

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Отработанный воздух, отходящий от установок линии охлаждения сыпучих смесей, обязательно проходит очистку, для чего сконструирован осадитель жидкостный, показанный на рис. 8. В нем используется принцип
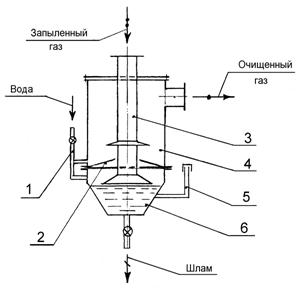
Рис. 8 Осадитель жидкостный: 1 - система циркуляции воды; 3 – труба; 4 – корпус; 5 - контрольная трубка; 6 - донная часть
разности кинетической энергии молекул газа и пылевидных включений в движущемся потоке. Загрязненный газовый поток через трубу 3 крышки попадает в полость корпуса 4. Дефлектор на конце трубы направляет поступающий поток на воду, залитую в донную часть 6 осадителя через систему 1 циркуляции воды. За счет разности энергий включения и пылевидная часть при повороте газового потока оседают в воде и скапливаются. Накопившийся шлам спускается через сливную трубу дна 6 осадителя. Уровень воды при заливке контролируют по контрольной трубке 5 и должен быть ниже уровня дефлектора. Захваченные потоком газа капельки воды отбиваются сетчатым с водоотражателем 2 верхним экраном и верхним дефлектором трубы крышки 3. Осажденная вода через систему водоциркуляции вновь попадает в дно. Очищенный газ через боковое отверстие в верхней части корпуса 4 отводится к следующему технологическому оборудованию: к насосу, расширителю и т. д.
Операциям просеивания и охлаждения песчаных смесей в литейном производстве предшествует операция магнитной сепарации этих смесей. Магнитный сепаратор (рис. 9) предназначен для улавливания частиц магнитных металлов из формовочного материала. Он состоит из корпуса 1 прямоугольной формы с бортами сверху и снизу. В корпусе на опорах 6 и 7 крепятся внутренние части 4 и 5. Барабан 4 через подшипники установлен в корпусе 1. Один конец барабана через муфту соединен с приводом 8, при помощи которого вращается. Внутри барабана на подшипниковых узлах установлена магнитная система 5. Между барабаном 4 и магнитной системой 5 имеется воздушный зазор. Угловое положение магнитной системы относительно стенки А корпуса 1 вращением вокруг горизонтальной оси регулируется установочным узлом 9. Магнитное поле, создаваемое постоянными магнитами в секторе 130...150°, притягивает к поверхности вращающегося барабана металлические магнитные частицы. Перегородка 2 делит нижнюю часть корпуса на 2 канала – Б и В. В нижней части скребок 3 отделяет удерживаемые магнитным полем на барабане частицы и сбрасывает в канал В, а очищенная песчаная смесь проходит через канал Б.
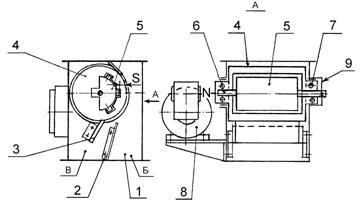
Рис. 9 Магнитный сепаратор: 1 – корпус; 2 – перегородка; 3 – скребок; 4 – барабан; 5 - магнитная система; 6, 7 - опоры; 8 – привод
Конструкция опорных узлов предотвращает контакт стенки барабана с магнитной системой. Воздушный зазор S между ними и путем уменьшения теплопередачи защищает магнитную систему от перегрева при сепарировании нагретого формовочного материала и предохраняет от размагничивания, что позволяет подвергать магнитной сепарации сразу высыпанную из формы песчаную смесь при высокой температуре на этапе операции выбивки формы.
Все оборудование, разработанное компанией, сравнительно несложное в изготовлении и обслуживании, легко комплектуется в линии различной производительности и степени автоматизации, что позволяет его поставить и смонтировать при организации литейных цехов в течение нескольких месяцев. Оно вместе с постоянно совершенствуемыми технологиями и остнасткой [3] ЛГМ-процесса, отрабатываемыми на опытной базе компании и в ряде цехов заказчиков, является высокотехнологичным законченным инновационным продуктом - значительным достижением научно-технической литейной школы ученых, технологов и конструкторов, созданной в компании в течение последних десятилетий.
ЛГМ отвечает современным требованиям по экологии и охране труда, относится к конкурентным отечественным технологиям, распространяемым как интеллектуальный товара в комплекте с сопутствующим оборудованием, а также служит двух цехах компании для производства высококачественных металлозаготовок (рис. 10).

Рис. 10 Простейшая схема ЛГМ-процесса (от модели - к отливке)
Ведущую роль систем оборота песчаных смесей в цехах ЛГМ показано на схеме движения материалов (рис. 11) [4], а внешний вид установленных вне помещений двух действующих литейных цехов в г. Киеве линий подготовки песчаных смесей - на рис. 12.
Описанное оборудование обладает рядом новых технических решений на уровне изобретений, отличается многофункциональностью с точки зрения возможности изолирования пылящих и шумовыделяющих процессов от рабочей зоны цеха, монтирования в линии пневмотранспорта непрерывного действия вне помещения цеха, а также рекомендовано для переработки различных сыпучих материалов. На рис. 13, 14 показаны примеры моделей, полученные специалистами научно-технической школы с использованием автоклавов и полуавтоматов отечественного производства.
Рис. 11 Схема движения материалов в цехе ЛГМ


Рис. 12 Два примера линий оборотного охлаждения и очистки песчаных смесей, установленных вне помещений литейных цехов
Совершенствование оборудования для литья по ЛГМ-процессу гибко ориентируется на существующие потребности с учетом серийности и размеров получаемых отливок. Предложенная конструкция автоклава проходного типа с тремя камерами легко встраивается в конвейерные линии изготовления моделей и др. изделий из ППС, экономит энергию путем уменьшения выбросов пара в атмосферу цеха, а также снижает затраты ручного труда автоматизацией процесса охлаждения пресс-форм и их перемещения, а новая конструкция полуавтомата позволяет получать более крупные модели, автономна и экономична по энергопотреблению, имеет повышенную производительность по сравнению с отечественными аналогами. Спроектированный стол модельщика облегчит ручной труд. А проходное оборудование линии оборота песчаной смеси изолирует поток смеси от помещения цеха, экономит площади, в холодное время года использование температуры вне помещения снижает энергопотребление.


















 Рис. 13 Примеры моделей (отдельных и смонтированных в блоки), полученных в автоклавах
Рис. 13 Примеры моделей (отдельных и смонтированных в блоки), полученных в автоклавах

Рис. 14 Модели коллектора впускного двигателя автомобиля Peugeot 406 в процессе их сборки, детали моделей получены на полуавтоматах
ЛИТЕРАТУРА
1. , Бердыев оборудования для производства моделей из пенополистирола // Литейное производство. - 2014. - № 1. - С. 32 - 34.
2. , , Бердыев непрерывного действия для литья по газифицируемым моделям // Процессы литья – 2009.- №2. – С. 56 – 61.
3. , Бердыев тенденции конструирования опочной оснастки для ЛГМ // Металл и литье Украины. – 2011 .- №4. – С. 24-29.
4. , Кравченко и индуктивные модели для мониторинга литейно-металлургических процессов // Спеціальна металургія: вчора, сьогодні, завтра: матеріали XI Міжнародної науково-практичної конференції, Київ, 23 квітня 2013 р. – К.: НТУУ «КПІ», 2013. – С. 172 – 182.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
