
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Контроль через антикорозійне наплавлення, якщо вона є, не допускається. Особливо важлива вимога при контролі товстостінних швів - проведення здавального контролю тільки після термообробки. Статистика показує, що в цих швах 20...25% площинних дефектів (з них тріщин 5...7%). У ряді сталей, особливо якщо з'єднання виконані електрошлаковою зваркою, по межі сплаву з'являються дрібні поперечні тріщини. В цьому випадку повинен бути передбачений контроль на ці тріщини.
Найбільш небезпечні дефекти - стягнуті непровари в корені шва і тріщини - орієнтовані переважно у вертикальній площині. Такі дефекти, розташовані в перетині шва, погано виявляються при контролі одним ПЕП. В цьому випадку рекомендується завищувати чутливість. Але найбільш ефективне застосування луно-дзеркального або дельта-метода.
Дльта-метод менш чутливий до азимутної орієнтації дефекту, чим прозвучування одним ПЕП. Ця особливість дельта-метода дозволяє істотно переглянути підхід до розробки засобів і методів автоматизованого контролю зварних з'єднань великої товщини і ширше рекомендувати дельта-метод у виробничому контролі для забезпечення надійного виявлення вертикально орієнтованих площинних дефектів.
З іншого боку, при контролі товстостінних швів, ремонт яких дуже дорогий, важливо не тільки знайти дефект, але і розпізнати його тип.
Одностороннє непроварення характеризується появою одиночного відбитого сигналу з координатами, відповідними розташуванню його по одній з меж ліній сплаву з різною умовною висотою.
Двостороннє непроварення характеризується тим, що на екрані дефектоскопа можуть з'являтися одночасно два сигнали, відповідні віддзеркаленню ультразвуку від його меж по обох кромках зварного шва.
Несплавлення відрізняється від непроварення тим, що поверхня основного металу розплавляється, але не сплавляється з наплавленим металом. Виявлені несплави характеризуються тими ж ознаками, що і непроварення. В деяких випадках несплав можна відрізнити від непроварення, оскільки від нього виникає луно-сигнал значної амплітуди при контролі з боку наплавленого і основного металу, оскільки обидві поверхні несплавлення є нерівними.
4.3.2. Особливості контролю кутових зварних з’єднань з технологічним непроваром
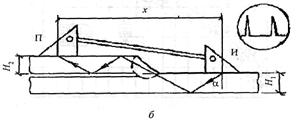
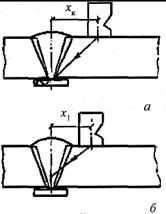
При контролі кутових швів з К-подібним обробленням або без неї, але з повним проплавленням стінки можливе застосування трьох схем (рис. 14).
Рисунок 14 - Контроль двосторонніх кутових зварних швів: а - без дефектів; б - з непроваренням в корені шва
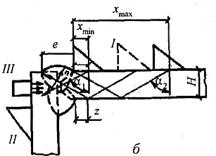

У тих випадках, коли утруднений доступ з боку стінки, тобто неможливий контроль по схемі I, прозвучування виконують по схемах II і III. Контроль по схемі II забезпечує виявлення пір, шлакових включень, несплавів і тріщин, сприятливо орієнтованих до УЗ-променя. Проте контроль по даній схемі ускладнюється необхідністю орієнтування ПЕП щодо з'єднання і появи помилкових луно-сигналів від поверхні протилежного валика шва (рис. 14, а), причому амплітуда помилкового луно-сигналу зазвичай вище за амплітуду сигналу від дефекту. Розділення корисних і помилкових сигналів проводиться за часом проходження УЗ-променя. Виявити непроварення в центрі двостороннього або в корені одностороннього шва при контролі по схемі II практично неможливо, оскільки ультразвуковий пучок випробовує дзеркальне віддзеркалення. Цей небезпечний дефект при доступі контролю тільки із зовнішньої поверхні полиці виявляється по схемі III (рис. 14, б) за допомогою РС-ПЕП і два жорстко сполучених призматичних ПЕП, включених по роздільній схемі. При товщині полиці більш 40мм можна застосовувати прямій ПЕП. У кутових з'єднаннях при доступі тільки з боку вертикального листа непроварення можна виявити при використанні прямого або РС-ПЕП.
Однією з основних умов, що забезпечують найбільш вірогідне виявлення дефектів по перетину шва, є необхідність прозвучування всього перетину шва з рівномірною чутливістю. Виконання відмічених умов забезпечується правильним вибором кута введення УЗ-променя.
Доцільно застосовувати ПЕП з такими кутами ![]() і параметром
і параметром ![]() , при яких забезпечується контроль нижньої частини шва прямим, а верхньою - одноразово відбитим променем. Це вважається за можливе, якщо центральний промінь ПЕП при прихильності його впритул до шва проходить через середину шва або вище за неї (при товщині шва менш 10мм допускається проходження центрального променя нижче за середину перетину шва не більше ніж на 1мм).
, при яких забезпечується контроль нижньої частини шва прямим, а верхньою - одноразово відбитим променем. Це вважається за можливе, якщо центральний промінь ПЕП при прихильності його впритул до шва проходить через середину шва або вище за неї (при товщині шва менш 10мм допускається проходження центрального променя нижче за середину перетину шва не більше ніж на 1мм).
Якщо контроль прямим і одноразово відбитим променем неможливий, то необхідно збільшити кут введення або, в крайньому випадку, проводити контроль одноразово і двократно відбитими променями.
Після знаходження оптимальних кутів введення встановлюються зона переміщення шукачів ![]() і
і ![]() і відповідний їй робоча ділянка на екрані дефектоскопа.
і відповідний їй робоча ділянка на екрані дефектоскопа.
При контролі верхньої і нижньої частин шва кутового з'єднання прямим і одноразово відбитим променями ПЕП переміщають в межах від ![]() до
до ![]() , рівних:
, рівних:  .
.
Для простоти роботи, точнішої і швидшої розшифровки луно-сигналів на екрані дефектоскопа встановлюється робоча ділянка. Його можна встановити по СЗП (рис. 15). Для цього спочатку прямим променем знаходять максимальний ехо-сигнал від нижнього бічного відбивача. А одноразово відбитим променем луно-сигнал від верхнього відбивача і помічають ці положення сигналів на екрані дефектоскопа, після чого строб-імпульс між цими мітками переміщають вліво на половину його величини, а потім задній фронт стробімпульса доводять до мітки, відповідною ехо-сигналу від верхнього бічного відбивача.
Робочу ділянку на екрані дефектоскопа можна встановлювати не тільки по бічних циліндрових свердленнях, але і по кутових відбивачах.
Настройка чутливості дефектоскопа може проводитися по одному з штучних дефектів, наприклад зарубки, або по СЗ № 1.
Рисунок 15 - СЗП для настройки робочої ділянки і чутливості дефектоскопа при контролі двосторонніх кутових швів.
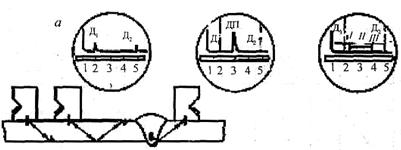
4.3.3. Особливості контролю з'єднань з’єднань внапустку
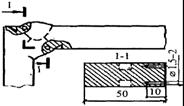
УЗ контроль з'єднань, зварених внапустку, проводиться ПЕП на частоту 2,5...5МГц зазвичай з боку нижнього листа одноразово відбитим променем по суміщеній схемі (рис. 16, а). По такій схемі контролю виявляються тріщини, непровари вертикальної кромки і кореня шва, а також одиночні дефекти по перетину шва.
Кут введення променя вибирається із співвідношень: якщо ![]() , то
, то ![]() = 30°; якщо
= 30°; якщо ![]() , то
, то ![]() = 40°; якщо
= 40°; якщо![]() , то
, то ![]() = 50°.
= 50°.
У разі обмеженої протяжності основного листа контроль слід вести ПЕП з максимально можливим кутом введення, визначуваним по виразу:  .
.
Для забезпечення прозвучування всього перетину шва ПЕП переміщають в межах:  ;
;  .
.
Встановлено, що максимальний розмір увігнутості шва щодо гіпотенузи, що сполучає катети шва, не повинен перевищувати 2мм, а опуклості - 3мм. Робоча ділянка на екрані дефектоскопа, відповідний знайденим межам переміщення, встановлюється по СЗП відповідно до порядку, викладеним вище. Чутливість дефектоскопа настроюється по СЗ №1 або СЗП з штучним дефектом. При контролі з'єднань внапустку найбільш оптимальним відбивачем для настройки чутливості дефектоскопа є так званий прохідний циліндровий відбивач.
Рисунок 16 - Контроль з'єднань внапустку: а - по суміщеній схемі; б - дзеркально-тіньовий метод за відсутності дефекту; в - дзеркально-тіньовий метод за наявності дефекту
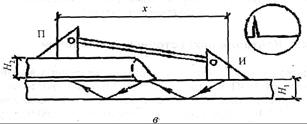
Проте дана схема не гарантує надійне виявлення непроварення і несплаву у нижньої кромки. Це пояснюється тим, що УЗ-промень, потрапляючи на горизонтальний плоский дефект, відбивається під тим же кутом і не повертається на ПЕП. Для кращого виявлення дефектів, що залягають в зоні кромки нижнього поясу, рекомендують додаткові (дублююче) прозвучування з боку верхнього листа прямим променем (схема I) ПЕП з кутом призми 30° на частоту 2,5МГц виробів завтовшки 20мм і більш. При контролі виробів меншої товщини найбільш ефективний контроль одноразово відбитим променем (схема II) ПЕП з кутом призми 50° на частоту 5МГц.
Для конструкцій відповідального призначення доцільніше застосовувати дзеркально-тіньовий метод, що забезпечує упевнене виявлення горизонтальних дефектів. За відсутності дефекту УЗ-коливань проходять від випромінювача через бездефектне місце до приймача і на екрані з'являється імпульс. Якщо в з'єднанні є дефект, то амплітуда луно-сигналу відсутня або незначна. При даній схемі контролю відстань між точками введення ПЕП повинна строго дотримуватися: ![]() , що виконується завдяки закріпленню ПЕП в утримувачі, що дозволяє повертатися їм у вертикальній площині і що забезпечує тим самим їх переміщення на різних рівнях при постійному
, що виконується завдяки закріпленню ПЕП в утримувачі, що дозволяє повертатися їм у вертикальній площині і що забезпечує тим самим їх переміщення на різних рівнях при постійному ![]() .
.
Зона переміщення ПЕП, при якій забезпечується прозвучування всього перетину шва, повинна бути приблизно рівною ![]() . При переміщенні ПЕП, у разі відсутності дефектів, луно-сигнал на екрані дефектоскопа зникатиме тільки на кінцях зони переміщення.
. При переміщенні ПЕП, у разі відсутності дефектів, луно-сигнал на екрані дефектоскопа зникатиме тільки на кінцях зони переміщення.
4.4. Ультразвукова дефектоскопія трубопроводів та трубних систем
У будівельній індустрії застосовують труби діаметром 28мм з товщиною стінки 3...30мм. По дефектоскопічності весь діапазон діаметрів можна умовно розділити на три групи: 1) Ø = 28...100мм і ![]() = 3...7мм; 2) Ø = 108...920мм і
= 3...7мм; 2) Ø = 108...920мм і ![]() = 4...25мм; 3) Ø = 1020...1420мм і
= 4...25мм; 3) Ø = 1020...1420мм і ![]() = 12...30мм.
= 12...30мм.
4.4.1. Контроль зварних швів труб різного діаметру
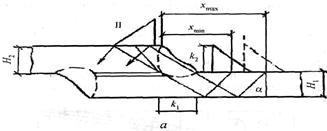
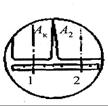
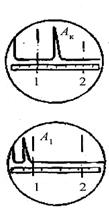
Особливістю зварних швів труб діаметром 28мм. з ![]() = 3...7мм є утворення провисань усередині труби, що обумовлює появу на екрані дефектоскопа помилкових ехо-сигналів від них при контролі прямим променем, співпадаючих за часом з луно-сигналами, відбитими від надкорневих дефектів, виявлених одноразово відбитим променем (рис. 17, б). Оскільки ефективна ширина пучка співмірна з товщиною стінки труби, то відбивач зазвичай не вдається ідентифікувати по місцеположенню шукача щодо валика посилення. Має місце також наявність неконтрольованої зони в центрі шва із-за великої ширини валика шва.
= 3...7мм є утворення провисань усередині труби, що обумовлює появу на екрані дефектоскопа помилкових ехо-сигналів від них при контролі прямим променем, співпадаючих за часом з луно-сигналами, відбитими від надкорневих дефектів, виявлених одноразово відбитим променем (рис. 17, б). Оскільки ефективна ширина пучка співмірна з товщиною стінки труби, то відбивач зазвичай не вдається ідентифікувати по місцеположенню шукача щодо валика посилення. Має місце також наявність неконтрольованої зони в центрі шва із-за великої ширини валика шва.
Рисунок 17 - Особливості виявлення надкорневих дефектів: а - настройка швидкості; б - сигнали від надкореневих дефектів і провисань; в - зона стробування в б а
На рис. 17: ![]() - сигнал від нижнього контрольного відбивача;
- сигнал від нижнього контрольного відбивача; ![]() - те ж, від верхнього;
- те ж, від верхнього; ![]() - сигнал від дефекту;
- сигнал від дефекту; ![]() - співпадаючий з ним по координаті сигнал від провисань; / - ділянка, де виявляються кореневі дефекти і невеликі сигнали від провисань; // - зона співпадіння; /// - зона сигналів від дефектів у верхній частині шва.
- співпадаючий з ним по координаті сигнал від провисань; / - ділянка, де виявляються кореневі дефекти і невеликі сигнали від провисань; // - зона співпадіння; /// - зона сигналів від дефектів у верхній частині шва.
Максимальна перешкодостійкість при контролі таких швів досягається шляхом використання фокусуючих ПЕП з гострою діаграмою спрямованості і кутами введення ![]() = 40...42° або
= 40...42° або ![]() = 70°. Для підвищення достовірності контролю швів товщиною 3,5...8мм, здійснюваного суміщеним ПЕП з одним п’єзоелементом, запропоновано вводити тимчасову селекцію, що виключає з огляду ту частину розгортки, де можлива поява сигналів від нерівностей. При цьому при прозвучиванії прямим променем, природно, пропускатиметься якесь число дефектів в надкорневой зоні. Проте статистика показує, що ризик від такої системи селектірованія невеликий і цілком окупається практично повним виключенням марного забракування.
= 70°. Для підвищення достовірності контролю швів товщиною 3,5...8мм, здійснюваного суміщеним ПЕП з одним п’єзоелементом, запропоновано вводити тимчасову селекцію, що виключає з огляду ту частину розгортки, де можлива поява сигналів від нерівностей. При цьому при прозвучиванії прямим променем, природно, пропускатиметься якесь число дефектів в надкорневой зоні. Проте статистика показує, що ризик від такої системи селектірованія невеликий і цілком окупається практично повним виключенням марного забракування.
Рис. 17, в ілюструє схему настройки швидкості розгортки дефектоскопа і методику виявлення надкорневих дефектів. Ділянка розгортки / є зоною появи ехо-сигналів від дефектів, розташованих в корені шва. Ділянка // є зоною збігів ехо-сигналів як від дефектів, розташованих безпосередньо під коренем шва, так і від провисань. По суті, це зона невпевненого контролю. Ділянка /// відповідає луно-сигналам, відбитим від дефектів у верхній частині шва. Можливо також поява луно-сигналів, відбитих від дефектів лівіше за сигнал Д або в безпосередній близькості від нього.
Зсув кромок стикуємих елементів може бути також помилково прийнято за кореневий дефект. Зсув кромок із-за різної товщини елементів характеризується виявленням сигналу, шва, що виявляється з одного боку, по всьому шву або на більшій його частині. В цьому випадку слід вимірювати товщину стінок.
Зсув кромок із-за неспіввісності стикуємих труб характеризується виявленням сигналів з різних сторін шва в діаметрально протилежних точках шва.
Кут призми ![]() для всіх ПЕП однаковий і рівний 50°, частота 5МГц, діаметру п’єзоелемента 6мм. Радіус кривизни робочої поверхні ПЕП повинен бути рівний або на 1мм перевищувати радіус кривизни зовнішньої поверхні труби. Настройку робочої ділянки розгортки і чутливості дефектоскопа проводять по СЗП.
для всіх ПЕП однаковий і рівний 50°, частота 5МГц, діаметру п’єзоелемента 6мм. Радіус кривизни робочої поверхні ПЕП повинен бути рівний або на 1мм перевищувати радіус кривизни зовнішньої поверхні труби. Настройку робочої ділянки розгортки і чутливості дефектоскопа проводять по СЗП.
Труби діаметром 108...920мм з ![]() = 4...25мм також виконують односторонньою зваркою без зворотного підвара. До останнього часу ці з'єднання контролювалися суміщеними ПЕП по методиці, викладеній для труб діаметром 28мм. Проте відома методика контролю передбачає наявність достатньо великої зони збігів (зони невизначеності) II, яка за своїм розміром приблизно в 2 рази перевершує зони / і //, разом узяті. Це приводить до того, що достовірність оцінки якості з'єднання незначна. Крім того, суміщені ПЕП мають високий рівень ревербераційних шумів, що утрудняють розшифровку сигналів, і нерівномірність чутливості, яку не завжди можна компенсувати наявними засобами. Застосування хордових роздільно-суміщених ПЕП для контролю даного типорозміру зварних з'єднань нераціонально, оскільки із-за обмеженості значень кутів введення УЗ коливань з поверхні зварного з'єднання габарити перетворювачів невідповідний ростуть, росте і площа акустичного контакту.
= 4...25мм також виконують односторонньою зваркою без зворотного підвара. До останнього часу ці з'єднання контролювалися суміщеними ПЕП по методиці, викладеній для труб діаметром 28мм. Проте відома методика контролю передбачає наявність достатньо великої зони збігів (зони невизначеності) II, яка за своїм розміром приблизно в 2 рази перевершує зони / і //, разом узяті. Це приводить до того, що достовірність оцінки якості з'єднання незначна. Крім того, суміщені ПЕП мають високий рівень ревербераційних шумів, що утрудняють розшифровку сигналів, і нерівномірність чутливості, яку не завжди можна компенсувати наявними засобами. Застосування хордових роздільно-суміщених ПЕП для контролю даного типорозміру зварних з'єднань нераціонально, оскільки із-за обмеженості значень кутів введення УЗ коливань з поверхні зварного з'єднання габарити перетворювачів невідповідний ростуть, росте і площа акустичного контакту.
Використання розроблених РС-ПЕП дозволяє істотно (~ 2 рази) зменшити зону невизначеності // і збільшити відповідно зони I і III і тим самим підвищити достовірність контролю. Кут призми ![]() для всіх ПЕП однаковий і рівний 50°. Частота 5МГц, діаметр п’єзоелемента 8мм.
для всіх ПЕП однаковий і рівний 50°. Частота 5МГц, діаметр п’єзоелемента 8мм.
Зварні стики труб діаметром 1020...1420мм з ![]() = 12...30мм виконують двосторонньою зваркою або з підваром зворотного валика шва. У швах, виконаних двосторонньою зваркою, як правило, помилкові сигнали від задньої кромки валика посилення дають меншу перешкоду, чим в односторонніх швах. Вони менше по амплітуді унаслідок плавніших контурів валика і до того ж вони далі по розгортці. Тому для дефектоскопії це найбільш сприятливий типорозмір труб.
= 12...30мм виконують двосторонньою зваркою або з підваром зворотного валика шва. У швах, виконаних двосторонньою зваркою, як правило, помилкові сигнали від задньої кромки валика посилення дають меншу перешкоду, чим в односторонніх швах. Вони менше по амплітуді унаслідок плавніших контурів валика і до того ж вони далі по розгортці. Тому для дефектоскопії це найбільш сприятливий типорозмір труб.
Найбільш висока достовірність контролю отримана при використанні ПЕП типу РСМ-Н12. На відміну від методики, викладеної для труб діаметром 28...100мм, при контролі даних з'єднань відсутня зона невизначеності. У останньому методика контролю залишається такій же. При використанні РС-ПЕП настройку чутливості і швидкості розгортки також доцільно проводити по вертикальному свердленню. Настройка чутливості і швидкості розгортки похилих суміщених ПЕП повинна виконуватися по кутових відбивачах відповідного розміру.
При контролі зварних швів слід мати на увазі, що в околошовной зоні можливі розшарування металу, що утрудняють визначення координат дефекту. Зону, в якій виявлений дефект похилим ПЕП, слід додатково проконтролювати прямим ПЕП для уточнення характеру дефекту і визначення дійсного значення глибини дефекту.
Для кращого виявлення площинних дефектів (тріщин і несплавів) переважно використовувати ПЕП з кутом введення 450 і на частоту 4МГц. Та, що краща виявляється вертикально орієнтованих дефектів на вугіллі введення 45° в порівнянні з кутами 60 і 70° пояснюється тим, що при прозвучуванні останніми кут зустрічі пучка з дефектом близький до 3-го критичного, при якому коефіцієнт віддзеркалення поперечної хвилі мінімальний.
При прозвучуванні зовні труби на частоті 2МГц луно-сигнали від дефектів екрануються інтенсивним і тривалим сигналом шуму. Перешкодостійкість ПЕП на частоту 4МГц в середньому на 12дБ вище і тому корисний сигнал від дефекту, що знаходиться в безпосередній близькості від межі наплавлення, краще вирішуватиметься на фоні перешкод.
І навпаки, при прозвучуванні зсередини труби через наплавлення кращу перешкодостійкість забезпечують ПЕП на частоту 2МГц.
Технологія контролю зварних швів трубопроводів з наплавленням регламентується керівним документом Держатомнагляду РФПНАЕГ.
4.4.2. Контроль зварних швів труб, виконаних на підкладних кільцях
Характерною особливістю таких швів в трубах з ![]() = 4...20мм є отримання вельми стабільного сигналу від підкладки, в зварних швах великої товщини цей сигнал легко помітний від дефектів і навіть корисний, оскільки дозволяє контролювати якість акустичного контакту. Для полегшення дешифровки доцільно в місці появи цього сигналу на екрані дефектоскопа нанести мітку тушшю.
= 4...20мм є отримання вельми стабільного сигналу від підкладки, в зварних швах великої товщини цей сигнал легко помітний від дефектів і навіть корисний, оскільки дозволяє контролювати якість акустичного контакту. Для полегшення дешифровки доцільно в місці появи цього сигналу на екрані дефектоскопа нанести мітку тушшю.
При контролі малої товщини ця відмінність утруднена. Існує ряд прийомів, що дозволяють розпізнавати ехо-сигнали від підкладки і дефекту при прозвучуванні швів завтовшки 7...20мм.
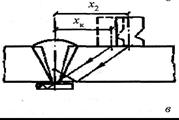
Дефекти, розташовані під кореневим шаром, можуть бути виявлені двояким способом: прямим або одноразово відбитим променем (рис. 18). У останньому випадку час приходів сигналів від підкладки і дефекту може бути однаковим.
Розрізнити ці сигнали можна, змірявши лінійкою відстань від точки введення променя (або від передньої грані перетворювача) до середини посилення шва на СЗП. Сигнал від підкладки з'являється при меншій відстані ![]() між швом і ПЕП, чим сигнал від дефектів, розташованих вище за корінь шва
між швом і ПЕП, чим сигнал від дефектів, розташованих вище за корінь шва ![]() . В процесі контролю слід періодично порівнювати ці відстані із зміряними на зразку.
. В процесі контролю слід періодично порівнювати ці відстані із зміряними на зразку.
За допомогою прямого ПЕП заздалегідь порівнюють товщину стінки кожного із стикуємих елементів з товщиною зразка і вносять відповідну поправку до настройки швидкості розгортки. Якщо стикуємий елемент має товщину більшу, ніж СЗП, то при контролі шва з боку цього елементу сигнал від підкладки зміщується управо в порівнянні з тим же сигналом, отриманим від тест-зразка.
Рисунок 18 - Прозвучування стику, звареного на підкладному кільці: а - ехо-сигнал від кільця
![]() ; б - ехо-сигнал від надкорневого дефекту
; б - ехо-сигнал від надкорневого дефекту ![]() виявленого прямим променем; в - однократно відбитим променем
виявленого прямим променем; в - однократно відбитим променем ![]()



|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
