
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для того, щоб визначити до якої з кромок стикуємих елементів ближче розплоджений дефект в корені шва, керуються наступними ознаками:
а) якщо дефект в корені шва розташований ближче до лінії сплаву з тим елементом, з боку якого ведеться контроль, то при повільному наближенні шукача до шва на екрані дефектоскопа першим з'являється сигнал від дефекту, а потім, з'являється сигнал від підкладки;
б) при контролі цієї ділянки шва з боку другого елементу на екрані першим з'являється сигнал від підкладки, а потім - від дефекту.
Тріщини і несплави по кромках в корені шва зазвичай починаються від зазору, утвореного кромкою стикуємого елементу і підкладки. Розповсюджуючись по наплавленому металу, пройшовши перший або другий шар, вони виходять на середину шва. У зв'язку з цим відмітною ознакою тріщин в корені шва є те, що вони частково або повністю екранують віддзеркалення від підкладки тільки при контролі з боку того із стикуємих елементів, у кромки якого вони беруть свій початок. При контролі шва з протилежного боку тріщина не екранує підкладки і ультразвукові промені вільно проходять в підкладку. На екрані дефектоскопа виникають два сигнали: від підкладки і від тріщини. Сигнал від підкладки має приблизно ту ж амплітуду і пробіг на екрані, як і на ділянках, де дефект відсутній. Тріщини з цього боку виявляються значно гірше, а при невеликій висоті можуть зовсім не виявлятися.
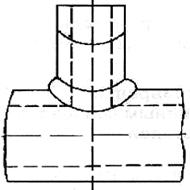
4.4.3. Контроль кутових з'єднань трубопроводів
По конструкції кутові зварні з'єднання трубних елементів, як і плоских елементів, діляться на дві категорії: з повним проплавленням і конструктивним зазором і непроваренням. Вибір методу контролю визначається діаметром приварного патрубка (штуцера) і можливістю контролю зсередини, наявністю конструктивного зазору. Контроль кутових зварних з'єднанні патрубків або труб з номінальною товщиною стінки 4,5...65мм з судинами (корпусами), фланцями і тому подібне без конструктивного зазору проводиться із зовнішнього боку патрубка похилими суміщеними ПЕП. Контроль шляхом сканування по поверхні судини здійснюється при діаметрі останнього не менше 800мм.
Кут введення вибирають з тих же умов, що і для плоских елементів. У разі сканування по поверхні патрубка ця умова визначається виразом:
![]() (19)
(19)
де ![]() - стріла ПЕП;
- стріла ПЕП; ![]() і
і ![]() - відповідно товщина стінки судини і патрубка;
- відповідно товщина стінки судини і патрубка; ![]() і
і ![]() - розміри катетів швів, прилеглих до патрубка зовні і усередині судини.
- розміри катетів швів, прилеглих до патрубка зовні і усередині судини.
При скануванні по поверхні судини
![]() , (20)
, (20)
де ![]() - розмір катета шва, прилеглого до судини.
- розмір катета шва, прилеглого до судини.
Зазвичай для контролю використовують похилі ПЕП з наступними параметрами:
1) 
2) 
3) 
4) 
ПЕП повинні мати стрілу, що забезпечує проведення контролю кореня шва прямим променем. Якщо ця умова не витримується, необхідно зрізати фаску на передній грані призми або збільшити кут введення, що рекомендується.
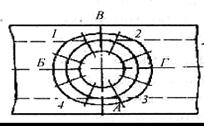
Особливість контролю в тому, що кут скосу кромки штуцера міняється від 0 до 30°. В центрі секторів А і В кут рівний 0, в центрі секторів Б і Г - 30° (рис. 19). Ширина посилення також міняється: у секторах А, В вона може бути в 1,5 разу більше, ніж в секторах Б, Г, тому при скануванні необхідно враховувати, що при попаданні прямим променем в корінь шва і одноразово відбитим променем в посилення шва відстань між передньою гранню ПЕП і краєм посилення буде неоднаковою в секторах шва.
Рисунок 19 - Розмітка кутового зварного з'єднання на сектори: 1 - межа посилення; 2 - межа зачищеної зони (паралельно межі посилення)
При контролі зварних з'єднань з товщиною стінки штуцера менше 20мм точно зміряти координати не вдається, тому про наявність дефектів судять по положенню ПЕП щодо краю посилення шва. Для цього при появі луно-сигналу в робочій зоні розгортки оператор повинен зміряти відстань від точки введення ПЕП до ближньої грані посилення шва ![]() , якщо луно-сигнал на екрані розташований поблизу лівої межі робочої зони розгортки або якщо ехо-сигнал розташований поблизу правої межі. Зміряні межі
, якщо луно-сигнал на екрані розташований поблизу лівої межі робочої зони розгортки або якщо ехо-сигнал розташований поблизу правої межі. Зміряні межі ![]() , і
, і ![]() порівнюють з цими ж величинами, отриманими з геометричних розрахунків. Збіг зміряних і розрахункових значень з точністю ± 5мм свідчить про наявність дефекту.
порівнюють з цими ж величинами, отриманими з геометричних розрахунків. Збіг зміряних і розрахункових значень з точністю ± 5мм свідчить про наявність дефекту.
На внутрішній стороні штуцера після видалення подкладного кільця можуть залишатися дрібні нерівності (ризики, западини, горби), які можуть дати помилкові сигнали. Ознакою нерівностей внутрішньої поверхні штуцера є невідповідність положення луно-сигналу на розгортці положенню ПЕП на поверхні штуцера. Так, якщо на екрані з'являється луно-сигнал у лівої межі робочої зони розгортки, а ПЕП при цьому знаходиться в такому положенні, що промінь не може потрапити в корінь, то вважають, що виявлена нерівність внутрішньої поверхні.
При контролі зварних з'єднань з товщиною стінки штуцера 40...50мм в центрі секторів Б і Г може з'являтися луно-сигнал від двогранного кута усередині труби. При належності сигналу двогранному куту є те, що сигнал знаходиться на екрані у лівої межі робочої зони розгортки, а ПЕП при цьому впритул присунений до посилення.
Особливість контролю зварних з'єднань з невидаленими подкладнимі кільцями - наявність в робочій зоні екрану дефектоскопа луно-сигналу від подкладного кільця.
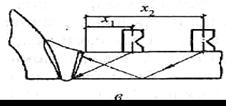
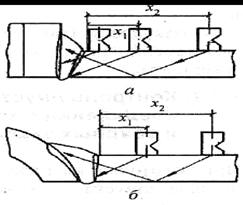
Кромки кільця в різних секторах віддалені від кореня шва на різні відстані - найбільше в секторах Б і Г і найменше - в секторах А і В, тому максимальний ехо-сигнал від кільця в секторах Л і В виявляється при менших відстанях від крапки до шва, а в секторах Б і Г - при великих. У секторах Б і Г сигнал від подкладного кільця може співпасти з сигналом від двогранного кута труби. Схеми контролю таких трійників в різних секторах шва приведені на рис. 20.
Рисунок 20 - Контроль кутового зварного з'єднання в різних секторах: а - контроль в секторах Б, Г; б - контроль в секторах А, В; в - контроль в секторах
Кутові зварні з'єднання труб різного діаметру з конструктивним зазором контролюють по описаній раніше методиці ПЕП з  . Відмінність її полягає в дуже точній настройці робочої ділянки екрану дефектоскопа по СЗП з зарубками і ретельному вимірюванні координати
. Відмінність її полягає в дуже точній настройці робочої ділянки екрану дефектоскопа по СЗП з зарубками і ретельному вимірюванні координати ![]() перетворювача.
перетворювача.
Для труб малого діаметру(28…42мм) з товщиною стінки 4,8мм застосовується методика контролю спеціальними перетворювачами  з неортогональним введенням ультразвуку.
з неортогональним введенням ультразвуку.
Суть контролю полягає в тому, що акустична вісь перетворювача знаходиться не в одній площині із утворюючої труби, як в звичайних призматичних ПЕП, а складає з нею кут 250. Завдяки цьому при контролі відсутні сигнали, що заважають, від двогранного кута, утвореного внутрішньою поверхнею і торцем труби. Кривизна контактної поверхні ПЕП повинна відповідати кривизні контрольованої труби. Контроль проводять роздільно двома ПЕП з лівим і правим напрямом осі.
Ультразвуковий (так само як і радіографічний) контроль кутових з'єднань з конструктивним зазором має низьку достовірність.
5. Оцінка якості виробів
5.1. Достовірність ультразвукового контролю
5.1.1. Види помилок. Суб’єктивні помилки: систематичні та випадкові. Об'єктивні помилки і чинники, що їх визначають
На достовірність контролю і появу помилок у виявленні дефектів і оцінці їх величини роблять вплив суб'єктивні, залежні від людини, чинники і об'єктивні, незалежні чинники.
Суб'єктивні помилки обумовлені наявністю суб'єктивних чинників, що впливають на правильність проведення вимірювань, вибору і дотримання параметрів контролю і їх настройки, обліку геометрії і акустичних характеристик виробу і т. д. і визначають надійність системи дефектоскоп-оператор. Іншими словами, ступінь впливу цих чинників визначається кваліфікацією оператора, його сумлінністю, психофізіологічним станом, втомою і т. п. Вплив суб'єктивних чинників може бути істотно понижене шляхом підвищення кваліфікації операторів.
Суб'єктивні помилки можна розбити на дві групи:
– промахи, тобто грубі помилки, пов'язані з пропуском неприпустимих дефектів із-за неуважності, недобросовісній оператора або несправністю дефектоскопа;
– помилки, що приводять до неправильної оцінки величини і координат відбивача унаслідок порушення вимог до технології контролю.
Систематичні помилки викликаються причинами, що діють однаковим чином при вимірюваннях в одних і тих же умовах або що закономірно змінюють випромінювання в яку-небудь одну сторону при зміні цих умов. Наприклад, у міру нерівномірного стирання призми похилого ПЕП поступово збільшується помилка у визначенні координат дефекту. Систематична помилка зазвичай виявляється в якомусь тимчасовому інтервалі (до її виявлення). За звичайним регламентом дефектоскоп повинен настроюватися не менше одного разу в зміну або кожного разу при переході з одного об'єкту на іншій. При новій настройці систематична помилка, як правило, виявляється. Тому систематичною рахуватимемо помилку, що існує в часі, як мінімум, в інтервалі між настройками.
У ультразвуковій дефектометрії всі суб'єктивні систематичні і випадкові помилки діляться, у свою чергу, на помилки у вимірюванні координат відбивача (пеленгації) і у вимірюванні амплітуди сигналу і величини дефекту.
Випадкові помилки найчастіше приводять до викиду результату за рівень розумного значення (аномальний результат) або до розкиду результатів повторних вимірів щодо якоїсь середньої величини навіть при найретельніших вимірюваннях. Зазвичай вони виникають унаслідок випадкових, неконтрольованих змін якого-небудь з умов вимірювань (наприклад, флуктуації акустичного контакту).
Випадкові помилки у визначенні координат виникають унаслідок якихось несподіваних і неконтрольованих змін умов контролю, наприклад:
а) зміни кута введення ![]() унаслідок нахилу перетворювача на якій-небудь нерівності поверхні контрольованої конструкції (бризки від зварки, вм'ятини і ін.);
унаслідок нахилу перетворювача на якій-небудь нерівності поверхні контрольованої конструкції (бризки від зварки, вм'ятини і ін.);
б) неточної установки перетворювача в положення реєстрації максимуму ехо-сигналу унаслідок порушення акустичного контакту;
в) значної ширини валика посилення, унаслідок чого дефекти, прилеглі до межі мертвої зони, беруться не центральним, а бічним променем діаграми спрямованості;
г) неточність встановлення ПЕП на поверхні при вимірюванні максимуму ехо-сигналу.
Об'єктивні помилки обумовлені наявністю об'єктивних (нерегульованих і таких, що не враховуються) чинників, які не залежать від оператора і апаратури і цілком визначаються відбивними характеристиками дефекту (орієнтація, конфігурація, шорсткість віддзеркалювальної поверхні, близькість до інших відбивачів), властивостями матеріалу, невідомими операторові особливостями геометрії виробу і наявністю перешкод, що не виключаються, в акустичному тракті дефектоскопа.
5.1.2. Конфігурація. Шорсткість віддзеркалювальної поверхні площинних дефектів
Роздільна здатність УЗ-метода обмежена, і тонкі деталі конфігурації несплошності, зокрема гострота краю дефекту, не можуть бути виявлені. Тому по характеру розсіяного поля всі дефекти умовно діляться на 3 типи: об'ємні, площинні і об'ємно-площинні.
Дифракція хвилі на дефекті пов'язана з появою різних типів хвиль. Назад-відбитий до ПЕП сигнал від реального площинного дефекту формується з наступних складових: дифузною компоненти, дзеркального сигналу від ділянок поверхні, ортогональних свічу («блискучі крапки»), і дифрагованих хвиль на краях (краєвих хвиль). Виникаючі бічні хвилі мають малу інтенсивність і практично не реєструються. Енергетичне співвідношення вказаних компонент у разі плоскої падаючої хвилі залежить від хвилевих розмірів дефекту, ракурсу озвучування, характеристик шорсткості поверхні і ступеня її ізотропної.
Для малих дефектів, поперечний розмір яких  (ефективний діаметр пучка), з'ясувати роль кожного з механізмів поки не вдається. З евристичних міркувань можна вважати, що в цьому випадку основний внесок до амплітуди зворотного сигналу вносять 2-й і 3-й механізми. При поверхня тріщини гладка і сигнал від середньої частини обумовлений тільки 1-м механізмом, тобто дифузним розсіянням. Краєві хвилі в цьому випадку формуються периферійними променями діаграми спрямованості, приходять з істотним запізненням і не інтерферують з дифузною компонентом. Великі тріщини характерні для електрошлакових швів і надзвичайно небезпечні, оскільки не виявляються при НТД рівнях чутливості дефектоскопа, що рекомендуються.
(ефективний діаметр пучка), з'ясувати роль кожного з механізмів поки не вдається. З евристичних міркувань можна вважати, що в цьому випадку основний внесок до амплітуди зворотного сигналу вносять 2-й і 3-й механізми. При поверхня тріщини гладка і сигнал від середньої частини обумовлений тільки 1-м механізмом, тобто дифузним розсіянням. Краєві хвилі в цьому випадку формуються периферійними променями діаграми спрямованості, приходять з істотним запізненням і не інтерферують з дифузною компонентом. Великі тріщини характерні для електрошлакових швів і надзвичайно небезпечні, оскільки не виявляються при НТД рівнях чутливості дефектоскопа, що рекомендуються.
Таким чином, робимо висновок, що знання шорсткості віддзеркалювальної поверхні важливе для обгрунтованого переходу від еквівалентних розмірів дефекту до фактичних. Тому можна наполегливо рекомендувати вивчення параметрів шорсткості реальних тріщин з метою отримання даних для характеристик матеріалів і видів зварки.
5.1.3. Кривизна донної поверхні
Кривизна контактної поверхні є чинником, який оператор може і повинен враховувати при настройці дефектоскопа. Вплив же протилежної (донною) поверхні часто не враховується або не може бути кількісно враховане. Це викликано тим, що при будь-якому скануванні оператор не може, а в більшості випадків і не повинен фіксувати ПЕП строго ортогонально осі шва. Завжди мають місце деякі варіації азимутного кута.
При перевіддзеркаленні від внутрішньої стінки циліндрового виробу (труби, судини) характер деформації пучка і, отже, амплітуда сигналу залежать від орієнтації площини падіння щодо осі виробу, кривизни стінки, її шорсткості і наявності у виробі рідкого середовища.
Якщо кут падіння поперечних хвиль на внутрішню поверхню менше третього критичного, то ефект трансформації приводить до ще більшого зменшення коефіцієнта віддзеркалення.
Враховуючи, що акустичні системи «дует» з перевіддзеркаленням світивши від внутрішньої поверхні знаходять все більше застосування, отримані результати треба враховувати при виборі схем прозвучування. Цьому багато в чому можуть сприяти номограми, які дозволяють оптимізувати параметри акустичної системи і визначати координати дефектів при заданих значеннях кутів і положенні приймача і випромінювача.
5.1.4. Вплив антикорозійного наплавлення
У атомному і хімічному машинобудуванні для захисту устаткування від корозійного пошкодження широко застосовуються біметалічні матеріали, зокрема, виконані шляхом наплавлення з хромонікелевих аустенітних сталей. Наплавлення приводить, зокрема, до флуктуацій чутливості дефектоскопа за рахунок неоднорідного і значного поглинання звуку в наплавленні.
Особливо звертає на себе увагу факт, що ослаблення минулого сигналу сильно залежить від того, з якого боку проводиться прозвучування. При установці ПЕП на перлітний метал амплітуда сигналу на 0,4...6,1дБ (![]() = 1,25МГц) и 5,5... 13,1дБ (
= 1,25МГц) и 5,5... 13,1дБ (![]() = 1,8МГц) більше, ніж при установці ПЕП на наплавлення. Мабуть, це пояснюється відмінністю в імпедансі основного і наплавленого металу і, природно, різним узгодженням призми з металом. Цей чинник необхідно враховувати при дефектометрії. Нейтралізувати його можна настройкою по зразках з наплавленням.
= 1,8МГц) більше, ніж при установці ПЕП на наплавлення. Мабуть, це пояснюється відмінністю в імпедансі основного і наплавленого металу і, природно, різним узгодженням призми з металом. Цей чинник необхідно враховувати при дефектометрії. Нейтралізувати його можна настройкою по зразках з наплавленням.
5.1.5. Інші чинники
На ширину діаграми спрямованості прямих ПЕП робить деякий вплив величина статичного тиску, обумовлена притискною силою. Для похилих ПЕП вплив ступеня механічного демпфування п’єзопластін невідомий.
Одним з чинників, що рідко враховуються на практиці, є відхилення фактичної геометрії виробу від номінальної. Наприклад, за даними МГТУ ім. Н. е. Баумана, при хордовому прозвучуванні похилими РС-ПЕП зміна товщини труб діаметром 57...159мм на 0,06...0,08мм приводить до зміни амплітуди сигналу на 6...8дБ. Ефективним способом компенсації чутливості дефектоскопа за рахунок відхилення геометричних параметрів є одночасне застосування луно - і тіньового методів.
Істотний вплив також надає варіювання швидкості ультразвуку із-за непостійності хімічного складу або структурної неоднорідності. За даними, перша причина в товстостінних трубах приводить до зміни кута введення до 3°. У трубах магістральних трубопроводів анізотропія швидкості щодо напряму прокату досягає значень 8... 12%, що зумовлює необхідність перенастроювання дефектоскопа перед прозвучуванням.
5.1.6. Достовірність виявлення і вимірювання величини дефектів
Кількісна оцінка достовірності повинна бути визначена порівняно з яким-небудь еталонним методом, про який передбачається, що він дає 100% інформацію про якість об'єкту. Насправді абсолютно об'єктивних методів контролю немає. Кожен еталонний метод має свої обмеження і, відповідно, помилки. Тому важливо використовувати такий еталонний метод, який би давав найбільш корисну інформацію про характерний показник якості для тестованої технології контролю.
Як еталонний метод для ультразвукового контролю зварних з'єднань найбільшою мірою підходить пошарове стругання через 0,5...1,0мм і фрактографія. Проте ці методи дуже дорогі, трудомісткі і не можуть бути широко використані.
Тому на практиці найчастіше використовують радіографію в двох варіантах. Якщо товщина стикуємих елементів до 10...30мм і заздалегідь відомо, що шов не схильний до тріщиноутворинню, то його просвічують по стандартній методиці і додатково під кутами до нормалі відповідними обробленню кромок.
Якщо шви більшої товщини, то їх розрізають на поперечних до осі шва темплети товщиною 10...20мм, а потім просвічують (у напрямі подовжньої осі шва). Така методика дозволяє в достатньо повному ступені реконструювати дефект. Якщо додатково прояснити під невеликими кутами в 10...15°, то точність реконструкції збільшиться.
Достовірність дефектометрії визначається ступенем точності визначення дійсної величини дефекту по тих або інших вимірюваних інформативних ознаках. Оскільки форма і відбивні характеристики дефекту випадкові, процес дефектометрії також є імовірнісним і характеризується тіснотою кореляційних зв'язків між інформативними ознаками і дійсними розмірами дефектів.
5.1.7. Методика підвищення достовірності контролю
Майбутнє належить тимчасовим методикам вимірювання розмірів дефектів дефектоскопами загального призначення і голографічним і томографіям методам реконструкції зображення. Проте, мабуть, ще декілька років на виробництві дефектометрія базуватиметься на амплітудних методах, що реалізовуються за допомогою стандартної апаратури.
Буде доцільним привести декілька способів, що підвищують достовірність ручного УЗ-контролю зварних швів з використанням дефектоскопів загального призначення.
1. Вимірювання амплітуди ехо-сигналу, що його огинає і координат відбивача доцільно проводити в режимі розгортки «М» («заморожування»).
2. Проводити кількісну оцінку якості підготовки поверхні під контроль за допомогою датчиків ДШВ (ЦНИИТ-МАШ) і коректування чутливості дефектоскопа і вимірювання дефектів з урахуванням фактичної шорсткості і хвилястості поверхні об'єкту контролю.
3. У режимі пошуку дефектів сканування проводити ПЕП з віяловою діаграмою спрямованості.
4. Оптимізація кута введення.
5. Вимірювання еквівалентної площі ![]() на різних частотах.
на різних частотах.
6. Диференційована оцінка ![]() залежно від типу дефекту.
залежно від типу дефекту.
7. Дійсний розмір дефекту ![]() може бути визначений по відповідних таріровочним кривих (кореляційним залежностям).
може бути визначений по відповідних таріровочним кривих (кореляційним залежностям).
8. Застосування ехо-дзеркального методу («тандем»).
9. Використовувати дельта-метод для пошуку і ідентифікації вертикально-орієнтованих площинних дефектів, зокрема, у виробах з нееквідестантнимі поверхнями, що мають відкладення або сильне корозійно-ерозійне пошкодження донної поверхні.
10. Прозвучування ![]() - поляризованими поперечними хвилями. Метод заснований на виборі такої схеми прозвучування і кутів введення, щоб на дефект падала горизонтально поляризована
- поляризованими поперечними хвилями. Метод заснований на виборі такої схеми прозвучування і кутів введення, щоб на дефект падала горизонтально поляризована ![]() - хвиля. Оскільки
- хвиля. Оскільки ![]() -хвилі не трансформуються на відбивачі при варіюванні ракурсу прозвучування, точність дефектометрії підвищується.
-хвилі не трансформуються на відбивачі при варіюванні ракурсу прозвучування, точність дефектометрії підвищується.
11. Розробка тимчасових методів вимірювання величини дефектів на стандартній апаратурі. Тут основне завдання полягає в знаходженні спеціальних методичних прийомів підвищення точності вимірювання тимчасових інтервалів і розробці похилих РС-ПЕП, що підвищують співвідношення корисний сигнал/шум.
12. Застосування фокусуючих ПЕП.
13. Застосування РС-ПЕП типу «дует» з кутом огляду в азимутній площині 36°, кутами введення ![]() = 65...67° і використанням різної кратності віддзеркалень акустичних осей приймального і випромінюючого п’єзоелементов. Метод дозволяє на 10...20дБ зменшити рівень перешкод, що виникають унаслідок дифракції поперечних хвиль на ребрі сполучення посилення з поверхнею основного металу, і збільшити чутливість до невеликих тріщин, розташованих по межі сплаву, при контролі швів товщиною 6...20мм.
= 65...67° і використанням різної кратності віддзеркалень акустичних осей приймального і випромінюючого п’єзоелементов. Метод дозволяє на 10...20дБ зменшити рівень перешкод, що виникають унаслідок дифракції поперечних хвиль на ребрі сполучення посилення з поверхнею основного металу, і збільшити чутливість до невеликих тріщин, розташованих по межі сплаву, при контролі швів товщиною 6...20мм.
РЕКОМЕНДОВАНА ЛІТЕРАТУРА
1. Троицкий пособие по контролю качества сварных соединений. К.: Феникс, 2006.

2. , Алешин контроль сварных соединений. М.: Издательство МГТУ им. Н. Э. Баумана, 2000.
3. Чуйков ультразвуковий контроль якості промислової продукції. Київ: «Інтерпрес ЛТД», 1995.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
