
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Скребкові класифікатори відстійного типу призначені для знешламлювання рядового вугілля і дрібного концентрату, а також для попереднього зневоднення дрібного концентрату відсаджувальних машин. При питомому навантаженні 15 - 25 м3/год·м2 скребкові класифікатори працюють ефективно, якщо вміст твердого в оборотній воді не перевищує 120 кг/м3. Об'ємна продуктивність скребкових класифікаторів розраховується за формулою (9.26), їх технічні характеристики наведені в табл. 9.27.
Спіральні класифікатори найчастіше використовують у замкнених циклах подрібнення для одержання готового за крупністю продукту, що направляється на збагачення, рідше їх використовують для відмивання глинистих матеріалів, а також для зневоднення зернистих продуктів.
Спіральні класифікатори в порівнянні з гідроциклонами менше витрачають електроенергії, можуть класифікувати більш крупний матеріал, мають більш тривалі міжремонтні періоди. Основний їхній недолік -- висока вартість, менша питома продуктивність та ефективність, великі габаритні розміри. З цієї причини при проектуванні збагачувальної фабрики для встановлення рекомендуються гідроциклони.
Гідроциклони застосовуються для операцій класифікації за крупністю і знешламлювання продуктів подрібнення та дрібного вугілля. Вони використовуються також для згущення пульпи і збагачення. На збагачувальних фабриках використовують головним чином циліндроконічні гідроциклони малих типорозмірів з кутом конусності 10о і великі типорозміри з кутом конусності 20о. Гідроциклони малих діаметрів працюють з відносно високим тиском, великих діаметрів - з низьким тиском.
Основні принципи компонування
Збагачувальні фабрики включають основні виробничі цехи і допоміжні цехи та служби. Проектно-компонувальні рішення виробничих і допоміжних цехів істотно впливають на рівень техніко-економічних показників проекту й умови експлуатації фабрики. Вони повинні забезпечити найбільш економічні умови експлуатації фабрики з максимальною механізацією й автоматизацією всіх процесів при мінімальних капітальних витратах, а також забезпечити здорові і безпечні умови праці.
При проектуванні повинні бути дотримані вимоги уніфікації будинків і споруд на основі Єдиної модульної системи.
При виборі й компонуванні обладнання з метою одержання найбільш економічного рішення треба приймати мінімальне число окремих машин, потоків і секцій, а продуктивність їх -- можливо більшою, максимально використовуючи рельєф місцевості для самопливного транспорту продуктів найбільшого об'єму. Якщо самоплив неможливий, основний потік матеріалу необхідно піднімати на достатню висоту в мінімальній кількості місць для того, щоб розгалужений рух потоку йшов через фабрику самопливом. Залежно від властивостей матеріалу, що транспортується самопливом, похил жолобів і труб повинен бути 5 -- 60о.
При виборі основного й допоміжного технологічного обладнання треба прагнути до його максимальної уніфікації. Апарати, що виконують однакові технологічні операції, для зручності обслуговування і ремонту доцільно групувати в одному або сусідніх прольотах.
З метою створення найкращих умов для організації ремонтної служби, постачання запасними частинами, скорочення термінів ремонтних робіт всі апарати повинні обслуговуватися вантажопідйомними механізмами.
Великогабаритне і важке обладнання по можливості варто розташовувати на нульових відмітках.
У робочих приміщеннях повинна бути забезпечена нормальна освітленість денним і штучним світлом.
За умовами зручності і безпеки технологічного й ремонтного обслуговування обладнання розміри проходів встановлюють відповідно габаритним розмірам обладнання і його експлуатаційним особливостям. Мінімальні розміри проходів повинні прийматися відповідно до вимог Єдиних правил безпеки при дробленні, сортуванні, збагаченні корисних копалин і грудкуванні руд та концентратів.
10.2 Схеми компонування обладнання
При проектуванні збагачувальної фабрики можуть бути застосовані три схеми розміщення обладнання: висотна (вертикальна), горизонтальна (площинна) і комбінована (каскадна).
Висотна схема компонування (рис. 10.1а) передбачає розташування обладнання по вертикалі. Збагачуваний матеріал стрічковими конвеєрами або елеваторами за один прийом піднімається на верхню відмітку фабрики і потім самопливом опускається вниз. Ця схема компонування може бути застосована при будь-якому похилі промислової площадки фабрики, але найбільш раціональна при крутому похилі. Переваги висотної схеми компонування полягають в малій площі, яку займає фабрика, і максимальному використанні самопливу. Тому висотну схему застосовують у випадку обмеженості площі промислового майданчика або в разі потреби залишення ціликів корисної копалини під будівлями і спорудами фабрики (наприклад, вуглезбагачувальні фабрики при шахтах). Крім вуглезбагачувальних фабрик, за висотними схемами компонується обладнання збагачувальних і промивних фабрик для збагачення марганцевих руд і фабрик, що переробляють крупновкраплені магнетитові руди сухою магнітною сепарацією.
До недоліків висотних схем варто віднести: велике навантаження на колони будівлі, що одночасно є опорою для будівельних конструкцій, основного і допоміжного обладнання, і у зв'язку з цим невелику величину прольоту між колонами (до 7,5 м); несприятливі умови для використання великих вантажопідйомних механізмів і забезпечення нормальної освітленості в цеху.
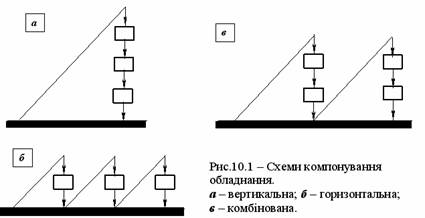
Для горизонтальної схеми компонування (рис. 10.1б) характерне розміщення обладнання на одному рівні (одноповерхова схема), при цьому матеріал з апарата в апарат передається транспортними засобами. Одноповерхова схема компонування на збагачувальних фабриках застосовується рідко, більш раціонально використовувати ступінчасто-одноповерхову схему розміщення обладнання. Ця схема передбачає розміщення обладнання на площадках з різними відмітками, що дозволяє використовувати самоплив. Перевагами горизонтальної схеми є недоліки висотної і навпаки. За ступінчасто-одноповерховою схемою розміщають обладнання флотаційних фабрик великої і середньої продуктивності, а також магнітозбагачувальних фабрик з мокрою сепарацією тонковкраплених руд.
Комбінована схема компонування (рис. 10.1в) поєднує елементи вертикального і горизонтального компонування, що дозволяє здійснювати раціональне поєднання з механічним транспортом продуктів. Ця схема має ряд переваг: фабричні будинки компактні в плані; каркас будинку навантажений мало, тому що не є опорою для основного й допоміжного обладнання; забезпечується можливість використання великих вантажопідйомних механізмів і створюються нормальні умови для природного освітлення цеху. Тому при вирішенні питання розміщення обладнання комбінована схема компонування значно краща.
10.3 Приймальні пристрої
Приймальні пристрої сировини (руди, вугілля) як самостійні об'єкти передбачаються на фабриках, що переробляють корисні копалини декількох родовищ, при розташуванні фабрики на значній відстані від гірничодобувного підприємства. Приймальні пристрої, віддалені від цеху дроблення, проектуються для збагачуваного матеріалу крупністю не крупніше 350 -- 400 мм, що дозволяє транспортувати його стрічковими конвеєрами. Цій крупності відповідають продукт крупного дроблення і корисні копалини, які безпосередньо видаються нагора з шахт. На групові і центральні вуглезбагачувальні фабрики вугілля доставляється залізничним транспортом Міністерства шляхів (МШ), що висуває до проектування приймальних пристроїв додаткові вимоги. У цьому випадку продуктивність приймальних пристроїв, фронт розвантаження, число вагоноперекидачів, грейферних кранів, продуктивність стрічкових конвеєрів та іншого обладнання визначають з розрахунку мінімального часу розвантаження маршрутного состава і виключення простою залізничних составів.
Місткість приймальних пристроїв залежить головним чином від режиму роботи фабрики. На збагачувальних фабриках застосовують приймальні пристрої бункерного і складського типів.
Перший тип приймальних пристроїв (рис. 10.2 а) застосовується при вивантаженні корисних копалин крупністю до 350 -- 450 мм із саморозвантажних залізничних вагонів типу думпкар вантажопідйомністю до 140 т. Розвантаження матеріалу з бункера і подача його на стрічковий конвеєр здійснюється пластинчастими живильниками. Час розвантаження вагона становить 1,5 -- 4 хв. Пристрої цього типу можуть застосовуватися для рудних фабрик, які працюють на привізній сировині, групових і центральних збагачувальних фабрик продуктивністю 3 -- 4 млн. т/рік.
Другий тип приймальних пристроїв (рис. 10.2 б) призначений для вивантаження сировини крупністю до 350 мм, що надходить на фабрику в залізничних вагонах вантажопідйомністю до 125 т. Розвантаження вагонів здійснюється роторними вагоноперекидачами продуктивністю 4 -- 5 млн. т/рік. Цей тип розвантажувальних пристроїв застосовується на збагачувальних фабриках з виробничою потужністю 3 -- 15 млн. т/рік.
3. Приймальні пристрої
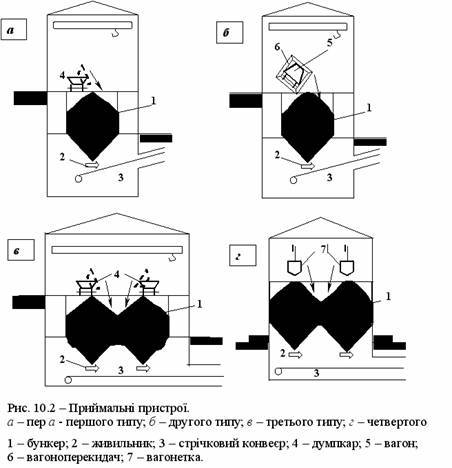
Третій тип приймальних пристроїв (рис. 10.2 в) застосовують при надходженні вугілля (руди) на фабрику у вантажних вагонах на один або два шляхи нормальної або вузької колії. Фронт і місткість бункерів визначаються тривалістю розвантаження маршрутного состава і продуктивністю конвеєра. Приймальні бункери можуть використовуватися як акумулюючі, у цьому випадку їх місткість визначається режимом і продуктивністю фабрики (на одну-дві зміни).
Четвертий тип розвантажувальних пристроїв (рис. 10.2 г) за своїми характеристиками не відрізняється від пристроїв третього типу, але призначений для прийому сировини з підвісних канатних доріг, використовуваних при розташуванні рудника і фабрики в гірських районах або у місцевості з дуже пересіченим рельєфом. Продуктивність однієї "нитки" канатної дороги до 3 млн. т/рік. Максимальна крупність матеріалу, що надходить, -- до 350 - 400 мм.
Якщо руда містить багато дріб'язку, котрий не допускає бункерування унаслідок високої злежуваності (наприклад, боксити, марганцева руда), то прийом її здійснюється на наземний склад, обладнаний грейферним краном (рис. 10.3).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
