

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.744.072.2
РАЗРАБОТКА ОБОРУДОВАНИЯ ДЛЯ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ
, к. т.н., к. т.н., гл. констр.
Розроблено нові енергозберігаючі конструкції обладнання для виробництва моделей з пінополістиролу для ЛГМ-процесу. Проведено їх порівняння з діючим обладнанням. Описано обладнання для ліній обороту формувальних сумішей і приклади його установки поза приміщенням ливарного цеху.
Ключові слова: лиття за газифікованими моделями, автоклав, модель, пінополістирол, ЛГМ, напівавтомат модельний, формувальна суміш.
Разработаны новые энергосберегающие конструкции оборудования для получения моделей из пенополистирола для ЛГМ-процесса. Проведено их сравнение с действующим оборудованием. Описано оборудование для линий оборота формовочных смесей и примеры его установки вне помещения литейного цеха.
Ключевые слова: литье по газифицируемым моделям, автоклав, модель, пенополистирол, ЛГМ, полуавтомат модельный, формовочная смесь.
Development of new energy-saving equipment design for for serial and mass production EPS patterns for Lost Foam Casting Process. Their comparison with the current equipment. Described equipment lines turnover molding compounds and examples of its outdoor installation foundry.
Keywords: Lost Foam Casting, autoclave, patterns, polystyrene, foam equipment, EPS, the molding sand.
Конкурентоспособность отечественного производства связана с технологическим использованием науки, внедрением ресурсосберегающих процессов и оборудования. В литейном производстве расширяется применение литья по газифицируемым моделям (ЛГМ, Lost Foam Casting) как одного из наиболее перспективных способов получения точных отливок. Компания постоянно совершенствует эту технологию, в составе которой важное место занимает процесс получения разовых моделей из пенополистирола (ППС), для чего необходимы высокопроизводительные конструкции модельных установок, способствующие переводу ЛГМ на конвейерные технологии, а также облегчающие ручной труд при мелкосерийном производстве.
В настоящее время для получения разовых и мелкосерийных отливок по ЛГМ-процессу применяют как способы вырезания моделей из блочного ППС нагретой проволокой, либо на фрезеровальнных станках с ЧПУ, так и для серийного и массового производства - спекание моделей в пресс-формах в камерах автоклавов, либо на модельных полуавтоматах. Настоящая статья посвящена новым процессам по спеканию моделей в пресс-формах, обеспечению оборота и подготовки формовочных смесей, а также конструкциям оборудования для этих процессов, разработанным специалистами компании.
В серийном производстве моделей из ППС для ЛГМ используются машины производства компаний ФРГ, Южной Кореи, КНР и полуавтомат ПМ-5М, разработанный в компании для пресс-форм с габаритными размерами 600×400×120/1300 мм (длина × ширина × наименьшее / наибольшее расстояние между плитами, здесь и далее для ПМ-2К). Модельный полуавтомат типа ПМ–5М предназначен для производства широкой гаммы изделий из суспензионного вспенивающегося ППС методом «теплового удара». Некоторые модели полуавтоматов имеют встроенные парогенераторы и вакуумные системы, соответственно – повышенную стоимость. Только у небольшого количества предприятий, использующих ЛГМ-процесс, имеются котельные, позволяющие обеспечивать полуавтоматы паром с необходимыми параметрами, а вакуумных станций почти нигде нет.
Установка в цехе ЛГМ полуавтоматов ПМ-5М, либо импортных, без парогенератора и вакуумной системы требует дополнительного их приобретения, что по затратам сравнимо со стоимостью полуавтоматов. Это приводит к увеличению капитальных вложений, производственных площадей и обслуживающего персонала. Парогенераторы отечественного производства достаточно энергозатратны, их устанавливают рядом с полуавтоматом и тщательно теплоизолируют паропроводы. При установке их далее 10 м обеспечить сухим паром полуавтомат проблематично, что ведет к нестабильному качеству ППС моделей. Практика эксплуатации таких комплексов показала очевидную экономическую выгодность полуавтоматов со встроенными парогенератором и вакуумной системой при оптимальном качестве производимых моделей.
При разработке КД на новый полуавтомат ПМ-2К (рис. 1) для пресс-форм с габаритными размерами 800×500×380/1480 мм учтены опыт эксплуатации полуавтомата ПМ-5М и автоклавов ГП-100, ГП-400, парогенераторов АВПЭ(Э) завода "НПП Электротепломаш", г. Новая Каховка. Конструкция ПМ-2К экономична из-за отсутствия внешнего парогенератора и теплоизолированного паропровода. Встроенный вакуумный пластинчатый насос производительностью 1,0 м3/мин. с вакуумным аккумулятором объемом 0,7 м3 обеспечивает полуавтомату 25...30 съемов моделей в час, а установка вибратора в бункере подвспененного ППС - равномерную подачу гранул в пресс-формы. Управление ПМ-2К - программируемым контроллером фирмы "Siemens", пневмоаппаратура и датчики такие же, как и на ПМ-5М. Из-за расположения котла парогенератора (мощностью Nуст.=32 кВт; Р=0,15 МПа) рядом с пресс-формой пар остается сухим без излишних паропроводов. Максимальное давление пара достигает 0,2 МПа, температура - 130 °С, производительность - 50 кг пара в час, энергопотребление - менее 50 квт. ч. Рекуператор пара не предусмотрен, учитывая сложность и стоимость установки.
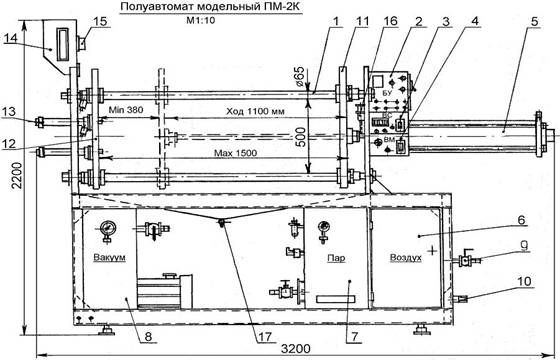
Рис. 1 Полуавтомат ПМ-5М [1]: 1 - станина; 2 - блок управления полуавтоматом; 3 - пульт управления парогенератором; 4 - пульт управления вакуумной системой; 5 - главный цилиндр Æ 200; 6 - пульт воздушной системы (Р=1 МПа); 7 - парогенератор (Р=0,15 МПа, Т³130°С); 8 - вакуумная машина с ресивером; 9 - блок подвода сжатого воздуха, воды; 10 - система отвода воды и пара; 11 - подвижная плита; 12 - неподвижная плита; 13 - задувочное устройство (2...6 шт.); 14 - бункер подвспененного полистирола; 15 - вибратор загрузки; 16 - запорное устройство; 17 - поддон
Практически со времени создания ЛГМ-процесса основным способом производства моделей является получение их в пресс-формах с использованием камерных автоклавов, сконструированных прежде всего для применения в медицине. В таких автоклавах также изготавливают декоративные накладки из ППС для интерьеров помещений и др. фасонные изделия. Получение в традиционных камерных автоклавах моделей различных размеров требует наличия нескольких единиц этого оборудования с камерами объемом от 100 до 700 литров в зависимости от габаритов пресс-форм. Неравномерная загрузка установленных в литейных цехах автоклавов нескольких типоразмеров в зависимости от изменения рыночной конъюнктуры на отливки, а также непроизводительная затрата теплоносителя при выпуске пара в окружающее пространство цеха при открывании - закрывании двери камеры увеличивает энергопотери и стоимость оборудования. Кроме несоответствия объема пресс-формы и камеры, к недостаткам серийных автоклавов относится необходимость установки рядом с ними ванны охлаждения пресс-форм. Все это приводит к удорожанию ППС модели.
Учитывая отмеченные недостатки ныне используемого оборудования, специалистами компании разработана конструкция туннельного проходного автоклава для изготовления в пресс-формах моделей для ЛГМ-процесса, упаковочных элементов и др. изделий из ППС (рис. 2). С целью уменьшения энергозатрат на нагрев теплоносителя - пара предложенная конструкция автоклава позволяет изменять объем камеры спекания в зависимости от размеров используемых пресс-форм, а также оставшийся несконденсированный пар как теплоноситель эжектировать в камеру предварительного нагрева пресс-форм. Конденсат и остатки пара из камеры откачиваются в приемник парогенератора.
Пресс-форма после спекания единой транспортной системой подается в камеру охлаждения. Использованная вода попадает в систему водооборота. Камеры I и III служат своеобразными шлюзами для центральной камеры II для уменьшения выхода пара в атмосферу цеха. Между собой камеры разделены шиберными заслонками с пневмоприводами, а подвижный свод (потолок) камеры спекания имеет привод опускания – подъема винтового типа. Перемещением свода камеры можно плавно уменьшить нагревательную камеру II в 4 раза. Распылители камеры охлаждения расположены в потолочной, боковых и нижних стенках для эффективного использования охладителя — воды.
Транспортная система рольгангового типа позволяет устанавливать на поток пресс-формы различных размеров и количества. Установка может быть укомплектована собственным источником сжатого воздуха (компрессором) или подключаться к цеховым источникам сжатого воздуха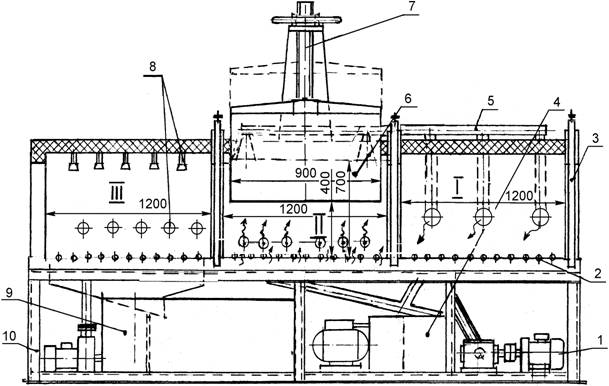
Рис. 2 Автоклав туннельный модельный. Камеры автоклава:
I - предварительного прогрева; II - спекания; III - охлаждения. Элементы автоклава: 1 - привод транспортной системы; 2 – рольганг; 3 – шибер;
4 – парогенератор; 5 – рекуператор; 6 - подвижной свод; 7 - привод свода; 8 – охладители; 9 - система водооборота; 10 - каркас
Ролики транспортной системы приводятся в движение (раздельно или совместно) цепной передачей. Распылители, расположенные на 4-х стенках камеры III, выполнены поворотными с целью управления потоками распыляемой воды в различных направлениях с учетом конструкций используемых пресс-форм. Габаритные размеры установки (длина – ширина - высота) 4000×1500×2400 мм. Энергопотребление – до 40 кВт·ч. Максимальные размеры используемых пресс-форм 1150×1150×650 мм.
Разработанная конструкция автоклава по производительности занимает промежуточное положение между серийными камерными автоклавами и модельными пресс-автоматами. Она легко встраивается в конвейерные линии изготовления моделей, практически сможет заменить два камерных автоклава различной емкости при снижении выбросов пара в атмосферу цеха одновременно с экономией энергии. Она также позволяет снизить затраты ручного труда автоматизацией процесса охлаждения пресс-форм и их перемещения (последнее может быть усилено дополнительной комплектацией рольгангом возврата опустошенных пресс-форм на позицию заполнения их ППС). Сравнение технических характеристик модельного оборудования представлено в таблице 1.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
