

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Конвективный теплообмен рассчитывается по формуле
![]() , (6)
, (6)
где a – коэффициент теплоотдачи на поверхности ампулы; ![]() – площадь поверхности ампулы.
– площадь поверхности ампулы.
Радиационный тепловой поток рассчитывается по формуле
![]() , (7)
, (7)
где ![]() – эффективный коэффициент черноты в системе «ампула – экран»;
– эффективный коэффициент черноты в системе «ампула – экран»; ![]() – константа Стефана–Больцмана;
– константа Стефана–Больцмана; ![]() ,
, ![]() – температура ампулы и экрана.
– температура ампулы и экрана.
Для условий, близких к адиабатическим, можно полагать, что ![]() ≈
≈ ![]() и из (7) следует
и из (7) следует
 . (8)
. (8)
С учетом этого получена итоговая формула для расчета остаточного теплового потока между поверхностью ампулы и адиабатическим экраном
 , (9)
, (9)
где в скобках находится выражение для расчета эффективного суммарного коэффициента теплоотдачи в системе «ампула – адиабатический экран».
Формула (8) с учетом условия (2) позволяет рассчитать длительность плавления (затвердевания) при тепловом режиме ампулы, близком к адиабатическому (![]() ≈
≈ ![]() ):
):
 . (10)
. (10)
Кроме этого, полученное соотношение позволяет учитывать влияние конструктивных параметров ампулы и теплофизические свойства элементов её конструкции на процесс теплообмена между ампулой и экраном.
Одним из преимуществ миниатюрных ампул с малой навеской чистого металла является возможность использования агрессивных металлов, так как их масса незначительна и не представляет опасности при эксплуатации. При выполнении этой работы отмечено, что к таким металлам относятся, в частности, щелочные металлы, значения температуры плавления которых удивительным образом перекрывают наиболее актуальный для теплометрии диапазон температуры (таблица 1). Все находящиеся в таблице металлы могут быть использованы в качестве мер температуры в различных комбинациях. Когда требования к метрологической надежности результатов поверки средств измерений температуры особенно высоки, можно использовать все эти меры в совокупности.
Приведенные в таблице данные об удельной теплоте плавления металлов необходимы для расчета длительности «площадок» плавления (затвердевания) по формуле (10).
Данные об удельной теплоемкости металлов позволяют рассчитать скорость u нагревания ампулы в адиабатическом режиме при непрерывном вводе в неё тепла
, (11)
где ![]() – мощность нагревателя ампулы;
– мощность нагревателя ампулы; ![]() , m1 – удельная теплоемкость и масса чистого металла, находящегося в ампуле;
, m1 – удельная теплоемкость и масса чистого металла, находящегося в ампуле; ![]() ,
, ![]() – удельная теплоемкость и масса материала ампулы.
– удельная теплоемкость и масса материала ампулы.
Таблица 1 – Свойства химических элементов с температурой плавления
в диапазоне 30–180 оС
Элемент | ср, кДж/(кг · К) |
| ρ, 103 кг/м3 | ∆h, кДж/кг | ||
150 К | 250 К | 400 К | ||||
Ga | 0,316 | 0,375 | 0,395 | 30 | 5,90 | 80 |
In | 0,218 | 0,229 | 0,250 | 156 | 7,31 | 28 |
K | 0,666 | 0,717 | 0.805 | 63 | 0,86 | 61 |
Na | 1,070 | 1,180 | 1,370 | 98 | 0,97 | 114 |
Li | 2,650 | 3,380 | 3,940 | 180 | 6,94 | 137 |
Rb | – | 0,330 | – | 39 | 1,53 | – |
Cs | 0,203 | 0,220 | 0,240 | 29 | 1,87 | – |
Адиабатический режим нагревания ампулы постоянной мощностью обеспечивает практически линейное нарастание температуры, так как изменение удельной теплоемкости приведенных в таблице металлов от температуры не превышает 10–20 %. Задавая необходимые значения мощности, можно получать высокие скорости «подхода» к температуре фазового перехода (см. рисунок 2, б). Если при наступлении фазового перехода плавления или затвердевания навески металла при адиабатическом тепловом режиме ампулы свести к минимуму тепловой поток Q, то стабилизация температуры в реперной точке плавления или затвердевания может продолжаться практически неограниченное время (см. рисунок 2, в).
В третьем разделе описаны принцип действия и устройство аппаратуры для реализации реперных точек в миниатюрных ампулах и приведены результаты экспериментальных исследований метрологических характеристик реперных точек плавления и затвердевания в миниатюрных ампулах.
При проведении измерений, целью которых было выявление основных закономерностей, отражающих влияние различных факторов на характер зависимостей температуры навесок от времени при их нагревании и охлаждении в области плавления и затвердевания, использовалась измерительная установка, приведённая на рисунке 3.
Рисунок 3 – Экспериментальная измерительная установка:
1 – калибратор КТ-2 (печь); 2 – измерительная ячейка;
3 – измеритель температуры МИТ8.10; 4 – компьютер
При нагревании внешним нагревателем навески натрия (1 г) в пробирке из нержавеющей стали, которая была помещена в воздушную среду (рисунок 4, а), а затем – в силиконовое масло ПМС – 100 (рисунок 4, б), фазовый переход плавления оказался более четко выраженным в воздушной среде.
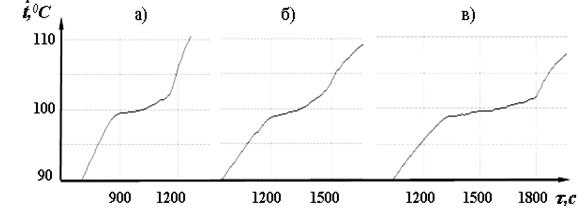
Рисунок 4 – Выбор температурных режимов измерительной ячейки с 1 г Na:
а) нагрев мощностью 11 Вт на воздухе; б) нагрев мощностью 11 Вт
в жидкости ПМС – 100; в) нагрев мощностью 8,5 Вт на воздухе
При уменьшении мощности нагревателя, а, соответственно, скорости нагрева (рисунок 4, в), длительность фазового перехода увеличивается с 250 до 450 с. Из этого следует, что при разработке миниатюрных измерительных ячеек для реализации реперных точек необходимо увеличивать контактное тепловое сопротивление между ампулой с навеской металла и стенками внешнего нагревателя. Кроме этого, для увеличения длительности перехода необходимо подбирать режим, при котором скорость нагрева непосредственно перед фазовым переходом по возможности минимальна.
С учетом этих факторов была разработана новая конструкция измерительной ячейки, которая содержит цилиндрическую ампулу из нержавеющей стали высотой 45 мм, диаметром 9,5 мм и толщиной стенки 0,3 мм. Ампула имеет термометрический канал в виде миниатюрной пробирки из нержавеющей стали с внутренним диаметром 2,5 мм, в которую помещен датчик температуры Pt – 100 (2 × 2 × 2 мм, фирма «Heraeus») c чувствительным платиновым элементом. Ампула заполнена натрием массой около 0,8 г.
Исследования новой ячейки показали (рисунок 5), что кривые плавления и затвердевания натрия имеют «площадки» стабилизации температуры в пределах ±0,01 оС длительностью более двух часов. Это соответствует требованиям к эталонным средствам измерения температуры 2-го разряда.
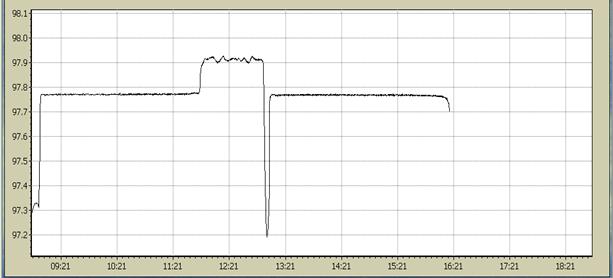
Рисунок 5 – Характер изменения температуры в области фазовых
переходов плавления-затвердевания натрия, полученный
в новой измерительной ячейке (масса натрия 0,8 г)
Для подтверждения воспроизводимости значений температуры плавления и затвердевания реперной точки натрия в период с 2007 по 2010 г. было проведено в общей сложности около 50 измерений. При этом расхождения значений температуры фазовых переходов не превысили 0,05 оС.
Результаты исследований реперной точки натрия в миниатюрной ампуле подтвердили возможность её использования в качестве эталонной меры температуры и, прежде всего, при наиболее востребованном значении вблизи середины температурного диапазона теплоносителя в системах водяного теплоснабжения.
Кроме этого, получены предварительные результаты по температуре плавления лития, значение которой находится около 180 оС, что соответствует верхнему пределу температурного диапазона водяного теплоносителя. Ампула содержала литий чистотой 99,9 %, массой 0,8 г. К сожалению, наблюдаемый фазовый переход не обеспечивает достаточно высокую стабилизацию температуры (рисунок 6). Нестабильность температуры плавления в течение двух часов не превышает 0,1 оС. Это объясняется недостаточной чистотой исследованной навески металла.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
