

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таблица 1. Сравнительные характеристики модельного оборудования
Характеристики | Автоклав ГК-100 | Автоклав ГК-400 | П/автомат ПМ-5М | Туннельн. автоклав | П/автомат ПМ-2К |
Производительность1, цикл/час | 5¸25 | 5¸25 | 15¸25 | 10¸25 | 25-30 |
Энергопотребление2, кВт·ч | 16 | 30 | »110 | 30 | <50 |
Соотношение стоимости оборудования (базовая - ГК-100) | 1 | 2,3¸2,6 | 7¸10 | 2,5¸3 | 10¸12 |
Время переналадки на пр-во др. типоразмеров моделей, час. | 0 | 0 | 8¸12 | 0 | 8¸12 |
Соотношение стоимости пресс-форм3 (базовая - ГК-100) | 1 | 1¸3 | 3¸5 | 1 | 4¸5 |
Занимаемая площадь4, м2 | 6 | 8 | 35¸40 | 10 | 10 |
1 - с учетом времени на задувку ППС в пресс-форму; 2 - с учетом мощности подключенных к полуавтомату парогенератора, вакуумного и водного насосов, компрессора; 3 - с учетом стоимости проектирования; 4 - с учетом площадей под минимально необходимое технологическое оборудование (стол сборки пресс-форм, ванны охлаждения и др.)
Таким образом, удешевление изготовления в туннельном автоклаве моделей происходит за счет: 1) изменения объема камеры спекания в зависимости от размеров помещаемых в автоклав пресс-форм при соответственном значительном снижении расхода теплоносителя; 2) передачи использованного пара в камеру предварительного нагрева при дополнительной экономии пара; 3) использования замкнутой системы водяного охлаждения пресс-форм; 4) накопления нескольких пресс-форм на транспортной системе одновременно, что устраняет жесткую связь по времени операций заполнения гранулами ППС пресс-форм с работой автоклава.
Получение для ЛГМ ППС моделей как для единичных, так и для серийных отливок различного развеса и материала, является наиболее трудоемким, влияющим на качество и стоимость отливки процессом. В настоящее время в литейных цехах для ЛГМ-процесса применяют автоклавы емкостью 100, 400, 700 и 1000 л. При использовании автоклава емкостью 100 литров (ГП-100) для получения моделей отливок развеса до 20 кг, или частей моделей крупного развеса, масса алюминиевых пресс-форм достигает 20…25 кг. Масса пресс-форм, используемых в автоклавах емкостью 400 и выше, иногда достигает 100 кг и более. Это приводит к необходимости приложения большой физической силы при их загрузке и выгрузке в камеру автоклава, опускания и вынимания из камер охлаждения. Учитывая эти трудности, нами разработано оборудование - стол модельщика (рис. 3), облегчающее труд модельщика и снижающее расход воды для охлаждения извлеченных из камеры автоклава пресс-форм после спекания моделей.
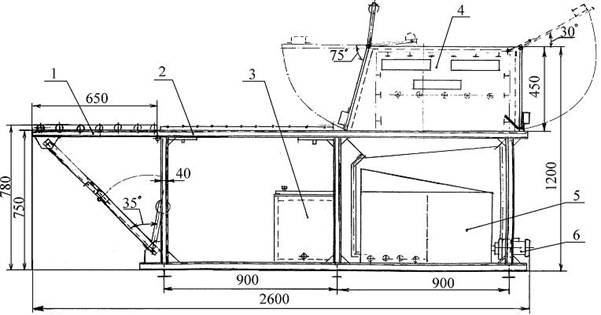
Рис. 3. Стол модельщика: 1 - рампа; 2 - рабочая площадка; 3 - емкость; 4 - камера охлаждения; 5 - бак для охлаждающей воды; 6 - насос
Этот стол модельщика включает: складывающуюся рампу 1 с катками, противовесом и системой фиксации, рабочую площадку 2 для сборки-разборки и задувки пресс-форм подвспененным полистиролом, емкость 3 для хранения и подачи на задувочный пистолет подвспененного ППС, камеру охлаждения 4, бак 5 для охлаждающей воды с системой барботажа, насос 6 и систему распыления воды.
Пресс-форма со складывающейся рампы 1 на катках передается на рабочее место 2, имеющее катковую поверхность из вращающихся шариков, и в камеру охлаждения 4. Передняя и задняя стенки камеры охлаждения 4 открываются вверх и имеют противовесы, как и рампа 1, что уменьшает прилагаемые усилия для их поворота. Специальные распылительные регулируемые устройства расположены в боковых стенках этой камеры 4, на потолке и открывающихся стенках. Регулируемые сопла по 5…8 шт. размещены на каждой трубке. Трубки имеют степень свободы для изменения угла по отношению к стенкам пресс-форм.
Операция задувки, спекания, охлаждения имеют переходы в таком порядке: 1) после разборки и съема модели с пресс-формы необходимо сдуть влагу задувным пистолетом; 2) собрать пресс-форму, задуть пистолетом подвспененный полистирол; 3) сложить рампу и открыть дверцу камеры автоклава; 4) поднять рампу и закатить пресс-форму; 5) сложить рампу и закрыть дверцу, спечь модель; 6) после спекания при сложенной рампе открыть дверцу автоклава и камеры охлаждения; 7) поднять рампу и закатить пресс-форму по вращающимся каткам и шарикам рампы в камеру охлаждения; 8) закрыть стенки камеры и включить насос; 9) охлажденную пресс-форму выкатить на рабочую площадку, разобрать и извлечь модель.
На боковых стенках камеры охлаждения имеются смотровые окна. Система барботирования в баке с охлаждающей водой служит для ее охлаждения. Потерю воды в баке периодически пополняют, как емкость подвспененным, высушенным, вылежанным ППС. Задувочный пистолет гибкой трубкой подключают к цеховой системе сжатого воздуха Ризб. ³ 6 кг/см2. Рабочую поверхность стола после задувки пресс-формы регулярно очищают (сжатым воздухом из пистолета) от просыпей ППС для предотвращения торможения шариковых опор.
Описанное ниже оборудование для оборота формовочной смеси в цехах ЛГМ выгодно отличается с позиций экологии и охраны труда. Оно вместе с вышеуказанным модельным составляет большую часть оборудования цеха ЛГМ и во многом отражает позитивные особенности ЛГМ-процесса, который, как традиционный литейный процесс, включает операции с возможным выделением пыли, аэрозолей и газов. Пыль, основной составляющей которой является кремнезём, образуется при приготовлении и регенерации формовочных смесей, плавке литейных сплавов в различных плавильных агрегатах, выпуске жидкого металла из печи, внепечной обработке его и заливке в формы, на участке выбивки отливок, в процессе обрубки и очистки литья, при подготовке и транспортировке исходных сыпучих материалов.
Около 95% цехов литья в песчаные формы используют формовочные смеси со связующим. Большинство из них составляют песчано-глинистые смеси, содержащие влагу, второе место занимают холодно-твердеющие смеси (ХТС). Для этих смесей и составляющих их материалов следует выдерживать температуру близкую к 20о С. Песок и глина, как правило, подвергаются сушке и хранятся в помещении цеха, это предотвращает их смерзание в холодное время года, а сухой песок для ХТС тоже требует хранения в помещении, поскольку его охлаждение замедляет твердение этой смеси и снижает производительность формовки. Поэтому практически для всех литейных цехов с традиционной формовкой склады формовочных материалов, смесеприготовительные отделения и участки регенерации смеси находятся в помещении цеха. На них установлено энерго - и капиталоемкое оборудование, бункера для хранения материалов и смесей, от которых длинномерными конвейерами почти через весь цех смесь или песок подается в формовочное отделение. Обычно не менее 50% трудоемкости изготовления отливки связано с приготовлением смесей и формовкой, столько же составляют площади цеха и затраты на оборудование.
В 70-е годы прошлого века литейные технологии пополнились процессами, в которых формовочные смеси упрочняются не связующим, а перепадом давления воздуха за счет вакуумирования сухой сыпучей смеси в металлической рамочной или контейнерной опоке. Причем давление воздуха в форме понижают в среднем всего на пол-атмосферы (бытовой пылесос дает до 0,3 атм). Физические методы уплотнения смеси в способах литья по газифицируемым моделям - ЛГМ и вакуумно-пленочной формовки - ВПФ дополнили традиционную формовку со связующим, которое склеивает зерна песка с образованием манжет, связывающих зерна, и создает адгезионно-когезионный комплекс, исходя из общей концепции о прочности дисперсных систем. В новых способах формовочный материал представляет собой сыпучую смесь, состоящую из многократно циклирующего оборотного песка до 95% с добавками 5% свежего песка на каждый оборот и расходом не более 0,2 т такой смеси на 1 т литья, что не менее чем в 25 раз меньше, чем для традиционных формовочных процессов. По статистике в России литейные цехи в составе твёрдых отходов имеет ~90% отработанных формовочных и стержневых смесей (до 5 т на 1 т отливок), относящихся к 4-й категории опасности.
Применение сухих сыпучих оборотных смесей резко сократило затраты на их охлаждение и очистку и позволило создать современные закрытые трубопроводные линии пневмотранспорта с охлаждением смеси в псевдоожиженном (кипящем) слое. Он представляет собой такое состояние слоя зернистого сыпучего материала, при котором под влиянием проходящего через него потока охлаждающего воздуха и в нашем случае в контакте с трубками с проточной водой частицы твёрдого материала интенсивно перемещаются одна относительно другой. Причем наши конструкторы использовали пневмотранспорт всасывающего типа при задействовании в линии того же вакуумного насоса, что и для вакуумирования форм. Такой тип транспорта исключает всякую возможность выделения пыли в окружающую среду. Иногда также эти линии дополняют другими простейшими конвейерами.
Такие линии оборота песчаной смеси для экономии площадей литейного цеха часто монтируют вне его помещения у внешней стены цеха, где сухая смесь в металлическом бункере сохраняется «не боясь» мороза. Такая линия установлена в литейном цехе компании производительностью 50 т отливок в месяц. От нее на формовочном участке в цехе установлены всего две единицы оборудования: вибростол для формовки с расположенным над ним трубопроводом засыпки песка в форму и приемное устройство с решеткой (аналог традиционной выбивной решетки) для высыпки из контейнерных опок отработанного песка.
Опыт конструирования оборудования компанией для литейного производства, металлургии и горнорудной промышленности, свидетельствует, что больше всего нестандартных решений требует оборудование для переработки сыпучих материалов для линий оборота сыпучих смесей при операциях их сепарации, охлаждения и регенерации с целью получения стабильного качества этих материалов, с учетом компактности, простоты изготовления и обслуживания установок, понижения их энергоемкости, а также для предотвращения таких ухудшений условий труда в цехе, как пыле - и шумовыделения.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
