вследствие нагнетания воздуха в трубопровод. Смешанная система (всасывающе-нагнетательная) имеет отдельные участки с разреженным и сжатым воздухом.
Оборудование пневматического транспорта состоит из загрузочных устройств, переключателей, разгрузочных устройств (иногда с пылеуловителями), компрессоров или воздушных насосов.
Загрузочными устройствами при всасывающих пневматических установках являются сопла, а при нагнетательных - винтовые и камерные питатели, а также шлюзовые затворы.
4. Пример расчета ленточного конвейера
У конвейера, схема которого представлена на рис. 1, ширина ленты В = 1,0 м; погонная сила веса qл = 18,7 кГ/м, сила веса вращающейся части роликов рабочей ветви Gp = 33 кГ, а холостой - G = 17 кГ; расстояние между роликами на рабочей ветви lр = 1,2 м, а на холостой - lх = 2,4 м.
Производительность конвейера П = 350 т/ч; скорость движенияо ленты v = 1,5 м/сек, длина транспортирования L = 243 м; угол подъема b = 10°. Привод двухбарабанный с a = 450° при m = 0,2 соответственно еma = 4,84 Общее сопротивление движению w = 0,03.
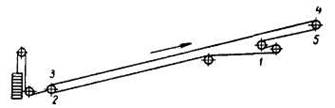
Рис. 1. Схема ленточного конвейера
Определяем погонную силу веса вращающейся части роликов на холостой и рабочей ветвях:
qр = Gр/ lр = 33/1,2 = 27,5 кГ/м;
qх = Gх/ lх = 17/2,4 = 7,1 кГ/м.
Погонная нагрузка материала на ленте
q = П/3,6 v = 350/3,6×1,5 = 65 кГ/м.
Натяжения тягового органа в точках 1, 2, 3, 4 и 5 обозначаем соответственно S1, S2, S3, S4 и 55, а сопротивления на участках 1—2; 2—3; 3—4 и 4—5 .обозначаем Wl-2, W2-3, W3-4, W4-5,
Определяем сопротивление холостой ветви конвейера
Wl-2 = qл×L×w×cosb + qх×L×w - qл×L×sinb =
= 18,7×243×0,03×cos10° + 7,l×243×0,03 - 18,7×243×sin10° = - 610 кГ.
Сопротивление груженой ветви конвейера
W3-4 = (q + qл)×L×w×cosb + qр×L×w + (q + qл)××L×sinb =
W3-4 = (65+18,7)243×0,03×cos10° + 27,5×243×0,03 + (65+18,7)×243×sin10° = 4320 кГ.
Сопротивление на головном и хвостовом барабанах принимаем 5% от натяжения избегающей ветви
W2-3 = 0,05S2; W3-4 = 0,05S4.
Решение сводим в таблицу 1.
Таблица 1. - Данные для проверки натяжения ленты
№ | Буквенное выражение | Выражение через величину S1 | Ч-е знач. |
1 | S1 | S1 | 1030 |
2 | S2 = S1+ W1-2 | S2 = S1 – 610 | 420 |
3 | S3 = S2+ W2-3 = 1,05S2 | S3 = 1,05(S1 – 610) = 1,05S1 - 640 | 440 |
4 | S4 = S3+ W3-4 | S4 = 1,05S1 – 640 + 4320 = 1,05S1 + 3680 | 4760 |
5 | S5 = S4+ W4-5 = 1,05S4 | S5 = 1,05×(1,05S1 + 3680) = 1,1S1 + 3860 | 4990 |
Находим S5 = l,l S1 + 3860;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
