

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1,06
1,05
1,04
1,03
1,02
![]() 1,01
1,01
0 1,0 1,2 1,3 1,4 1,5 1,6 1,7 1,8 h / b
Рисунок 1.5 – График зависимости устойчивости полосы при прокатке на гладкой бочке в зависимости h / b и ε
Содержание отчета:
1) описать технологию изготовления блюмов; последовательность операций; характерные параметры.
2) зарисовать эскизы: блюмов, моделей слитков, боковых граней, перекосов сечений и др.
Контрольные вопросы
1 Что входит в основную задачу технологического процесса прокатного производства?
2 Что представляет собой технологическая схема производства проката?
3 Что такое полупродукт прокатного производства?
4 Какие Вы знаете технологические схемы производства полупродукта и готового проката?
5 Какие технологические схемы производства проката можно организовать применением процессов непрерывнолитых заготовок?
6 Что такое калибровка валков, калибр и гладкая бочка валков?
7 Что такое максимальное обжатие и его влияние при прокатке?
8 Что такое угол захвата валков и его влияние при прокатке?
9 При каких условиях проводят кантовку полосы?
10 Как находят уширение и вытяжку прокатываемой полосы?
11 Что такое устойчивость полосы и каким показателем характеризуется?
Лабораторная работа № 2. Изучение методик калибровки валков для прокатки простых сортовых профилей
2.1 Цель работы
Ознакомиться с системами калибров для получения круглого и квадратного профиля, освоение методик расчетов основных параметров калибровки.
2.2 Основные теоретические сведения
Калибровка представляет собой порядок прокатки последовательного ряда переходных сечений прокатываемых профилей. Расчеты калибровки осуществляют по двум схемам: по ходу прокатки (от заготовки до конечного профиля) и против хода прокатки (от конечного профиля к заготовке). По обеим схемам для расчета и распределения коэффициентов деформации по пропускам необходимо знать размеры исходной заготовки.
Прокатка сортовых профилей начинается в вытяжных калибрах, т. е. попарно связанных между собой калибрах, предназначенных для вытяжки металла. Применяют разные схемы обжимных и вытяжных калибров, например, ящичные, ромб—квадрат, ромб-ромб, овал—квадрат и т. д. (рисунок 2.1).
Из всех обжимных (вытяжных) калибров наиболее распространенной является схема ящичных калибров. Часто встречается схема гладкая бочка — ящичный калибр.
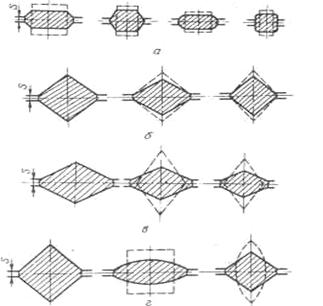 |
а) – ящичные; б) – ромб – квадрат; в) – ромб – ромб; г) – овал – квадрат
Рисунок 2.1 – Схемы вытяжных калибров
При прокатке средне - и мелкосортной стали широко используют схему калибров ромб-квадрат. Схему геометрически подобных калибров ромб–ромб, при которой после каждого пропуска раскат кантуют на 90°, применяют довольно редко. Прокатка по этой схеме менее устойчива, чем в схеме ромб–квадрат. Ее, главным образом, используют для прокатки качественных сталей, когда производятся небольшие обжатия по условиям пластической деформации с вытяжкой до 1,3.
Вытяжная схема калибров овал–квадрат является одной из наиболее распространенных и применяемых на средне-, мелкосортных и проволочных станах. Ее преимуществом перед другими схемами является систематическое обновление углов раската, что способствует получению одинаковой температуры по его сечению. Раскат ведет себя устойчиво при прокатке в овальном и квадратном калибрах. Система характеризуется большими вытяжками, но их распределение в каждой паре калибров всегда неравномерно. В овальном калибре вытяжка больше, чем в квадратном. Большие вытяжки дают возможность уменьшить количество проходов, т. е. повысить экономическую эффективность процесса.
Рассмотрим калибровку валков для некоторых простых и фасонных профилей массового производства, например, прокаткой получают круглые профили диаметром от 5 до 250 мм и больше.
Прокатка круглых профилей выполняется по различным схемам в зависимости от диаметра профиля, типа стана, прокатываемого металла. Общим для всех схем прокатки является наличие предчистового овального калибра. Перед задачей полосы в чистовой калибр ее кантуют на 90°.
Обычно форма предчистового калибра – правильный овал с отношением длин осей 1,4÷1,8. Форма чистового калибра зависит от диаметра прокатываемого круга. При прокатке круга диаметром до 30 мм образующая чистового калибра представляет правильную окружность, при прокатке круга большего диаметра горизонтальный размер калибра берут на 1-2 % больше вертикального, так как их температурная усадка неодинакова. Коэффициент вытяжки в чистовом калибре принимают равным 1,075÷1,20. Круглые профили прокатывают только в проводках за один проход в последнем – чистовом калибре.
Широко распространена так называемая универсальная схема прокатки круглой полосы по системе квадрат–ступенька–ребро–овал–круг (рисунок 2.2). При прокатке по данной схеме можно в широких пределах регулировать размеры полосы, выходящей из ребрового калибра. В одних и тех же валках можно прокатывать круглые профили нескольких размеров, меняя только чистовой калибр. Кроме того, применение универсальной схемы прокатки обеспечивает хорошее удаление окалины с полосы.

1 – квадрат; 2- ступенька; 3 – ребро; 4 – овал; 5 – круг
Рисунок 2.2 – Схема прокатки профилей круглого сечения
При прокатке круглого профиля сравнительно небольших размеров часто применяют схему калибров квадрат–овал–круг. Сторона предчистового квадрата, существенно влияющего на получение хорошего круглого профиля, принимается для профилей небольших размеров равной диаметру d, а для профилей средних и крупных размеров 1,1 d.
При расчете калибровки валков непрерывных станов особенно важно определить катающие диаметры. Это позволяет вести процесс прокатки без образования петли или чрезмерного натяжения полосы между клетями.
В прямоугольных калибрах катающий диаметр принимают равным диаметру валков по дну калибра. В ромбических и квадратных – переменный: максимальный у разъема калибра и минимальный в вершине калибра. Окружные скорости различных точек этих калибров неодинаковы. Полоса выходит из калибра с некоторой средней скоростью, которая соответствует катающему диаметру, приближенно определяемому по средней приведенной высоте калибра
 (8)
(8)
В этом случае катающий диаметр
 (9)
(9)
Где D – расстояние между осями валков при прокатке.
Наиболее прост расчет калибровки для станов с индивидуальным приводом валков. В этом случае определяют общий коэффициент вытяжки
![]() , (10)
, (10)
где Fo ~ площадь поперечного сечения исходной заготовки;
Fn – площадь поперечного сечения прокатанного профиля.
Затем с учетом соотношения ![]() распределяют вытяжку по клетям. Определив, катающий диаметр валков чистовой клети и приняв необходимую частоту вращения валков этой клети, вычисляют константу калибровки:
распределяют вытяжку по клетям. Определив, катающий диаметр валков чистовой клети и приняв необходимую частоту вращения валков этой клети, вычисляют константу калибровки:
 (11)
(11)
где F1...Fn – площади поперечного сечения полосы в клетях
1, ..., n; v1,...vn – скорости прокатки в этих клетях.
Катающий диаметр валков при прокатке в ящичном калибре
 (12)
(12)
где k — высота калибра.
При прокатке в квадратных калибрах
 (13)
(13)
где h — сторона квадрата.
После этого по вытяжкам определяют размеры промежуточных квадратов, а потом промежуточных прямоугольников. Зная константу калибровки С, определяют частоту вращения валков в каждой клети
n = С / FD1 (14)
Квадратные профили прокатываются со стороной от 5 до 250 мм. Профиль может иметь острые или закругленные углы. Обычно квадратный профиль со стороной до 100 мм получают с незакругленными углами, а со стороной свыше 100 мм - с закругленными углами (радиус закругления не превышает 0,15 стороны квадрата). Наиболее распространена система прокатки квадрат-ромб-квадрат (Рисунок 2.3). По этой схеме прокатка, в каждом последующем калибре ведется с кантовкой на 90°. После кантовки раската, вышедшего из ромбического калибра, большая его диагональ будет вертикальной, поэтому полоса будет стремиться опрокинуться.

Рисунок 2.3 – Схема прокатки полосы квадратного сечения.
При построении чистового квадратного калибра размеры его определяют с учетом минусового допуска и усадки при охлаждении. Если обозначить сторону чистового профиля в холодном состоянии а1, а минусовой допуск — ∆а и принять коэффициент температурного расширения равным 1,012÷1,015, то сторона чистового квадратного калибра
 (15)
(15)
где а – стороны квадратного профиля в горячем состоянии.
При прокатке крупных квадратных профилей температура углов заготовки всегда ниже температуры граней, поэтому углы квадрата получаются не прямыми. Чтобы устранить это, углы при вершине квадратного калибра делают большими 90° (обычно 90°30'). При таком угле высота (вертикальная диагональ) чистового калибра h = 1,41а, а ширина (горизонтальная диагональ) b = 1,42а. Запас на уширение для квадратов со стороной до 20 мм принимается равным 1,5÷2 мм, а для квадратов со стороной более 20 мм 2 ÷ 4 мм. Вытяжка в чистовом квадратном калибре принимается равной 1,1÷1,15.
При производстве квадратного профиля с острыми углами существенно важна форма предчистового ромбического калибра, особенно при прокатке квадратов со стороной до 30 мм. Обычная форма ромбов не обеспечивает получение квадратов с углами правильной формы по линии разъема валков. Для устранения этого недостатка применяют предчистовые ромбические калибры, вершина которых имеет прямой угол. Расчет калибровки квадратного профиля начинают с чистового калибра, а затем определяют размеры промежуточных вытяжных калибров.
2.3 Методики расчетов параметров калибровки простых профилей
2.3.1 Прокатка круглого профиля с диаметром d = 16 мм
В расчетах ориентироваться на данные рисунка 2.4 (раздела 2.4).
1 Определить площадь чистового профиля
qкр1 = πd2 / 4, мм2 (16)
2 Выбрать коэффициент вытяжки в чистовом калибре µкр и общий коэффициент вытяжки в круглом и овальном калибрах µкр ов в пределах µкр = 1,08 ÷ 1,11, µкр ов = 1,27 ÷ 1,30.
3 Определить площадь предчистового овала
qов2 = qкр1· µкр, мм2 (17)
4 Ориентировочно принять уширение овальной полосы в круглом калибре ∆b1 ~ (1,0 ÷ 1,2).
5 Размеры предчистового овала h2 = d - ∆b1, мм
b2 = 3q2/(2h2 +s2);
где глубина вреза в валках (Рисунок 2,4) составляет hвр2 = 6,2 мм. Следовательно, зазор между валками должен быть равен s2 = h2 – 2 · 6,2 , мм.
 6 Определить площадь предчистового квадрата ( 3 – ий калибр)
6 Определить площадь предчистового квадрата ( 3 – ий калибр)
q3 = qкр · µкр ов, мм2 отсюда сторона квадрата с3 = √1,03 · q3 , мм,
а высота калибра h3 = 1,41 с3 – 0,82 r, мм (r = 2.5 мм), далее по Рисунку 2.4 определяем глубину вреза 3 – го калибра в валки hвр3 = 9,35 мм, следовательно, зазор в 3 – ем калибре s3 = h3 – 2 · hвр3 , мм.
7 Рассчитать уширение в предчистовом овале по формуле
 |
∆b2 = 0,4 √ (с3 – hов ср )Rкс · (с3 – hов ср ) / с3 , мм/ (18)
где hов ср = q2 / b2 ; Rкс = 0,5 (D – hов ср) ; D – диаметр стана (100÷150 мм ).
Проверить заполнение предчистового овального калибра. В случае переполнения следует принять меньший коэффициент вытяжки и уменьшит размер предчистового квадрата.
8 Проверить общую вытяжку между заготовкой со стороной С0 и квадратом с3 и распределить ее между овальным и квадратным калибрами:
µ = µ4 ов · µ3 кв = С02 / с32 (19)
Эту общую вытяжку распределяем между овальным и квадратным калибрами таким образом, чтобы вытяжка в овальном калибре была больше, чем в квадратном:
 |
µ4 = 1 + 1,5 (µ3 – 1); µ3 = (0,5 + √0,25 + 6µ ) / 3 (20)
9 Определяем площадь овала
q4 = q3 · µ3 , мм2 (21)
Высоту овала h4 определяем с таким расчетом, чтобы при прокатке его в квадратном калибре было место на уширение тогда:
h4 = 1,41 с3 – s3 – ∆b3 , мм (22)
Величину уширения ∆b3 можно определить по графикам, приведенным в учебном пособии , , «Калибровка прокатных валков», 1971 г.
Диаметр лабораторного стана мал, поэтому следует уменьшать уширение, пользуясь экстраполяцией.
B4 = 3 q4 / (2h4 – s4), мм (23)
где s4 = h4 – 2hвр 4 , мм; hвр 4 = 7,05 мм.
10 Определяем уширение в 4 – ом овальном калибре (как в пп7)
 ∆b4 = 0,4 √ (С0 – h4 ов ср )Rкс · (С0 – h4 ов ср ) / С0 , мм (24)
∆b4 = 0,4 √ (С0 – h4 ов ср )Rкс · (С0 – h4 ов ср ) / С0 , мм (24)
Проверяем заполнение 4 – го овального калибра. Результаты сводим в таблицу 2.1, где выясняется, что 4 – ый овальный калибр необходим для 1 – го прохода квадратной заготовки со стороной С0, т. е. выше мы начали расчет с последнего 4 – го прохода (конечного или требуемого сечения профиля), осуществляемого в 1 – ом калибре валков.
2.3.2 Прокатка квадратного профиля со стороной с = 14 мм
В расчетах также ориентируемся на данные рисунка 2.4 (раздела 2.4).
1 Определить площадь чистового (конечного) профиля
q1 = с12 , мм2 (25)
2 Выбрать коэффициент вытяжки в чистовом квадратном калибре и общий коэффициент вытяжки в квадратном и предчистовом ромбическом калибрах, т. е. µкв = 1,08 ÷ 1,11; µкв · µр = 1,25 ÷ 1,27.
3 Определить площадь предчистового ромба
q2 = q1 · µкв , мм2 (26)
4 Ориентировочно принять уширение ромбической полосы в квадратном калибре равной ∆b1 = 1,0 ÷ 1,5
5 Определить размеры предчистового ромба
h2 = 1,41с – ∆b1 , мм b2 = 2 q2 / h2 , мм. (27)
Глубина вреза в валках для этого калибра по рисунку 2.1 hвр2 = 7,8 мм, следовательно, зазор s2 = h2 – 2 hвр2 , мм.
 6 Определяем площадь предчистового квадрата
6 Определяем площадь предчистового квадрата
h3 = qкв · µкв р, мм2 откуда сторона квадрата с3 = √1,03 · q3
далее расчет ведется как в разделе А., а результаты в таблицу 2.2.
2.4 Необходимое оборудование, инструменты и материалы
Работа проводится на лабораторном стане, имеющий калибровку валков как, например, приведенные на рисунке 2.4. В качестве заготовок, как для круглого, так и для квадратного прокатываемого профиля применяют заготовки с квадратным сечением. В принципе данная лабораторная работа расчетного характера и заканчивается заполнением таблиц 2.1 и 2.2.
Рисунок 2.4 – Калибровка валков для круглого и квадратного профиля
Таблица 2.1 – Калибровка круглого профиля ø 16 мм
№ прохода | № калибра |
Форма калибра | Размеры калибра, мм | Размеры полосы, мм | ||||||||||
hвр | b | s | h | b | с (d) | |||||||||
0 | Квадратная заготовка | |||||||||||||
1 | 4 | Овал | 7,05 | 35,3 | 2,5 | 16,6 | 31,3 | ? | ||||||
2 | 3 | Квадрат | 9,35 | 23,2 | 2,5 | 21,2 | 21,2 | 16,4 | ||||||
3 | 2 | Овал-(ромб) | 6,2 | 21,0 | 2,5 | 14,9 | 19,1 | ? | ||||||
4 | 1 | Круг-(квадр) | 6,75 | 16,0 | 2,5 | 16 | 1,1 | 16,0 | ||||||
Продолжение таблицы 2.1

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
