

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«НОВГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМЕНИ ЯРОСЛАВА МУДРОГО»
______________________________________________________________________
Кафедра «Технология машиностроения»
Контрольная работа
по дисциплине: «Математическое моделирование процессов в машиностроении»
Вариант № 9
Выполнил:
студент 6 курса
ИТФ гр.5041-з. о.
______________
Проверил:
доцент каф. ТМ
_________________
Великий Новгород
2010
Задание №1
Расчет суммарной погрешности обработки детали на станке.
Исходные данные:
Ступени d1, d2, и d3 вала (табл.1) обрабатываются чистовым точением в центрах гидрокопировального станка модели 1Н713 с допуском IT10. Заготовки вала из стали 45 на предшествующей операции обработаны черновым точением по IT13. Обработка ведется резцом с пластиной из твердого сплава Т15К6 с параметрами: j= 45°, g=0°, l=0°.
Требуется:
Определить элементарные погрешности и суммарную погрешность обработки ступени d2; сделать выводы о соответствии погрешности операции требуемым показателям точности, в случае несоответствия предложить мероприятия по уменьшению суммарной погрешности, в соответствии с условиями, заданными в таблице 1.
Таблица 1
Вар. № | Размеры, мм | Предел прочности материала детали, МПа | Мин. припуск на обработку, мм | Число заготовок в партии N, шт. | Скорость резания, м/мин | Подача, мм/об | |||||
d1 | d2 | d3 | L1 | L2 | L3 | ||||||
9 | 55 | 80 | 60 | 80 | 180 | 250 | 1100 | 0,6 | 25 | 130 | 0,2 |
Решение:
1) Определю величину погрешности Du (на радиус), вызванную размерным износом резца, по формуле:
![]()
Здесь L – длина пути резания при обработке партии N деталей:
![]()
uо = 6 мкм/км - относительный износ для сплава Т15К6 [5, табл. 28, гл.1].
2) Определю колебание упругих отжатий системы Dу вследствие изменения силы Ру из-за непостоянства глубины резания и податливости системы при обработке по формуле:
![]()
где ![]() ,
, ![]() — наибольшая и наименьшая податливость системы мкм/кН.
— наибольшая и наименьшая податливость системы мкм/кН.
![]() ,
, ![]() — наибольшее и наименьшее значения составляющей силы резания, совпадающей с направлением выдерживаемого размера, кН.
— наибольшее и наименьшее значения составляющей силы резания, совпадающей с направлением выдерживаемого размера, кН.
Для станка 1Н713 нормальной точности наибольшее и наименьшее допустимые перемещения продольного суппорта под нагрузкой 16 кН составляют соответственно 450 и 320 мкм [1, табл. 11, гл.1]. При установке вала в центрах минимальная податливость системы будет возможна при положении резца в конце обработки, т. е. у передней бабки станка. Исходя из этого можно принять Wmin = 320/16 = 20 мкм/кН. Приближенно можно считать, что максимальную податливость система имеет при расположении резца посередине вала, когда его прогиб под действием усилия Py достигает наибольшей величины. Поэтому
![]()
где ![]() - наибольшая податливость станка (
- наибольшая податливость станка (![]() =(320+ 450)/(2 ×16) = 24 мкм/кН);
=(320+ 450)/(2 ×16) = 24 мкм/кН);
![]() - наибольшая податливость заготовки.
- наибольшая податливость заготовки.
Определяю наибольшую податливость заготовки (мкм/кН) по формуле:

где lд - длина вала;
dnр - приведенный диаметр вала, для валов с двусторонним уменьшением диаметров ступеней определяется по формуле:
Тогда максимальная податливость технологической системы:
Wmax = 24 + 1,5 = 25,5 мкм/кН.
На предшествующей операции (черновом точении) заготовка обработана с допуском по IT13, т. е. возможное колебание припуска составляет IT13/2, что для диаметра 67,35 мм составит 0,46/2 = 0,23 мм.[1, табл. 32, гл.4].
С учетом этого минимальное и максимальное значение глубины резания составят:
tmin = 0,5 мм; tmax = 0,5 + 0,23 = 0,73 мм
Определяю наибольшую Py max и наименьшую Ру min нормальные составляющие усилия резания (постоянную Ср и показатели степеней х, у, n для радиальной силы резания Py беру из [2 табл. 22,стр.273]):
![]()

Тогда погрешность обрабатываемого размера вследствие упругих деформаций составит:
Dу = 25,5 × 0,162 – 20 × 0,115 = 1,8 мкм
3) Определю погрешность Dст, вызванную геометрическими неточностями станка.
Согласно справочным данным [1, табл. 23, гл.1] для токарных станков нормальной точности при наибольшем диаметре обрабатываемой поверхности до 250 мм постоянство диаметра образцов в продольном сечении составляет С = 20 мкм при длине образцов L = 300 мм. С учетом того, что длина второй ступени 80 мм, получаем значение данной погрешности:
![]()
4) В предположении, что настройка резца на выполняемый размер производится по эталону с контролем положения резца с помощью металлического щупа, нахожу в справочнике погрешность регулирования положения резца Dр = 10 мкм [1, табл. 26, гл.1] и погрешность измерения Dизм = 25 мкм (для d2 = 85h10) [1, табл. 27, гл.1].
С учетом этого рассчитываю погрешность настройки:

Кр = 1,73 и Ки = 1,0 — коэффициенты, учитывающие отклонения законов распределения (закона равной вероятности, нормального закона распределения) величин Dр и Dизм от нормального.
5) Определю погрешность температурных деформаций технологической системы, приняв их равными 15% от суммы остальных погрешностей:
Dт = 0,15(39 + 1,8 + 5,3 + 21) = 10 мкм.
6) Определю суммарную погрешность обработки:

7) Вывод.
Суммарная погрешность превышает заданную величину допуска (для d = 80 мм при допуске IT10, Td = 120 мкм). В случае, когда чистовое точение является операцией, предшествующей дальнейшему шлифованию, превышением поля рассеяния в сравнении с полем допуска операционного размера чистового точения можно пренебречь, так как это превышение вызовет только колебание припуска на шлифование. Если же операция чистового точения является окончательной, обязательно требуется выполнение условия работы без брака.
Анализ элементарных погрешностей показывает, что наиболее действенным мероприятием для уменьшения суммарной погрешности размера является снижение погрешности от размерного износа резца. Этого можно достигнуть:
а) применением более износостойкого твердого сплава (например, вместо Т15К6 применить сплав Т30К4, имеющий почти в 2 раза меньший относительный износ) или соответствующим снижением режимов резания при использовании сплава Т15К6;
б) уменьшением размера партии деталей, обрабатываемых за межнастроечный период (сокращение длины пути резания);
в) использованием автоподналадчиков, позволяющих периодически или непрерывно корректировать положение вершины резца при его износе;
г) применением доводки резца, заточенный, но не доведенный резец (с более шероховатыми поверхностями) имеет меньшую стойкость (меньшее время работы), чем тот же резец, но заточенный и затем доведенный;
д) применением смазочно-охлаждающих жидкостей, которые в процессе резания уменьшают износ резцов (особенно по передней поверхности), что объясняется облегчением процесса стружкообразования, снижением сил трения на поверхностях скольжения и уменьшением температуры нагрева инструмента.
Задание №2
Построение доверительных интервалов, проверка статистических гипотез.
Требуется:
По результатам измерения диаметров валов, обработанных в одинаковых условиях на двух токарных полуавтоматах, требуется (при доверительной вероятности ρ = 0,95) определить:
а) правильность настройки первого станка (станок настроен на диаметр Dн) – задача №1;
б) одинаковы ли станки по точности – задача №2;
в) различаются ли настроечные размеры станков – задача №3,
в соответствии с условиями, заданными в таблице 2.
Таблица 2
Вар. № | Станок № | Значения диаметров валов, мм | Dн, мм |
9 | 1 | 27,90; 27,92; 28,04; 27,99; 28,07; 27,92; 27,98; 27,97 | 28 |
2 | 28,24; 28,16; 28,23; 28,12; 28,13; 28,36; 28,16 |
Задача №1.
По результатам измерения диаметров вала требуется (при доверительной вероятности ρ = 0,95) определить правильность настройки первого станка (станок настроен на диаметр Dн=28мм).
Для решения задачи необходимо построить доверительный интервал для генерального среднего по следующей методике.
1. Определю выборочное среднее по формуле:
 , (1)
, (1)
где xi - текущее значение случайной величины в выборке;
m - объем выборки.

2. Определю выборочную дисперсию по формуле:
 (2)
(2)

Тогда 
3. Рассчитаю доверительный интервал:
![]() , (3)
, (3)
где X, - генеральное среднее;
![]() , S - выборочное среднее и выборочная дисперсия;
, S - выборочное среднее и выборочная дисперсия;
m - объем выборки;
t - табличное значение критерия Стьюдента (выбирается из таблиц в зависимости от числа степеней свободы f = m -1 и принятой доверительной вероятности p = 0,95).

![]()
4. Величина настроечного размера первого станка Dн = 28мм попадает в доверительный интервал. С принятой доверительной вероятностью станок настроен правильно.
Задача №2.
По результатам измерения диаметров валов, обработанных в одинаковых условиях на двух токарных полуавтоматах, требуется (при доверительной вероятности ρ = 0,95) определить, одинаковы ли станки по точности.
Для решения задачи следует проверить гипотезу о равенстве двух дисперсий.
1. Определю выборочные средние по выборкам деталей, обработанных на двух станках по формуле 1.


2. Определю выборочные дисперсии по формуле 2.


3. Вычислю наблюдаемое значение критерия Фишера по формуле:
![]() , (4)
, (4)
4. Табличное критическое значение критерия Фишера Fкр для доверительной вероятности ρ = 0,95 и соответствующих чисел степеней свободы f1 = (m1-1) и f2 = (m2-1) обеих дисперсий

5. На основании сравнения наблюдаемого и критического значений критериев Fн <Fкр делаю вывод, что дисперсии можно считать однородными. Это означает одинаковую точность партий деталей, и, соответственно, одинаковый уровень точности станков.
Задача №3.
По результатам измерения диаметров валов, обработанных в одинаковых условиях на двух токарных полуавтоматах, требуется (при доверительной вероятности ρ = 0,95) определить, различаются ли настроечные размеры станков.
Для решения третьей задачи необходимо проверить гипотезу о равенстве средних значений.
1. Определю выборочные средние по выборкам деталей, обработанных на двух станках, по формуле 1.

2. Определю выборочные дисперсии по формуле 2.
Тогда


3. Вычислю наблюдаемое значение критерия Стьюдента по формуле:
 , (5)
, (5)
где S - объединенная оценка дисперсии генеральных совокупностей, определяемая по формуле:
![]() (6)
(6)

откуда 
Тогда,

4. Табличное критическое значение критерия Стьюдента tкр для доверительной вероятности ρ = 0,95 и числа степеней свободы объединенной оценки дисперсий f=m1+m2-2.

5. На основании сравнения наблюдаемого и критического значений критериев Стьюдента tн > tкр, можно (с вероятностью ρ = 0,95) сделать вывод, что различие между средними существенно, и, следовательно, настроечные размеры станков различны.
Задание №3
Оптимизация режимов обработки методом линейного программирования.
Требуется:
Построить математическую модель процесса резания и определить оптимальные режимы резания для точения поверхности заготовки типа вал на станке 16К20 в соответствии с условиями, заданными в таблице 3.
Таблица 3
Вар. № | Материал | Заготовка | D, мм | L, мм | Lвылет, мм | t, мм | Инстр. матер. | j | g | r, мм | Rz | IT |
9 | Сталь 45 | Прокат | 96 | 500 | 55 | 3 | ТС | 45 | 14 | 1 | 20 | 12 |
Решение.
Учитывая размеры заготовки для обработки, выбирают токарно-винторезный станок с ЧПУ 16К20ФЗ. Точение производят проходным резцом Т15К6 без охлаждения. Размеры державки резца принимаются B=16 мм, H=25 мм, вылет резца Lв. р=55 мм. Выделю наиболее важные ограничения.
Ограничение 1. Режущие возможности инструмента, определяемые периодом стойкости.
Скорость резания для различных видов обработки определяется по формуле
 ,
,
В то же время скорость резания определяется кинематикой станка согласно зависимости

Приравнивая правые части формул и делая преобразования, получаю выражение первого технического ограничения в виде неравенства
где T – период стойкости инструмента, мин;
m – показатель относительной стойкости;
t – глубина резания, мм;
Cv, x, y – коэффициенты, характеризующие вид обработки;
kv – общий поправочный коэффициент;
D – диаметр заготовки, мм.
(T = 60мин; Cv = 350; x = 0,15; y = 0,35; m = 0,2)
Значение уточняющего (поправочного) коэффициента
kv=kmkпkи=1,125,
где km = 1,25 – коэффициент, учитывающий влияние материала заготовки (2, таб. 1- 4),
kп = 0,9 – коэффициент, учитывающий состояние поверхности (2, таб. 5),
kи = 1 – коэффициент, учитывающий материал инструмента (2, таб. 6).
Для выбора оптимальных значений режимов резания с использованием методов линейного программирования все технические ограничения и оценочная функция приводятся к линейному виду логарифмированием.
![]()
Введу обозначения
![]()

(в обозначении x2 подача S умножается на 100, чтобы избежать получения отрицательных значений логарифмов).
Отсюда получу первое техническое ограничение в линейном виде
 .
.
Приведу полученное неравенство к линейному виду логарифмированием и после обозначения получу
![]()
где ![]() .
.
Ограничение 2. Мощность электродвигателя привода главного движения станка.
Это ограничение выражается условием
![]()
где для станка 16К20Ф3
N = 10 кВт – мощность электродвигателя главного станка;
η = 0,85 – КПД кинематической цепи от электродвигателя к инструменту.
Эффективная мощность, кВт, затрачиваемая на процесс резания,
![]()
где Pz – сила резания, которая определяется как
![]()
Для второго технического ограничения получу
Значения коэффициентов для рассматриваемого примера:
СPz=300; xPz=1,0; yPz=0,75; nPz =-0,15.
Значение уточняющего коэффициента для силы резания
kр=kmpkφpkypkλp=0,68.
kmp = 0,85 – коэффициент, учитывающий качество обрабатываемого материала,
kφp = 1– коэффициент, учитывающий главный угол в плане,
kyp = 0,8 – коэффициент, учитывающий передний угол,
kλp = 1– коэффициент, учитывающий угол наклона главного лезвия.
![]()
После приведения к линейному виду и введения обозначений получу
![]()
где b2 = ln(606188·1000,75) = 17,2
Ограничение 3. Наименьшая допустимая скорость резания, определяемая кинематикой станка.
Для частоты вращения шпинделя станка n это ограничение имеет вид n ≤ nст.min.. Для станка 16К20Ф3 частота вращения nст.min = 12,5 об/мин. Тогда
x1≥b3,
где b3 = ln 12,5 = 2,53.
Ограничение 4. Наибольшая допустимая скорость резания, определяемая кинематикой станка.
Для частоты вращения шпинделя станка это ограничение имеет вид n ≤ nст. max. Для станка 16К20Ф3 частота вращения nст. max.= 2000 об/мин. Тогда
x1≤b4,
где b4 = ln 2000 = 7,6.
При аналогичных преобразованиях были получены в линейном виде последующие ограничения:
Ограничения 5 и 6. Наименьшая и наибольшая допустимые подачи, допустимыми кинематикой станка. Для станка 16К20Ф3 продольная подача sст. min = 3 мм/мин = 0,05мм/бо, sст. max = 1250 мм/мин = 0,5мм/об.
s![]() sст. min,
sст. min,
x2≥b5,
где b5 = ln (0,05·100) = 1,6.
и максимуму
s![]() sст. max .
sст. max .
x2≤b6,
где b6 = ln (0,5·100) = 4,6.
Ограничение 7. Прочность режущего инструмента. Это ограничение устанавливает взаимосвязь между скоростью резания и подачей с допустимыми по прочности режущего инструмента. В основу построения этого ограничения закладывают условие нагружения режущего инструмента, например резца как консольной банки, с приложением на ее конце усилия, равного окружной составляющей силы резания Рz. В этом случае предел текучести материала державки резца при изгибе будет определяться зависимостью
![]()

где Мизг= Рz×lв. р, - изгибающий момент в месте закрепления державки резца на расстоянии lв. р вылета резца от точки приложения окружной силы, МПа;
kз. п = 1,5 - коэффициент запаса прочности;
W= ВДНД2/6 - момент сопротивления сечения державки резца, мм3.
Выражая окружную силу резания в зависимости от элементов режимов резания, а также учитывая форму державки и значение предела текучести для незакаленной углеродистой конструкционной стали ![]() = 300 Н/мм², получаю после некоторых преобразований выражение для восьмого ограничения:
= 300 Н/мм², получаю после некоторых преобразований выражение для восьмого ограничения:
![]()
После приведения к линейному виду и введения обозначений получу
-0,15![]()
где b7 = ln(7·1000,35) = 3,55
Ограничение 8. Жесткость режущего инструмента. Это ограничение устанавливает взаимосвязь скорости резания и подачи с допустимыми по жесткости режущего инструмента. Известно, что максимальная нагрузка, допускаемая жесткостью резца Рж. доп, определяется по формуле
Pж. доп=![]() ,
,
где f = 0,1 мм - допустимая стрела прогиба резца для чернового и получистового точения;
Е = 2 · 105 МПа = 2· 1011 Н/м² = 2· 105 Н/мм² - модуль упругости;
Im = ВДНД3/12 - момент инерции державки резца, мм4.
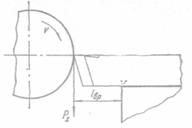
Расчетная схема для построения технических ограничений по прочности и жесткости режущего инструмента (резца).
Из условия соотношения окружной составляющей Рz и максимальной нагрузки, допускаемой жесткостью резца, и после соответствующего представления Рz через элементы режима резания получаю девятое ограничение в виде следующего неравенства:
Pz ≤ Pж. доп,
n![]() s
s![]()
![]() .
.
n![]() s
s![]()
 .
.
![]()
После приведения к линейному виду и введения обозначений получу
![]()
где b8 = ln(8,7·1000,35) = 3,8
Ограничение 9. Жесткость заготовки. Это ограничение устанавливает взаимосвязь скорости резания и подачи с допустимыми по жесткости заготовки.
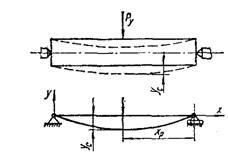
Схема деформации заготовки при точении под действием радиальной составляющей силы резания.
В основу этого ограничения положено условие, при котором величина прогиба уc заготовки под действием радиальной составляющей силы резания Ру должна быть меньше и равна допустимому прогибу yдоп, т. е.
yc![]() yдоп (7)
yдоп (7)
Из рисунка видно, что допустимый прогиб должен быть меньше величины допуска на размер удоп ≤0,5δ, где δ = 350 мкм = 0,35мм - допуск на диаметр, мм.
Величина прогиба заготовки
 , (8)
, (8)
где Lзаг = 500 мм - длина заготовки;
хр = 250 мм - расстояние от правого торца до места приложения силы;
![]() - момент инерции сечения заготовки в месте искомого прогиба, мм4.
- момент инерции сечения заготовки в месте искомого прогиба, мм4.
Здесь D = 96 мм - диаметр вала.
После преобразования формулы (8) и подстановки в нее значения
получу с учетом неравенства (7) техническое ограничение по жесткости заготовки
 .
.
Значения коэффициентов для рассматриваемого примера:
Сy=243; xy=0,9; yy=0,6; ny =-0,3.
![]()
После приведения к линейному виду и введения обозначений получу
-0,3![]()
где b9 = ln(59,84·1000,6) = 6,85
Ограничение 10. Требуемая шероховатость поверхности. Это ограничение устанавливает взаимосвязь расчетной скорости резания и подачи с допустимыми по обеспечению требуемой высоты или формы шероховатости согласно ГОСТ 2789-73.
Так, для обеспечения при наружном продольном точении заготовки из стали 45 шероховатости Rz = 20 мкм (Rа = 5 мкм) может быть использована зависимость:
![]()
где r - радиус при вершине резца;
γ - передний угол;
 — экспериментально установленные коэффициенты (1, таб. 7, стр.106)
— экспериментально установленные коэффициенты (1, таб. 7, стр.106)
После подстановки значений и преобразований получу следующее ограничение:
 ,
,
![]()
После приведения к линейному виду и введения обозначений получу
![]()
где b10 = ln(1064,4·100-0,59) = 5,96
В качестве оценочной функции при оптимизации по двум параметрам (n, S) обычно используют минимальную себестоимость.
![]() (9)
(9)
где с – коэффициент, не зависящий от режимов резания n и S.
Из этого выражения видно, что функция Fmin будет наименьшей, когда произведение nS будет максимальным.
Оценочная функция с учетом ее вида [см. уравнение (9)] после логарифмирования будем иметь
f0=(x1+ x2)max (10)
Ограничения образуют математическую модель процесса резания в аналитическом виде. Кроме технических ограничений, представляемых в виде системы неравенств, в состав модели входит оценочная функция f0:
![]()
![]()
x1≥2,53,
x1≤7,6,
x2≥1,6,
x2≤4,6,
![]()
![]()
![]()
![]()
x1 ≥0, x2≥0.
f0=(x1+ x2)max
Оптимальные значения x1опт и x2опт в данной контрольной работе определены численными методами линейного программирования с применением ЭВМ в среде EXCEL.

Оптимальные значения x1опт=7,1 и x2опт = 1,1.
Числовые значения оптимального режима резания вычисляются по следующим зависимостям:
nопт=e x1опт=е7,24=1394 мин-1;
![]()
![]()
Использованная литература:
1. Справочник технолога-машиностроителя. В 2-х томах. - Том 1. Под ред. , . – 4-е изд. – М.: Машиностроение, 1986. – 656 c.
2. Справочник технолога-машиностроителя. В 2-х томах. - Том 2. Под ред. , . – 4-е изд. – М.: Машиностроение, 1985. – 496 c.
